

6.5. Контроль резьбовых изделий
6.5.1. Контроль наружной резьбы методом трех проволочек
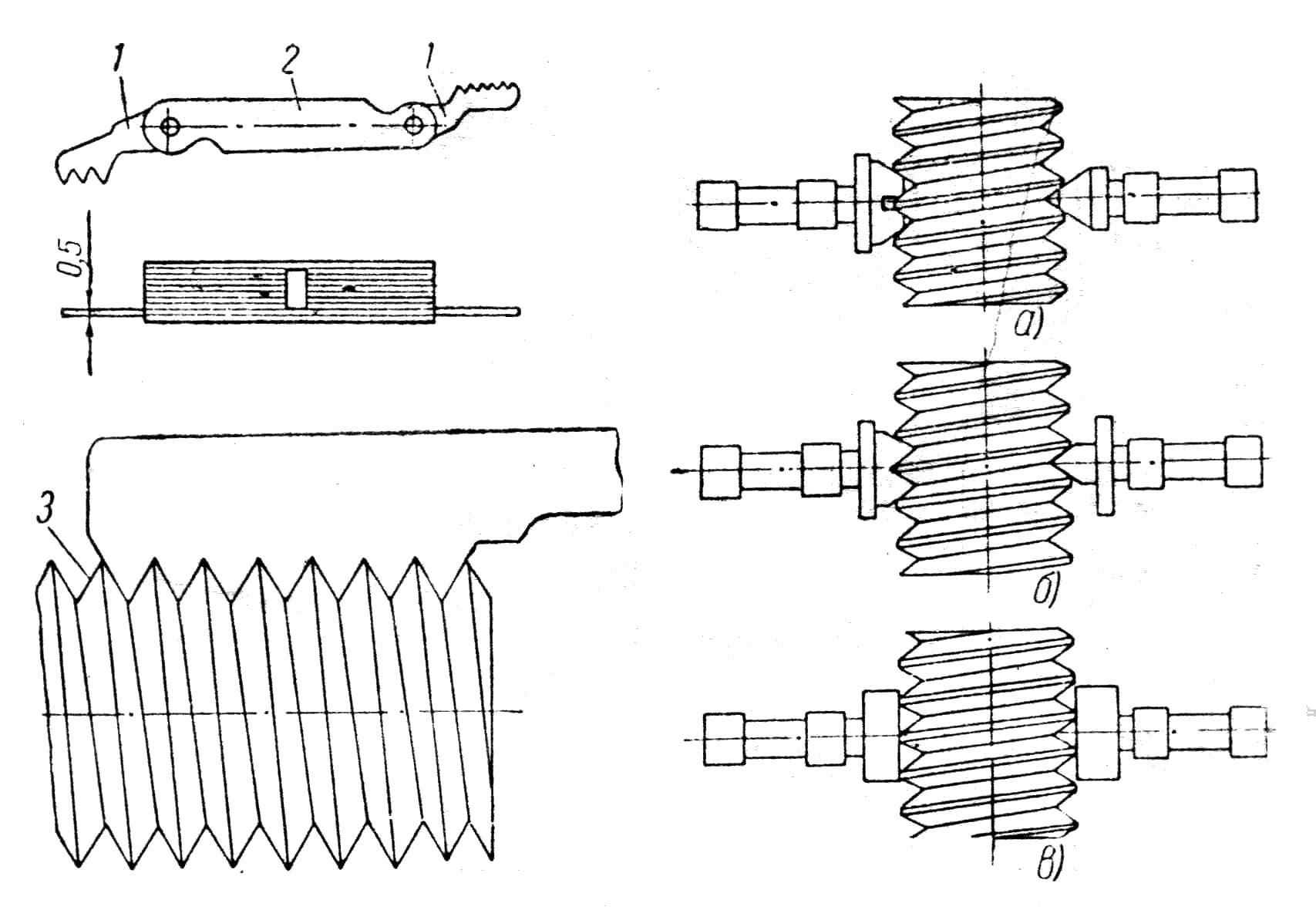
Контроль среднего диаметра резьбы методом трех проволочек (рис. 58).
d2 = M – 3d + 0,866P
где M – размер, замеренный микрометром по трем проволочкам;
d = 1,732P – диаметр калибра проволочки;
P – шаг резьбы.

Рис. 58. Схема контроля среднего диаметра
методом трех проволочек
6.5.2. Контроль шага резьбы
Контроль шага резьбы производится шаблонами (рис. 59).

