3. Механические способы отделки оттисков
Бескрасочное тиснение — это процесс получения изображений за счет деформации оттисков (бумаги) под воздействием давления и нагревания. Для отделки оттисков применяют только рельефное тиснение, в результате которого изменяют фактуру всей поверхности оттиска или делают рельефными отдельные участки изображения.
В первом случае процесс называют гренированием (придание поверхности зернистой структуры) и осуществляют обычно в каландрах. Оттиски пропускают между двумя цилиндрами, на одном из которых награвирован орнамент или рисунок, имитирующий какой-либо материал, например, кожу, ткань. В результате гренирования поверхность оттиска приобретает необходимую фактуру в соответствии с рисунком, награвированным на цилиндре. Такой отделке подвергаются репродукции картин, рекламные издания и др.
Во втором случае процесс называют рельефным, или конгревным, тиснением, которое применяется не только для листовой продукции, но и для оформления переплетных крышек.
Перфорирование оттисков — это пробивка отверстий, или просечка штрихов, по линии отрыва для лучшего отделения нужной части оттиска при использовании готовой продукции. Этот процесс применяется при производстве этикеток, упаковок, почтовых марок, настенных календарей и другой продукции. Перфорирование проводят как на специальных станках, так и на машинах с одновременным печатанием оттисков. Перфорирующее устройство станков и машин в зависимости от назначения печатной продукции и вида перфорации имеют свои особенности. Так, например, для пробивки круглых отверстий используются пустотелые пуансоны, укрепленные на планке, а для просечки — просекающее устройство в виде стальной линейки с заостренными режущими элементами.
Придание оттискам необходимой геометрической формы. Независимо от того, подвергалась ли поверхность оттисков отделке, листовую продукцию во многих случаях обрезают с четырех сторон и разрезают на части. Последнее выполняют в случае, когда на одном листе располагается несколько экземпляров открыток, этикеток, обложек и т. д. Обрезку и разрезку продукции проводят на бумагорезальных машинах, широко применяемых в брошюровочном производстве.
Если же готовая продукция должна иметь не прямоугольную форму, а какую-либо сложную конфигурацию (например, этикетки, упаковки и т. д.), то разрезка заменяется фигурной высечкой, т. е. вырубанием под давлением отдельных сюжетов. Для этого изготавливаются стальные ножи-штампы, режущая кромка которых соответствует конфигурации вырубаемого издания. Высечку производят на специальных станках полуавтоматического типа или на печатно-высекальных автоматах, или на автоматизированных печатно-отделочных линиях, применяемых для изготовления упаковок и другой продукции.
Общие сведения о брошюровочно-переплетном производстве
Брошюровочными процессами называют совокупность операций по превращению отпечатанных листов и других элементов в издания, заключенные в обложки, или изготовлению блоков для книг, выпускаемых в переплетных крышках. К этим процессам относятся:
— изготовление тетрадей (обработка отпечатанных листов — разрезка на части, фальцовка, приклейка дополнительных элементов);
— комплектовка из отдельных тетрадей книжно-журнальных блоков или всего издания из тетрадей и обложки;
— соединение блоков с обложками и их трехсторонняя обрезка. Переплетными процессами называют совокупность операций по обработке изготовленных книжных блоков (их обрезка, изменение формы корешка и приклеивание к нему необходимых элементов), изготовлению переплетных крышек и их отделку, а также соединение крышек с блоками, окончательную отделку книг. Граница между брошюровочными и переплетными процессами в некоторых случаях весьма условна. Таким образом, при выпуске изданий в обложках выполняются только брошюровочные процессы, а книг в переплетных крышках — брошюровочные и переплетные процессы.
Брошюровочно-переплетные процессы многооперационны и основаны на многообразных и сложных физико-химических и механических явлениях с использованием электроники и электронно-вычислительной техники. Для глубокого изучения таких процессов, как резание бумаги и других материалов, склеивание, прессование, тиснение на переплетных крышках, сушка полуфабрикатов и готовых изданий, необходимо знание физической и коллоидной химии, физики, прикладной механики, полиграфических материалов и оборудования и др. От применяемой технологии, оборудования и материалов брошюровочно-переплетных процессов во многом зависят внешний вид изданий, их эксплуатационные и другие показатели (прочность, долговечность и др.). Трудоемкость этих процессов в общем технологическом цикле изготовления тиража книги значительна. Поэтому механизация и автоматизация брошюровочно-переплетных процессов имеет важное значение.
