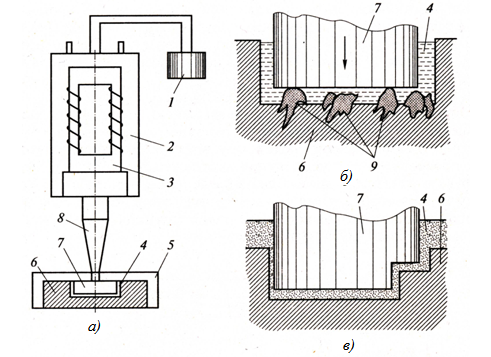
12.3. Схемы наиболее широко применяемых методов электроэрозионной обработки:
а) обработка отверстий (прошивание); б) шлифование электроискровыми разрядами;
в) разрезка и вырезка.
12.3. Электрохимическая (анодно-химическая) обработка
Анодно-химическая (электрохимическая) обработка – способ обработки заготовок в потоке электролита (растворе хлористого, азотнокислого и сернокислого натрия) при пропускании электрического тока от внешнего источника, когда обрабатываемый материал является анодом.
При электрохимической обработке зазор между электродами в пределах 0,02–0,5 мм регулируют автоматическими следящими системами. При этом рабочее напряжение поддерживают в пределах 3–24 В. Поток электролита, движущийся в межэлектродном промежутке со скоростью 5–50 м/с, обеспечивает анодное растворение обрабатываемого материала и удаление продуктов реакции из рабочей зоны.
Для изготовления электрода – инструмента используют коррозионно-стойкую сталь, латунь, углеграфит.
В промышленности используются следующие технологические операции электрохимической обработки: копировально-прошивочные, обработка вращающимся дисковым инструментом, удаление заусенцев.
Копировально-прошивочные операции осуществляют при поступательном движении одного из электродов – инструментов, форма которого копируется на детали одновременно по всей поверхности.
Эти операции применяют при изготовлении формообразующих полостей деталей инструментальной оснастки; ковочных штампов, пресс-форм, стеклоформ, литейных форм, при прошивании отверстий и полостей различной формы в деталях основного производства из труднообрабатываемых сплавов и закаленных сталей. При этом обеспечивается шероховатость обработанной поверхности от Ra = 0,25 до Rz = 20 мкм и точность обработки ± 0,02 –± 0,1 мм. Скорость подачи инструмента в направлении съема металла составляет от 0,03–1,5 мм/мин при обработке штампов, пресс-форм до 5–6 мм/мин при прошивании отверстий.
Электрохимическая обработка вращающимся дисковым инструментом, не содержащим абразивных зерен, позволяет заменить профильное, плоское и круглое наружное шлифование. Объемная скорость съема коррозионно-стойких сталей достигает до 3 мм3/с, а твердых сплавов до 1 мм3/с. Применяется для получения профиля твердосплавных резьбовых плашек, фасонных резцов, накатных роликов, наружных шлицевых пазов, прорезания узких щелей, разрезания заготовок, а также для обработки постоянных магнитов.
Удаление заусенцев электрохимическим способом используют при обработке шестерен, деталей гидроаппаратуры и т.п.
12.4. Ультразвуковая размерная обработка
Ультразвуковой размерной обработкой называют направленное разрушение твердых и хрупких материалов с помощью инструмента (рис. 12.4). Ультразвуковая размерная обработка включает размерную обработку сверхтвердых и хрупких материалов (сверление отверстий сложного профиля, шлифование, полирование, наклеп, волочение проволоки, прокатка фольги и т. д.); лужение и паяние металлов, керамики, стекла и т.п.; сварку ультразвуком металлов и полимеров. В частности, ультразвуковая обработка твердых и хрупких материалов может выполняться на ультразвуковых станках. Сущность этого способа обработки основана на долбящем действии абразивной суспензии (смеси антикоррозийной жидкости с абразивными частицами во взвешенном состоянии) и кавитационных процессах в суспензии, которые значительно ускоряют направленное разрушение обрабатываемого материала. Суспензия не только передает энергию от вибрирующего с ультразвуковой частотой (выше 18 кГц) инструмента абразивным зернам, но и содействует удалению из рабочего зазора продуктов разрушения обрабатываемого материала (рис. 12.4б).