

Рис. 1. Схема
секционной печи:

1 ‑ Водоохлаждаемый двухручьевой ролик; 2 ‑ тамбур; 3 ‑ каркас; 4 ‑ горелки; 5 ‑ трубы; 6 ‑ воздухо- и газопроводы; 7 ‑ рекуператор; 8 ‑ сборный дымовой канал; 9 ‑ отверстие для термопары
2 Математическая модель нагрева металла в секционной печи
Методика расчета нагрева металла в секции основана на решении системы нелинейных уравнений, описывающих теплообмен в рабочем пространстве [1].
Согласно рекомендациям принимаем, что расположение нагреваемой трубы совпадает с продольной осью симметрии печи. В соответствии с применяемой схемой запишем:
а) уравнение, связывающее потери тепла через кладку в окружающую среду с количеством тепла, которое кладка получает излучением и конвекцией от газов за вычетом переизлучения тепла от кладки на металл
 (1.1)
(1.1)
б) уравнение, связывающее усвоенное тепло металлом с подведенным по условиям теплопередачи
 ;
(1.2)
;
(1.2)
в) уравнение, описывающее баланс тепла газа в секции
![]() . (1.3)
. (1.3)
Здесь
![]() ,
,
![]() ,
,
![]() ,
,
![]() ,
,
![]() –
соответственно температуры газов,
кладки, металла в конце и начале секции,
температура окружающей среды, К;
–
соответственно температуры газов,
кладки, металла в конце и начале секции,
температура окружающей среды, К;
![]() –
коэффициент теплопередачи, Вт/(м2К);
–
коэффициент теплопередачи, Вт/(м2К);
![]() =5,67·10-8
Вт/(м2К4) – коэффициент
излучения абсолютно черного тела;
=5,67·10-8
Вт/(м2К4) – коэффициент
излучения абсолютно черного тела;
![]() ,
,
![]() ,
,
![]() –
соответственно поверхности металла,
внутренней и наружной кладки секции,
м2;
–
соответственно поверхности металла,
внутренней и наружной кладки секции,
м2;
![]() ,
,
![]() – коэффициенты теплоотдачи конвекцией
соответственно от газов к кладке и к
металлу, Вт/(м2К);
– коэффициенты теплоотдачи конвекцией
соответственно от газов к кладке и к
металлу, Вт/(м2К);
![]() –
производительность печи, кг/с;
–
производительность печи, кг/с;
![]() ,
,
![]() –
удельные теплоемкости соответственно
металла и дыма, Дж/м3К;
–
удельные теплоемкости соответственно
металла и дыма, Дж/м3К;
![]() –
расход газа на секцию, м3/с,
–
расход газа на секцию, м3/с,
![]() –
объем дымовых газов, м3/м3;
–
объем дымовых газов, м3/м3;
![]() –
действительный расход воздуха, м3/м3;
–
действительный расход воздуха, м3/м3;
![]() –
теплосодержание воздуха, Дж/м3;
–
теплосодержание воздуха, Дж/м3;
![]() ,
,
![]() ,
,
![]() -
степени черноты системы соответственно
«газ-металл», «газ-кладка», «кладка-металл».
-
степени черноты системы соответственно
«газ-металл», «газ-кладка», «кладка-металл».
 ; (1.4)
; (1.4)
 ;
(1.5)
;
(1.5)
 .
(1.6)
.
(1.6)
Здесь
![]() ,
,
![]() ,
,
![]() –
степень черноты соответственно газа,
металла и кладки;
–
степень черноты соответственно газа,
металла и кладки;
![]() –
угловой коэффициент от кладки на металл.
–
угловой коэффициент от кладки на металл.
3 Применение метода динамического программирования для оптимизации температурного режима четырехзонной секционной печи по минимуму расхода топлива
Рассмотрим секционную печь, состоящую из N секций, объединенных в четыре зоны регулирования. Разбиваем печь на две равные части. В первых двух зонах поиск оптимального решения осуществляем прямым ходом, а двух последних – обратным.
