

1
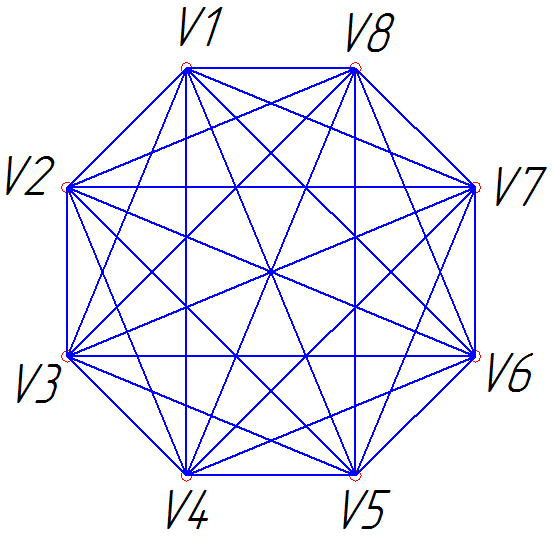
V1-основная система(ме-режущие станки, на которых будут изготавливаться детали основного производства)
V2-места для рабочих, площади для складирования заготовок и деталей, цеховые проходы и проезды.
V3-транспортная система
V4-система инструментообеспечения
V5-система ремонта и обслуживания оборудования
V6-система контроля качества
V7-система охраны труда
V8-система организации и управления производств
Как видно из графа все системы между собой взаимосвязаны, без этих связей невозможно нормальное функционирование производства.
2
3.
Алгоритм проектирования цеха
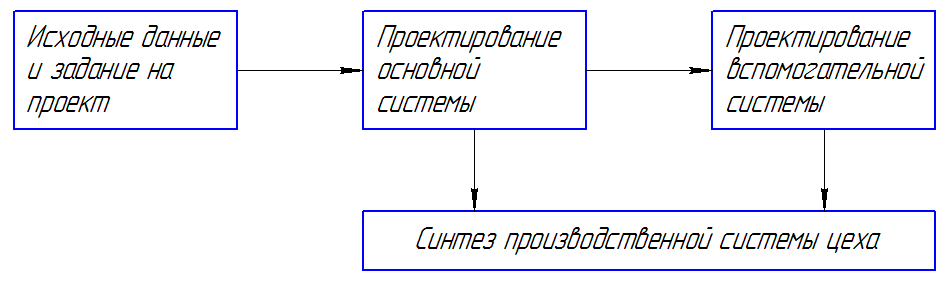
Исходные данные и задание на проектирование:
-программа выпуска
-тех. процессы обработки деталей
-типаж оборудования
-станкоемкость операций обработки деталей
-режим работы цеха и фонды времени работы оборудования и рабочих
При проектировании основной системы определяют площадь производственных помещений и потребное количество станочников.
При проектировании вспомогательной системы определяют площадь вспомогательных помещений и потребной количество вспомогательных рабочих.
4
Классификация машиностроительных произв-в.
По виду производственных процессов:
-литейное
-сборочное
-механообрабатывающее
-окрасочное и т.п.
По типу производства
-единичное
-серийное
-массовое
Тип производства можно определить по к-ту закрепления Кзакр=Фмес/Ди, Фмес-мес.фонд времени, Ди-кол- во деталей
Кзакр>40-единичное; Кзакр=21- 40 мелкосерийное, Кзакр=11-20 среднесерийное, Кзакр=1-10 крупносерийное, Кзакр<1- массовое
По форме организации производства
-поточное
-непоточное
Поточная форма организации производства хар- ется непрерывностью обработки изделия. Цикл изготовления равен времени всех операций. Такая форма обеспеч. снижение себестоимости выпускаемых изделий.
5.
Точная и приведенная программы.
Точная программа- это перечень всех обраб. Деталей с указанием годового объема выпуска каждой детали и обязательным наличием рабочих чертежей детали. На основании точной программы разраб. пооперационные ТП мех. обработки, нормирование операций и тем самым опред. станкоемкость операции, станкоемкость обраб. Детали и станкоемкость годового выпуска.
Такая программа как правило хар-на при проектировании цехов крупносерийных или массовых производств, когда номенклатура небольшая, объемы выпуска значительные и продукция выпускается длит. время.
В условиях среднесерийного производства разрабатывают приведенную программу, для этого необходимо:
разбить всю номенклатуру обраб. в цехе деталей на группы
в каждой группе выбирают представителя, на которого имеется рабочий чертеж и к этому представителю приводят все детали группы. Приведение осущ. с помощью коэф- та приведения.
ко=к1*к2*к3
к1-коэф- т приведения по массе, учитывает отличие в массе между приводимым изделием и представителем группы
к2- учитывает различия в годовом объеме выпуска между представителем группы и другим любым изделием.
к3-учитывает степень сложности изготовления представителя и любого изделия группы. Сложность оценивается степенью точности и шероховатостью.
к3=к4*к5
Остальные формулы см. лекции
6.
Станки на участках и в цехе могут быть размещены по технол., предметному и линейному принципам.
Технологический- заключается в объединении оборудования в группы по принципу общности их технол. назначения и каждую группу станков размещ. в опред. части цеха. Обраб. детали в определенной последовательности проходят все или часть групп станков. Такой принцип размещения позволяет повысить коэффициент загрузки оборудования. Недостатки: большие площади межоперационных складов, длительный цикл обработки. Применяется в мелкосерийном и единичном производстве.
С уменьшением номенклатуры обраб. деталей, увеличением объема выпуска каждого типоразмера используют более пргрессивную схему расположения оборудования с организацией предметных участков.
Предметный-детали должны содержать сходные элементы. Организацию предметных участков проводят в след. последовательности:
-осуществляют конструкторско-технологическую классификацию деталей по признакам технология, конструкция, материал, масса и созд. группы деталей
-по каждой детали группы находят к-т относительной трудоемскости, который показывает обезличенное кол-во рабочих мест для детали
-суммируем к-ты относит. трудоемкости по всем деталям группы и находим число участков
-закрепляем за каждым участком опред. группу деталей
Размер партии должен обеспеч. загрузку обор-я не менее чем на 1 смену, работу сборочного цеха не менее чем на 1 неделю и не более чем на 3 месяца, кроме того партия должна свободно размещаться на площадях складов гот. продукции. Зная размер партии рассчитывают кол-во партий в году и периодичность запуска.
В цехах крупносерийного и массового производств используют линейный принцип размещения оборудования и поточный метод обработки. Обработка в этом случае осущ. на комплексно-механизированных поточных линиях. Оборудование устанавливается строго по ходу тех. процесса.
Высшей степенью автоматизации явл. применение автоматических линий. Задачи автоматич. линий- контроль работы, осущ. загрузки заготовок на спутник, выгрузка гот. деталей.
7.
Станкоемкость-это затраты станочного труда на выполнение операции, всех операций обработки детали.
Дальше много формул, мне было очень лень писать - сами посмотрите в лекциях.