а) б)
Рис. 59. Контроль шага резьбы шаблоном: 1 – шаблон;
2 – держатель; 3 – контролируемая резьба;
а) шаблон; б) контроль шага резьбы шаблоном
7. Зубчатые и червячные передачи и точностные требования к ним
По эксплуатационному назначению зубчатые передачи делятся на четыре группы: отсчетные, скоростные, силовые и общего назначения,[7].
К отсчетным относятся зубчатые передачи измерительных приборов,
делительных механизмов и основным требованием для них является высокая кинематическая точность.
Скоростными являются зубчатые передачи турбинных редукторов, двигателей турбовинтовых самолетов и их основной показатель работоспособности – плавность работы.
К силовым относятся: зубчатые передачи, передающие значительные крутящие моменты и работающие при малых числах оборотов, это передача прокатных станов, подъемно-транспортных механизмов. Колеса для таких передач изготавливают с большим модулем. Основное точностное требование к ним – обеспечение более полного использования активных боковых поверхностей зубьев, то есть получение наибольшего пятна контакта зубьев.
К передачам общего назначения не предъявляют повышенных требований по точности. Зубчатые передачи должны обладать большой долговечностью и надежностью в эксплуатации.
7.1. Передачи с цилиндрическими зубчатыми колесами
Согласно ГОСТ 1643-81 для цилиндрических зубчатых колес устанавливается двенадцать степеней точности 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12. Для степеней точности 1 и 2 отклонения не регламентируются (они предусмотрены для будущего развития).
В уловное обозначение зубчатых колес на чертежах должны входить степени точности по нормам кинематической точности, плавности, контакта зубьев, а также вид сопряжения и вид допуска на боковой зазор.
Для каждой степени точности зубчатых колес устанавливаются нормы: кинематической точности, плавности работы и полноты контакта зубьев. Независимо от степени точности устанавливают нормы бокового зазора, которые предусматривают шесть видов сопряжения зубчатых колес – А, В, С, D, Е, Н.
В курсовой работе по заданным или полученным расчетом модулю m, числу зубьев z и степени точности выполнить чертеж зубчатого колеса, имеющегося на выданном чертеже узла. Назначить контролируемые параметры по ГОСТ 1643-81 и средства контроля.
В данном примере рассматриваем зубчатое колесо (рис. 60) и задаем для него m = 3; z = 60; степень точности 8-7-7-В.
Здесь 8 – степень точности по нормам кинематической точности; 7 – степень точности по нормам плавности; 7 – степень точности по нормам контакта; В – вид сопряжения; b – вид допуска на боковой зазор; III – класс отклонения межосевого расстояния.
Назначают показатели точности по всем нормам и виду сопряжения. В ГОСТ 1643-81 даются показатели точности для колеса и показатели точности для передачи по табл. 61.
Таблица 61
Параметры контролируемого цилиндрического колеса
|
Модуль |
m |
3 |
|
Число зубьев |
z |
60 |
|
Нормальный исходный контур |
– |
ГОСТ 13755-68 |
|
Коэффициент смещения |
x |
0 |
|
Степень точности по ГОСТ 1643-81 |
– |
8-7-7- В |
|
Диаметр делительной окружности |
d |
180 |
|
Длина общей нормали |
W |
60,087 |
|
Толщина зуба по постоянной корке |
Sc |
4,161 |
|
Высота зуба до постоянной хорды |
hc |
2,243 |
|
Шаг зацепления |
fp |
9,425 |
|
Колебания межосевого расстояния |
|
0,09 |
|
Колебание измерительного межосевого расстояния на одном зубе |
|
0,024 |
|
Суммарное пятно контакта |
% |
по высоте не менее 45 по длине не менее 60 |
|
Гарантированный боковой зазор |
јn min |
0,16 |
|
Погрешность направления зуба |
F |
0,12 |

Стандартами установлено шесть классов отклонений межосевого расстояния, обозначаемых римскими цифрами от I до VI (VI соответствует самой низкой точности).
Сопряжением H и Е соответствует II класс отклонений межосевого расстояния, сопряжением D, C, B и A – III, IV, V и VI соответственно, I класс зарезервирован для очень точных колес.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межцентрового расстояния:
Вид сопряжения H Е D C B A
Вид допуска h h d c b a
Класс точности
межосевого расстояния I II III IV V VI
Для степеней точности 3–7 3–7 3–8 3–9 3–11 3–12
C увеличением в сопряжении гарантированного бокового зазора предусмотрен возрастающий по величине одноименно обозначаемый допуск (кроме сопряжения Е).

Рис. 60. Цилиндрическое зубчатое колесо