Задание и исходные данные для выполнения расчета:
Используя метод динамического программирования выбрать оптимальный режим нагрева металла в секционной печи по минимуму расхода топлива.
Секционная печь состоит из 4 зон регулирования. Каждая зона регулирования включает 5 секций. Размеры секций: наружный радиус R= 0.8 м; внутренний радиус
r = 0,4 м; длина секции L = 2 м. Коэффициент теплопередачи через кладку печи 5 Вт/(м2К). Степени черноты: металла и кладки – 0,8; дымовых газво – 0,15. средние удельные теплоемкости: металла – 685 Дж/(кг К); дыма – 1550 Дж/(м3 К).
Начальная температура металла 20 °С. Материал нагреваемых труб – Ст.20.
Топливо – природный газ с теплотой сгорания 35,5 МДж/м3. Коэффициент расхода воздуха при сжигании топлива n = 1,1.
Производительность печи (G=12), т/ч; температура подогрева воздуха, 150°С; наружный диаметр трубы (D=0,25), м; толщина стенки трубы (0,008 ), м;
конечная температура нагрева металла (Тмк), 950°С; коэффициенты теплоотдачи, Вт/(м2К) от газа к кладке αгкл – 30 αгм, от газа к металлу 55 αгм.
Последовательность решения задачи оптимизации
3.1 Выбираем шаг изменения затрат топлива на зону, исходя из количества горелочных устройств, которыми оборудованы секции каждой зоны регулирования, пропускной способности горелок по топливу и пределов регулирования. Из практики известно, что минимум расхода топлива на одну зону составляет 25 м3/ч, а максимум 400 м3/ч. Поэтому выбираем шаг изменения затрат топлива на зону равным 25 м3/ч.
3.2 Выполняем расчет нагрева металла для первых двух зон печи прямым ходом при заданной температуре металла на входе в печь.
Весь интервал суммарного расхода топлива
на первую и вторую зоны печи (т.е.
![]() м3/ч, разбиваем на равные участки
с шагом 50 м3/ч, где каждому
значению данного суммарного расхода
отвечают различные сочетания расходов
топлива на первую и вторую зоны. Для
каждого из этих сочетаний расходов
топлива выполняем расчет нагрева металла
в двух первых (по ходу движения металла)
зонах печи и определяем соответствующие
им температуры металла на выходе из
зоны № 2 (
м3/ч, разбиваем на равные участки
с шагом 50 м3/ч, где каждому
значению данного суммарного расхода
отвечают различные сочетания расходов
топлива на первую и вторую зоны. Для
каждого из этих сочетаний расходов
топлива выполняем расчет нагрева металла
в двух первых (по ходу движения металла)
зонах печи и определяем соответствующие
им температуры металла на выходе из
зоны № 2 (![]() ).
Сводим результаты расчета в таблицу 1.
).
Сводим результаты расчета в таблицу 1.
