

-
Технология изготовления магнитов из сплавов Sm-Co-Cu.
Э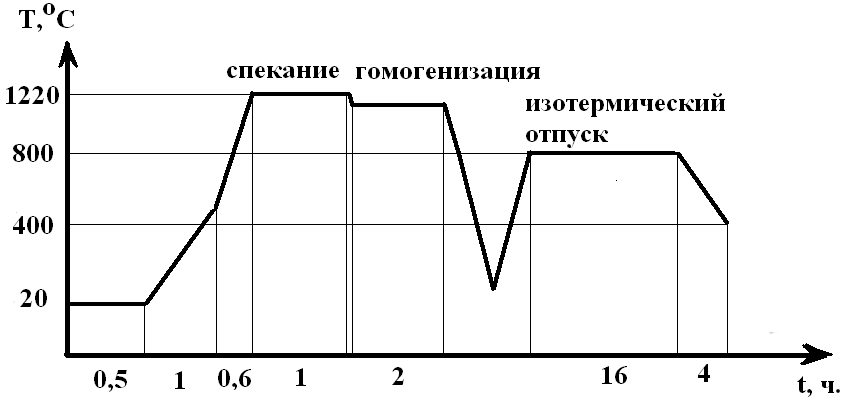 тапы
производства спеченных порошковых
магнитов системы (Sm,Zr)(Co,Cu,Fe)
тапы
производства спеченных порошковых
магнитов системы (Sm,Zr)(Co,Cu,Fe)
1) отливка, измельчение
2) спекание (текстурируют в м.п., ~1200˚C)
2)Гомогенизация >2 часов, охлаждение
3)Изотермический отпуск
4, 8, 12, 16 часов.
4)Отпуск с контролируемой
скоростью охлаждения
с 800 ºС до 400 ºС за 4 часа.
Структура спеченных порошковых магнитов системы (Sm,Zr)(Co,Cu,Fe) после изотермического отпуска.
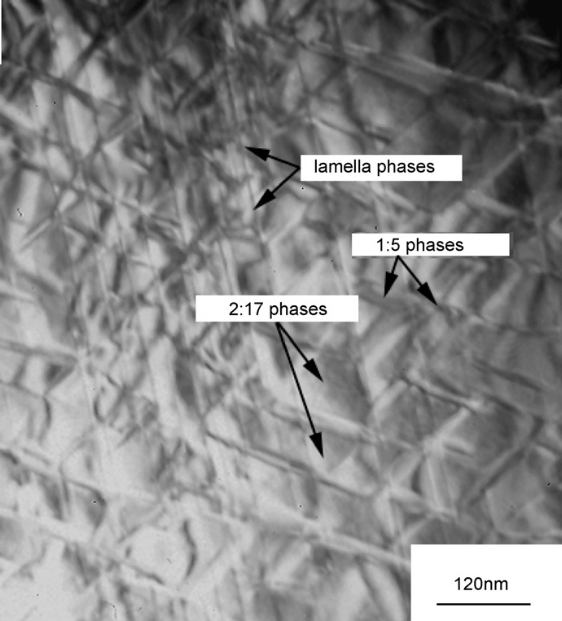
Происходит размежевание составов (как в ЮМДК), при этом обратимо меняется состав, но не изменяется структура.
Выделяется ламельная фаза – полосы, проходящие через весь образец (~20% Zr, сложный стех. состав – считается Sm-Co-Zr 3:25). Структура спеченного магнита: ячейки диаметром 60-100 нм.
Процесс закрепления доменных стенок – лимитирующий (пологие петли гистерезиса).
22 Технология спекания и кривая Вестендорфа
Спекание текстурованных заготовок приводит к увеличению относительной плотности до 0,98 и позволяет получать температурно-стабильные магнитные характеристики. Так как спекание протекает при Т=1100С, это приводит к частичному окислению РЗМ, изменению исходного состава текстурованной заготовки и снижению магнитных свойств. Для предотвращений окисления РЗМ и уменьшения их содержания спекание проводят в инертной атмосфере. К исходному порошку добавляют порошок с большей окисляемостью, который при температурах спекания к тому же переходит в жидкое состояние. Такой метод получил название «жидкофазное спекание». К исходному порошку из SmCo5 добавляют небольшое количество порошка из Sm3Co, который содержит избыток Sm. Суммарное содержание самария в смеси порошков не превышает 37,4%. В процессе спекания легкоплавкая добавка расплавляется, и основной порошок SmCo5 находится как бы в окружении тонких жидких прослоек, обогащенных самарием. Контакт с жидкой фазой ускоряет диффузионные процессы, протекающие при спекании, и способствуют повышению относительной плотности. В результате спекания получают магниты с высокой относительной плотностью и содержанием самария около 34,3%, что обусловливает наилучший уровень магнитных свойств.
Но можно готовить порошки одного состава, содержащие некоторый избыток (до 37,2%) самария. В процессе спекания избыток самария связывал присутствующий в атмосфере печи кислород, а окончательный магнит получался заданного оптимального химического состава. В случае отсутствия легкоплавких добавок спекание происходит без локального подплавления- «твердофазное спекание».
Кривая Вестендорфа: зависимость JHc от Т
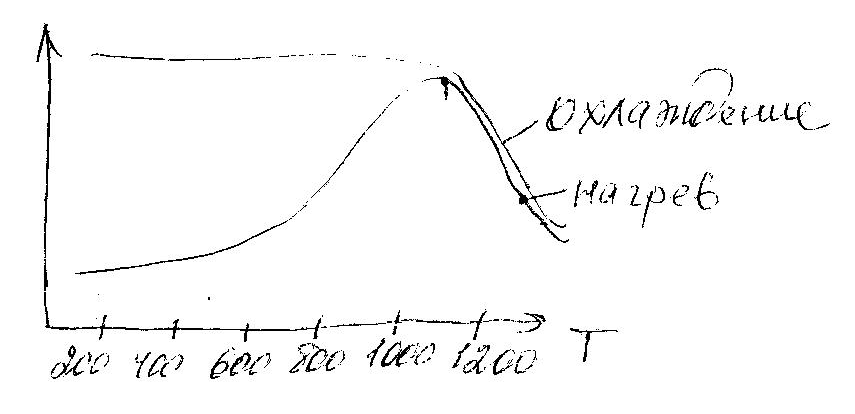
Снижение магнитных свойств наиболее интенсивно происходит в процессе отжига при температурах 700-800 °С. Именно поэтому после отжига при оптимальной температуре охлаждение спеченных магнитов должно быть ускоренным.
Лекции: Получение SmCo5: использовать прессование магнитов нельзя, поры были сквозные => интенсивное окисление. Плотность магнитов была маленькая. При прессовании в магнитном поле возникает текстура.
При прессовании Т=1100С ( меньшей чем Тпл =1300) за счет диффузии происходит старение зерна, тогда плотность увеличивается до 7,3 г/см3 и увеличится термостабильность.
Твердофазное спекание – когда спекание предполагало, что сплав берется в избытке Sm37 ( то есть 37, а не 34,6).
Жидкофазное спекание делают для уплотнения магнита ( Sm 30 и 42%) => берем два сплава, в одном низкая Тпл (содержит легкоплавкую добавку), из диаграммы равновесия выбираем второй сплав, который бы придал большую плотность.