В настоящее время для выполнения брошюровочно-переплетных процессов используют большую номенклатуру оборудования, различающегося по назначению, степени автоматизации, технологическим возможностям и производительности. Широкое применение получили не только однооперационные машины, но и многооперационные машины — агрегаты, а также автоматические поточные линии. Для обеспечения управления процессами, оптимизацией их режимов, повышения производительности, уменьшения отходов полуфабрикатов и готовой продукции и расширения технологических возможностей оборудование оснащается электронными системами с использованием ЭВМ.
Брошюровочно-переплетные материалы
Для выполнения брошюровочно-переплетных процессов—сшивания, склеивания, изготовления форзацев, обложек, переплетных крышек и их оформления используют разнообразные материалы, которые называют брошюровочно-переплетными. Эти материалы входят с состав готовых изданий и во многом определяют их оформление, эксплуатационные, экономические и другие показатели. К брошюровочно-переплетным материалам относят следующие:
-
картон для изготовления обложек, переплетных крышек и их сторонок, а также для футляров книг и упаковки книг;
-
форзацная и обложечная бумага;
-
покровные материалы, применяемые для изготовления переплетных крышек, и, реже, обложек;
-
материалы для скрепления изданий, блоков и упрочнения корешка последних — нитки, проволока, корешковый материал (марля), каптальная лента;
-
материалы для тиснения и печатания на переплетных крышках — фольга и краски;
-
клеящие вещества — клеи, используемые на различных операциях склеивания, в том числе и для скрепления блоков.
Материалы, определяющие внешний вид изданий (покровные материалы, картон, фольга и обложечная бумага), выбираются издательством при подготовке к полиграфическому воспроизведению. Требуемое количество материалов на тираж конкретного издания определяется по установленным нормативам (с учетом расходования на технические нужды) в зависимости от конструкции издания, его формата, объема (толщины блока в миллиметрах), а также тиража. Другие материалы выбираются полиграфическими предприятиями при проектировании технологии изготовления издания.
Переплетный картон отличается от бумаги прежде всего большей толщиной (0,5—3,0 мм) и массой (более 250 г/м). Для производства картона используют главным образом древесную массу и макулатуру, и только некоторые его виды изготавливают из древесной целлюлозы. В брошюровочно-переплетном производстве применяют несколько видов картона, различающихся техническими показателями (толщиной, характером поверхности, массой, волокнистым составом) и назначением.
Обложечная бумага (как и форзацная) характеризуется большой механической прочностью на излом и разрыв, стойкостью к скручиванию при одностороннем нанесении клеевых растворов, стойкостью к проникновению клея на оборотную сторону, минимальной усадкой при высыхании клея, светостойкостью (обложечные бумаги). Широкий ассортимент обложечной бумаги различается массой (80—200 г/м2), композицией, цветом (белые, окрашенные), характером поверхности (матовые, лощеные, гренированные). Эти бумаги используются для изготовления переплетных крышек и обложек.
Покровные материалы, применяемые для изготовления переплетных крышек, в отличие от обложечной бумаги обычно представляют собой какую-либо основу с нанесенными слоями, изменяющими ее декоративные, прочностные и другие показатели. От вида основы во многом зависят прочностные свойства и оформительские возможности материала, а также его стоимость. Материалы могут быть на бумажной (прочная целлюлозная бумага с нанесенным на одну сторону полимерным покрытием: поливинилхлоридным, полиамидным, латексным и др. - «Бумвинил», «Балакрон»; «Ледерин бумажный»), тканевой основе (переплетные ткани - хлопчатобумажные ткани с нанесенным на одну или обе стороны покрытием: коленкор, штапельная переплетная ткань и ледерин, отличающиеся друг от друга прежде всего покрытием, которое и определяет технологические и эксплуатационные свойства этих материалов) и на нетканой основе (нетканое клееное полотно с крахмально-клеевым или нитроцеллюлозным покрытием - для производства клееного полотна используют различные по химической природе волокна, не пригодные к прядению, или их отходы.). Все покровные материалы, называемые в производстве переплетными материалами, выпускаются в виде рулонов различной ширины.
