

5.3. Работа, мощность и усилия при волочении
Удельная
работа деформации в элементарном объеме
с координатами
![]() может быть вычислена как произведение
интенсивности деформаций на интенсивность
напряжений
может быть вычислена как произведение
интенсивности деформаций на интенсивность
напряжений
![]() .
(5.11)
.
(5.11)
Удельная работа при холодной деформации значительно больше, чем при горячей. Это связано с более высокими значениями предела текучести при холодной деформации.
Неоднородность
деформации по объему заготовки вызывает
и неоднородность интенсивности
напряжений, которую также нельзя считать
постоянной по всему деформированному
объему. Так, например, при волочении
углеродистой проволоки (C
= 0,9 %) удельная работа вблизи оси проволоки
при деформации
![]() и пределе текучести 1500 МПа равна 300 МПа,
а на поверхности при
и пределе текучести 1500 МПа равна 300 МПа,
а на поверхности при
![]() и пределе текучести 2000 МПа равна 1200 МПа,
т. е. в 4 раза больше.
и пределе текучести 2000 МПа равна 1200 МПа,
т. е. в 4 раза больше.
Средняя удельная работа при волочении зависит и от изменяющейся интенсивности деформаций и от изменяющейся по объему интенсивности напряжений.
 (5.12)
(5.12)
Мощность деформирования при волочении определим как произведение средней удельной работы на объем металла, проходящий через очаг деформации за единицу времени:
![]() (5.13)
(5.13)
Часть мощности необходимо затрачивать на преодоление сил трения, возникающих в деформирующем конусе и на цилиндрическом калибрующем участке (рис. 5.9)
На цилиндрическом калибрующем участке сила трения равна:
![]() (5.14)
(5.14)
Подставляя в (6.61) вместо площади поверхности цилиндрического пояска площадь поверхности усеченного конуса (рис.14.9), получим:
![]() (5.15)
(5.15)
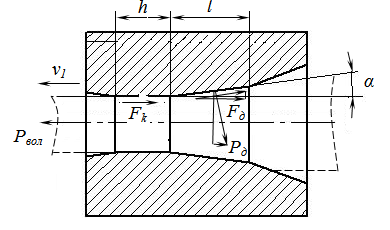
Рис. 5.9. Схема сил, действующих на проволоку в фильере при волочении
Мощность, затрачиваемая на преодоление трения, будет:
![]()
![]()
где
![]() –
максимальный предел текучести на
поверхности проволоки с учетом упрочнения,
в МПа, d
– диаметр
проволоки, h
– длина калибрующего пояска, в мм,
– коэффициент трения.
–
максимальный предел текучести на
поверхности проволоки с учетом упрочнения,
в МПа, d
– диаметр
проволоки, h
– длина калибрующего пояска, в мм,
– коэффициент трения.
Суммарная эффективная мощность, необходимая на преодоление трения и на деформацию равна:
![]()
![]() (5.16)
(5.16)
Силу волочения вычислим как отношение мощности деформирования к скорости волочения, т. е.
![]()
![]() (5.17)
(5.17)
Для практических расчетов возможно применение упрощенных формул, например:
![]() ,
(5.18)
,
(5.18)
где
![]() –
средняя величина предела текучести
материала.
–
средняя величина предела текучести
материала.
Из условий отсутствия пластических деформаций изделия вне очага деформации и прочности проволоки (или прутка, трубы) сила волочения не должна создавать в проволоке нормальных напряжений, близких к пределу текучести деформированного металла.
![]() (5.19)
(5.19)
5.4. Температура при волочении
Температура протягиваемого материала при волочении определяется двумя источниками теплоты: неравномерно распределенной работой деформации и поверхностным трением материала на деформирующем и калибрующем участках.
Температура деформации в начальный момент тепловыделения может быть определена делением удельной работы на удельную объемную теплоемкость:
![]() (5.20)
(5.20)
В последующие моменты эта температура выравнивается и приближается к средней (рис. 14.10).
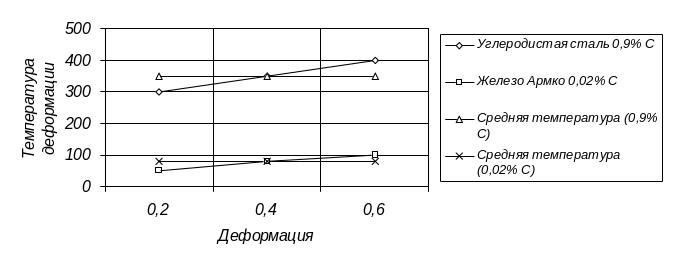 Рис.
5.10. Влияние деформации и механических
свойств стали
с различным содержанием
углерода на температуру деформации
Рис.
5.10. Влияние деформации и механических
свойств стали
с различным содержанием
углерода на температуру деформации
Температура от трения может быть вычислена с помощью рассмотренного выше решения о температуре от равномерного быстродвижущегося источника тепла:
![]() .
(5.21)
.
(5.21)
В частности, при μ = 0,1, σТmax = 1500 МПа, СV = 5 МДж/(м3К), v = 0,5 м/с, (l+h) = 0,01 м, ω = 8·10–6 м2/с температура равна θ(l+h) = 500°С.
Таким образом, с учетом средней температуры деформации максимальная температура поверхности проволоки в рассматриваемом примере при выходе проволоки из фильеры равна 850 °С. Средняя температура контактной поверхности фильеры с проволокой существенно ниже. Такие температуры примерно соответствуют теплостойкости применяемых вольфрамокобальтовых твердых сплавов.
При волочении медной или алюминиевой проволоки механические характеристики ниже, а теплофизические характеристики значительно выше. Поэтому теплостойкость твердосплавных фильер допускает применение значительно более высоких скоростей волочения. С уменьшением диаметра проволоки значительно уменьшаются длины деформирующего конуса и калибрующего пояска, что также способствует уменьшению температуры или допускает применение более высоких скоростей волочения. Это и наблюдается на практике.
При многократном волочении последовательная деформация приводит к повышению температуры деформации. Кроме того, для натяжения проволоки в некоторых конструкциях волочильных станов предусматривается ее проскальзывание относительно поверхности барабана, что также вызывает ее дополнительный нагрев. Поэтому при работе с большими скоростями и многократном волочении требуется интенсивное охлаждение проволоки. Охлаждение проволоки осуществляется эмульсией, а барабанов – водой. При волочении высокоуглеродистой и легированной стальной проволоки применяется воздушное охлаждение проволоки.