

4.6. Теплообмен и температура при горячей прокатке
В начальный момент соприкосновения температура на поверхности контакта валка с заготовкой равна:
![]() .
(4.33)
.
(4.33)
Высокие контактные температуры возникают на поверхности валка только в течение того малого промежутка времени, когда этот участок поверхности контактирует с нагретой заготовкой. В рассматриваемом примере это время равно 0,16 с и соответствует 30 поворота валка. Остальную часть времени, соответствующую 1,72 с или 330 поворота валка, температура поверхности валка будет уменьшаться вследствие ее выравнивания.
При
соприкосновении холодного прокатного
валка, имеющего начальную температуру
![]() ,
с нагретой до температуры
,
с нагретой до температуры
![]() заготовкой тепло из заготовки интенсивно
поступает в валок и нагревает его (рис.
4.15) .
заготовкой тепло из заготовки интенсивно
поступает в валок и нагревает его (рис.
4.15) .

Рис. 4.15. Схема к определению контактной температуры и тепловых потоков в валки
Оценим относительное уменьшение температуры за промежуток времени, в течение которого контакт участка поверхности валка с заготовкой отсутствует.
Пусть
повышение температуры ![]() на участке поверхности контакта валка
с заготовкой
на участке поверхности контакта валка
с заготовкой
![]() .
(4.34)
.
(4.34)
создается от некоторого равномерно распределенного источника тепла с плотностью теплового потока q:
![]() (4.35)
(4.35)
Соответственно,
средняя плотность теплового потока
равномерно распределенного источника
тепла, необходимая для достижения
температуры
![]() ,
будет:
,
будет:
![]() (4.36)
(4.36)
Температуру
за пределами участка
![]() вычислим, суммируя температуры от
равномерного источника плотностью,
продленного за пределы участка
вычислим, суммируя температуры от
равномерного источника плотностью,
продленного за пределы участка
![]() и стока тепла той же плотности, действующего
за пределами участка
и стока тепла той же плотности, действующего
за пределами участка
![]() :
:
![]() (4.37)
(4.37)
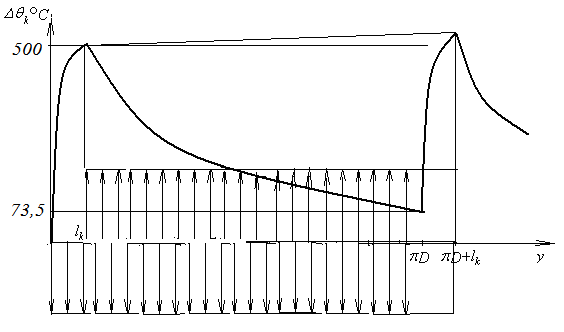
Рис. 4.16. Схема колебаний температуры поверхности валка
В частности, для рассматриваемого примера в конце первого оборота температура поверхности валка снизится до величины:
![]() .
.
Т. е., если температура в контакте равна 500 С, то после первого оборота перед входом в контакт с заготовкой она снизится до 73,5 С. Это вызовет дополнительное повышение контактной температуры примерно на 37 С. Еще через оборот валка остаточная поверхностная температура, вызванная первым контактом, снизится до величины:
![]()
однако появится повышение температуры от следующего контакта и суммарное повышение температуры от подогрева валка на втором обороте будет:
![]() =123
С
=123
С
и т. д.
Колебания контактной температуры в рассматриваемом примере происходят с амплитудой около 400 С и с частотой около 0,6 Гц. Вследствие этого на поверхности валка возникают температурные напряжения, под действием которых появляются трещины.
При непрерывной прокатке заготовки контактная температура увеличивается рис. 4.17.
 Рис.
4.17. Примерное изменение начальной
температуры валка и контактной температуры
с ростом числа оборотов валка при
прокате одной заготовки
Рис.
4.17. Примерное изменение начальной
температуры валка и контактной температуры
с ростом числа оборотов валка при
прокате одной заготовки
Повышение контактной температуры вследствие нагрева валков от прокатываемых заготовок представляет большую проблему. При повышенных контактных температурах валки быстрее изнашиваются и деформируются. Таким образом, после проката заготовки и нескольких следующих друг за другом оборотов валка в контакте с заготовкой необходимо делать небольшой перерыв для выравнивания температуры.
Определим количество тепла Q1, поступившее в валки при прокате одной заготовки.
Пусть масса заготовки равна М = 50 000 кг, высота полосы h = 0,35 м, ширина b = 2,3 м. Соответственно, длина полосы будет:
![]() м.
м.
Время
прокатки заготовки
![]() с.
с.
![]()
При принятых условиях прокатки в каждый из двух валков при прокате одной заготовки массой 50 т поступит примерно 7 МДж теплоты.
При
полном выравнивании этой теплоты по
всей массе валка его начальная температура
повысится на величину
![]() :
:
![]() .
.
С ростом количества прокатанных заготовок температура валка увеличивается (рис. 4.18).
В связи с очень большими значениями плотностей тепловых потоков, поступающих в валки, и значительно меньшими возможностями отвода тепла от валков, охлаждаются прокатные валки значительно медленнее, чем нагреваются.

Рис. 4.18. Зависимость контактной температуры от числа прокатанных заготовок
Одним из основных факторов, способствующих меньшему нагреву валков при горячей прокатке, является увеличение скорости прокатки. С ростом скорости прокатки уменьшается количество теплоты, поступающей в валок от каждой прокатанной заготовки. Этим можно объяснить применение весьма высоких скоростей прокатки, несмотря на то, что для увеличения скорости прокатки необходимо увеличивать мощность электропривода прокатного стана.