Переплетные клеи представляют собой в большинстве случаев липкие растворы, расплавы или водные дисперсии полимеров. Клеи используются в брошюровочно-переплетном производстве на следующих операциях: присоединение дополнительных элементов (форзацев, вклеек и др.) к сложным тетрадям; дополнительное скрепление сшитых книжных блоков; бесшвейное клеевое скрепление книжно-журнальных блоков; приклейка к корешку книжного блока некоторых элементов — каптала и др.; изготовление (сборка) сложных переплетных крышек (за исключением пластмассовых); соединение обложек и переплетных крышек с блоками.
Процесс склеивания сопровождается сложными многообразными физико-химическими и другими явлениями. При этом клей переходит из жидкого состояния в твердое, образуя прочную клеевую пленку, соединяющую склеиваемые поверхности.
Прочность и долговечность книжных изданий во многом определяется качеством склеивания их отдельных элементов, которое зависит от многих факторов: состава клея, свойств склеиваемых материалов и характера их поверхности (шероховатые материалы склеиваются прочнее); вязкости клея и его температуры; толщины клеевой пленки (с уменьшением толщины прочность выше); давления при склеивании.
Поливинилацетатная дисперсия (ПВА-дисперсия), или поливинилацетатный клей, — это гетерогенная система, являющаяся продуктом полимеризации винилацетата в водной среде в присутствии эмульгаторов и инициаторов. Этот клей обладает сильным прилипанием к материалам, стабильностью свойств в течение длительного времени, сравнительно быстро высыхает и образует эластичную пленку, но низка его морозостойкость и высока стоимость.
Карбоксилметилцеллюлозный клей — водный раствор натриевой соли карбоксилметилцеллюлозы (N8 КМЦ) — заменитель крахмального клея, применяют при комнатной температуре. Он характеризуется хорошей клеящей силой, эластичностью клеевой пленки, стабильностью свойств при хранении и др., но скорость высыхания его ниже, чем у других клеев.
Термопластический клей (термоклей) — это синтетические плавкие полимерные композиции, изготовленные, например, на основе сополимера этилена с винилацетатом, и выпускаемые в виде гранул. Клей при комнатной температуре находится в твердом состоянии, а при нагревании (до 130—180°С), расплавляясь, становится текучим и липким. При охлаждении он почти мгновенно затвердевает, образуя достаточно эластичную и прочную клеевую пленку.
ПРОИЗВОДСТВО БРОШЮР И КНИЖНО-ЖУРНАЛЬНЫХ ИЗДАНИЙ В ОБЛОЖКАХ
Изготовление простых тетрадей. Производство изданий в обложках в зависимости от конкретных условий (формат и объем издания, величина тиража, техническая оснащенность предприятия и др.) может осуществляться на операционном оборудовании или на автоматизированных поточных линиях. При этом технологическая сущность и назначение брошюровочных операций как в первом, так и во втором случаях не изменяются.
Блоки брошюр, журналов и книг комплектуются обычно из отдельных тетрадей (реже из одной тетради), которые могут быть простыми и сложными. Простые тетради представляют собой отпечатанные с двух сторон бумажные листы, сфальцованные в два, три или четыре сгиба. Сложные тетради изготовляют из простых тетрадей, присоединяя к ним дополнительные детали; вклейки и другой отпечатанный отдельно материал, а также форзацы, необходимые для книг в переплетных крышках.
Издания, выпускаемые в обложках, чаще всего комплектуются из простых тетрадей. Эти тетради, в зависимости от типа печатного оборудования, получают непосредственно на рулонных печатных машинах, снабженных фальцаппаратом или в процессе обработки листов, отпечатанных на листовых машинах. В последнем случае изготовление тетрадей складывается из операций: разрезка отпечатанных листов на части (если это необходимо), их фальцовка и прессование полученных тетрадей.
Разрезка отпечатанных листов. Необходимость разрезки отпечатанных листов на требуемое число частей возникает тогда, когда из одного листа получают несколько тетрадей. Для разрезки отпечатанных и чистых бумажных листов, а также и их подрезки (придания требуемых размеров и прямоугольной формы) применяют одноножевые бумагорезальные машины. Они различаются прежде всего длиной реза (максимальная ширина разрезаемой стопы бумаги) и степенью механизации и автоматизации.
