

4.2 Силы резания при точении
P z
– касательная, действующая в направлении
траектории главного движения и поэтому
определяет мощность и крутящий момент,
необходимый для процесса резания.
z
– касательная, действующая в направлении
траектории главного движения и поэтому
определяет мощность и крутящий момент,
необходимый для процесса резания.
Px – сила подачи, действующая в направлении подачи.
PY – радиальная сила, направленная нормально к обработанной поверхности. Эта сила стремится прогнуть изделие и влияет на точность.
Сила
резания
![]()
![]()
При точении Pz является максимальной
Px = (0,2…0,4) Pz; PY = (0,3…0,5) Pz
Мощность, затрачиваемая на процесс резания, называется эффективной мощностью.
Nэ = N Pz + N PY + N Px N Pz = Pz V / 102 *60 кВт
Pz – в кГс; V – м / мин
Мощность, затрачиваемая на движение подачи N Px = Px S n / 1000* 60*102 кВт; S – мм/об; n – об/мин.
N Px << N Pz – т.к. скорость хода не намного меньше скорости резания.
N PY = PY ·0 = 0 мощность не затрачивается, так как нет скорости.
N э = Pz·V/102·60
Мощность станка N ст = N э / n , где n – к.п.д. станка
Для измерения сил резания применяются динамометры. По конструкции они разделяются: на одно, двух и трехкомпонентные. По принципу действия различаются на гидравлические, механические, электрические.
4.3 Схема электроиндуктивного датчика

При действии силы Pz изменяется воздушный зазор между якорем и сердечником, это приводит к изменению индуктивности обмотки, что и фиксируется электрическим прибором.
Тарирование динамометра заключается в нагружении его известными силами и записи соответствующих показаний прибора, по данным строится тарировочный график.

4.4 Графоаналитический метод обработки опытных данных (на примере сил резания)
З ависимость
степенная
ависимость
степенная
Pz → S при V, t = const
Pz1→ S1
Pz2→ S2
Pz3 → S3
Pz = Сp SYp определим CP u Yp
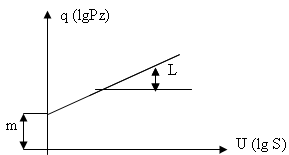
lg Pz = lg Cp + Yp lg S
q = m + Yp U
tg L = Yp m = lg Cp
Опытная формула Pz
Pz = Cp·tX p·SYp·Kp кГс
Cp – коэффициент, учитывающий физико – механические свойства обрабатываемого материала.
t – глубина резания, мм.
S – подача, мм/об
Xp, Yp – показатели степени
Kp – коэффициент, учитывающий все остальные условия обработки (геометрию инструмента, СОЖ, состояние материала).
При обработке углеродистых сталей
Cp = 300; Xp = 1; Yp = 0,75
4.5 Влияние различных факторов на силы резания
а)
скорость резания. изменяется
усадка стружки
изменяется
усадка стружки
б) физико- механические свойства обрабатываемого материала
Pz =Cp бв0,35
в) глубина резания и подача г) передний угол
X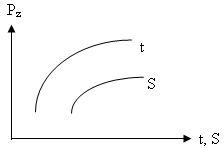
 p
=1 Yp
= 0,75
p
=1 Yp
= 0,75
д) угол в плане е) износ инструмента
ж
 )
СОВ и СОЖ.
)
СОВ и СОЖ.
При обработке углеродистых сталей уменьшает усилие резания на 15…20%, при обработке жаропрочных сталей возможно увеличение усилий на 10 %.
5. Скорость резания при точении
Связь между скоростью резания и стойкостью установлена экспериментально.
V1·Tm1 = V2·T2m = Vn Tnm = A = const
Данная зависимость между V и T называется законом скорости – стойкость.
Произведение скорости резания на соответствующую стойкость в степени «m» – есть величина постоянная. V1 = A / T1m
А – коэффициент пропорциональности, учитывающий влияние всех факторов.
m – показатель относительной скорости, и зависит от свойств инструментального материала и в частности от красностойкости (теплостойкости). Чем выше теплостойкость, тем выше показатель «m».
При обработке углеродистых сталей инструментом из Р18 m = 0,125.
Инструментом из ВК и ТК m = 0,2…0,25
V1 / V2 = (T2 / T1)m; V2 = V1 (T1 / T2)m; T2 = T1 (V1 / V2)1/m
V = A/ T 1/ 8; T = A/ V8 – при обработке стали резцом из Р18
При ↑ периода стойкости в 2 раза знаменатель выражения ↑ в 1,09 раза, а при ↑ V в 2 раза – в 256 раз. Таким образом, стойкость незначительно влияет на изменение скорости резания, а изменение скорости резания вызывает очень большое изменение стойкости. Данный закон справедлив для определенного диапазона.
Стойкость выбирается по справочнику:
Для проходных, подрезных и др. Т = 30…45 мин
Для фасонных Т = 120 мин
Все факторы, влияющие на изменение стойкости, так же влияют на скорость резания. Скорость резания назначается по опытным данным.
V = Cv / Tm·tXv·SYv·Kv м/мин
Где Cv – коэффициент, учитывающий физико - механические свойства обрабатываемого материала. Значение Cv, m, Xv, Yv приводятся в справочниках для стандартных условий
Kv – коэффициент, учитывающий изменения условия обработки.
При точении углеродистых сталей Xv = 0,15; Yv = 0,3
Kv = Kr·Kg·Kч·Kч1·Km·Kl·Ko·Kh·Kn
Где Kr – коэффициент, учитывающий радиус скругления при вершине;
Kg – коэффициент, учитывающий сечения державки
Kч; Kч1 – коэффициент, учитывающий главный и вспомогательный углы в плане
Km – коэффициент, учитывающий состояние обрабатываемого материала
Kl – коэффициент, учитывающий состояние поверхностного слоя
Ko – коэффициент, учитывающий влияние СОЖ
Kh – коэффициент, учитывающий допускаемую величину износа
Kn – коэффициент, учитывает вид обработки.
Эта формула справедлива для определенного вида обработки.