Фальцовка листов и прессование тетрадей. Фальцовка (от нем. — складывать, сгибать) — это операция получения заданного формата и конструкции тетради сгибанием листа в определенном порядке с образованием и фиксированием сгибов. Фальцуют не только отпечатанные основные листы изданий, но и дополнительные детали тетрадей, обложки, бланочную и другую продукцию. Применяются различные варианты фальцовки, которые характеризуются числом сгибов, взаимным расположением сгибов и положением их на листе. По числу сгибов фальцовка может быть: одно-, двух-, трех- и четырехсгибной. При этом соответственно получаются тетради объемом в 4, 8, 16 и 32 страницы.
В зависимости от взаимного расположения последующих сгибов в тетради существуют несколько вариантов фальцовки: перпендикулярная, когда каждый последующий сгиб перпендикулярен предыдущему; параллельная, когда один сгиб параллелен другому; комбинированная, т. е. с разным сочетанием параллельных и перпендикулярных сгибов.
Вариант фальцовки выбирают для каждого конкретного случая заранее, при проектировании формных и печатных процессов в зависимости от многих условий: назначения издания, его объема, формата, величины тиража, толщины тиражной бумаги. Для книжно-журнальных изданий, отпечатанных на листовых машинах, наибольшее применение получила перпендикулярная трех- и четырехсгибная фальцовка (чем толще бумага, тем меньше число сгибов). Этот вариант фальцовки самый удобный, практичный и экономичный.
В один сгиб фальцуют форзацы, обложки, вкладки, накидки, а в два — листы изданий, отпечатанные на плотной (толщиной свыше 120 мкм) бумаге. Параллельная фальцовка применяется сравнительно редко — для некоторых детских изданий, карт, схем и др. Комбинированную фальцовку используют для изданий альбомного типа и для книжных тетрадей, получаемых на рулонных печатных машинах.
Фальцовка листов осуществляется на автоматических фальцевальных машинах различных типов (ножевых, кассетных или комбинированных).
После фальцовки тетради, как правило, подвергаются прессованию, в результате чего происходит закрепление остаточных деформаций бумажных волокон в местах сгибов, т. е. их фиксация, а также удаляется воздушная прослойка между листами тетради. Прессование способствует нормальному выполнению последующих операций, повышает компактность и долговечность издания. Эта операция выполняется в фальцевальном автомате или вне его. В первом случае автомат комплектуется автоматизированным приемно-прессующим устройством, где пачки тетрадей формируются, прессуются и обвязываются. Во втором случае рабочий снимает тетради, формирует из них пачки и обжимает их с одновременным обвязыванием в паковально-обжимных прессах.
Комплектовка изданий и блоков. Комплектовка изданий вкладкой. Комплектовка блока — это его сборка из отдельных тетрадей, обеспечивающая порядковую нумерацию страниц всего издания. Существует два способа комплектовки: вкладкой и подборкой. Выбирают способ при проектировании конструкции издания и технологии изготовления печатных форм, последняя предусматривает для каждого из этих способов комплектовки разные спуски полос.
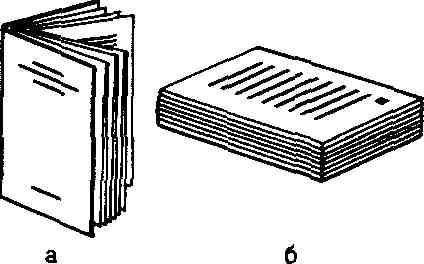
При комплектовке вкладкой (рис. а) тетради вкладывают одна в другую и в обложку, т. е. комплектуется, как правило, все издание. Этот способ комплектовки широко используется при изготовлении малообъемных, простых по конструкции, книжно-журнальных изданий с кратким сроком службы, содержащих в зависимости от массы бумаги не более 64—80 с. Он обеспечивает малооперационность и простоту изготовления изданий. При большом числе тетрадей чрезмерно утолщается корешковая часть издания, и оно приобретает некомпактный вид.
Комплектовка вкладкой изданий средних, больших и массовых тиражей производится на механизированном и автоматизированном оборудовании, выполняющем, кроме комплектовки, и другие операции.
Комплектовка блоков подборкой. Книжно-журнальные блоки для соединения их после скрепления с обложкой или переплетной крышкой комплектуют обычно подборкой — тетради накладывают последовательно друг на друга в стопку (рис. б). Этот способ позволяет комплектовать блоки любого объема, использовать различные способы их скрепления и по-разному обрабатывать корешки блоков.