Таблица 1 – Результаты расчета нагрева металла в зонах № 1 и № 2
|
Общий расход топлива на зоны 1 и 2, м3/ч |
Расход топлива на зону 1, м3/ч |
Расход топлива на зону 2, м3/ч |
Температура металла на выходе из зоны 2, °С |
|
50 |
25 |
25 |
151,3 |
|
|
|
|
|
|
100 |
25 |
75 |
258,5 |
|
|
50 |
50 |
260,4 |
|
|
75 |
25 |
250,8 |
|
|
|
|
|
|
150 |
50 |
100 |
356,8 |
|
|
75 |
75 |
357,1 |
|
|
100 |
50 |
349,4 |
|
|
|
|
|
|
200 |
50 |
150 |
439,4 |
|
|
75 |
125 |
445,5 |
|
|
100 |
100 |
445,1 |
|
|
|
|
|
|
250 |
75 |
175 |
522,4 |
|
|
100 |
150 |
526,8 |
|
|
125 |
125 |
526 |
|
|
|
|
|
|
300 |
100 |
200 |
598,7 |
|
|
125 |
175 |
601,9 |
|
|
150 |
150 |
600,8 |
|
|
|
|
|
|
350 |
125 |
225 |
660,2 |
|
|
150 |
200 |
671,6 |
|
|
175 |
175 |
670,3 |
|
|
|
|
|
|
400 |
150 |
250 |
734,3 |
|
|
175 |
225 |
736,6 |
|
|
200 |
200 |
735,1 |
|
|
|
|
|
|
450 |
175 |
275 |
796,1 |
|
|
200 |
250 |
797,1 |
|
|
225 |
225 |
795,7 |
|
|
|
|
|
|
500 |
200 |
300 |
853,4 |
|
|
225 |
275 |
854,2 |
|
|
250 |
250 |
852,5 |
|
|
|
|
|
|
550 |
225 |
325 |
907,2 |
|
|
250 |
300 |
907,6 |
|
|
275 |
275 |
905,9 |
|
|
|
|
|
|
600 |
250 |
350 |
957,6 |
|
|
275 |
325 |
957,8 |
|
|
300 |
300 |
956 |
Из всех рассмотренных комбинаций по
затратам топлива, приведенных в таблице
1, выбираем те, которые при заданном
суммарном расходе топлива обеспечивают
наибольшие значения температуры
![]() .
Эти наилучшие комбинации в табл. 1
выделены жирным шрифтом. По ним строим
график зависимости температуры металла
на выходе из второй зоны от суммарного
расхода топлива на зоны № 1 и № 2 (рис.
2).
.
Эти наилучшие комбинации в табл. 1
выделены жирным шрифтом. По ним строим
график зависимости температуры металла
на выходе из второй зоны от суммарного
расхода топлива на зоны № 1 и № 2 (рис.
2).
3.3 Выполняем расчет нагрева
металла для последних двух зон печи
(зоны № 3 и № 4) обратным ходом при
заданной температуре металла на выходе
из печи (![]() ).
).
Вычисления проводим во всем диапазоне
затрат топлива на зону
![]() м3/ч
при шаге 50 м3/ч. Каждому значению
данного суммарного расхода отвечают
различные сочетания расходов топлива
на третью и четвертую зоны печи. Для
каждого из этих сочетаний расходов
топлива выполняем расчет нагрева металла
в двух последних (по ходу движения
металла) зонах и определяем соответствующие
им температуры металла на входе в зону
№ 3 (
м3/ч
при шаге 50 м3/ч. Каждому значению
данного суммарного расхода отвечают
различные сочетания расходов топлива
на третью и четвертую зоны печи. Для
каждого из этих сочетаний расходов
топлива выполняем расчет нагрева металла
в двух последних (по ходу движения
металла) зонах и определяем соответствующие
им температуры металла на входе в зону
№ 3 (![]() ).
Сводим результаты расчета в таблицу 2.
).
Сводим результаты расчета в таблицу 2.
Из всех рассмотренных комбинаций по
затратам топлива, приведенных в таблице 2,
выбираем те, которые при заданном
суммарном расходе топлива обеспечивают
наименьшие значения температуры
![]() .
Эти наилучшие комбинации в табл. 2
выделены жирным шрифтом. По ним строим
график зависимости температуры металла
на входе в третью зону от суммарного
расхода топлива на зоны № 3 и № 4 (рис.
2).
.
Эти наилучшие комбинации в табл. 2
выделены жирным шрифтом. По ним строим
график зависимости температуры металла
на входе в третью зону от суммарного
расхода топлива на зоны № 3 и № 4 (рис.
2).
3.4 Стыковка решений задачи осуществляется исходя из условия неразрывности температур металла при переходе из второй зоны нагрева в третью путем построения графика зависимости общего расхода топлива на печь от суммарного расхода топлива на зоны № 1 и № 2 (см. табл. 3 и рис. 3).

Рисунок 2 – Зависимости температуры
металла на выходе из зоны № 2 (![]() )
от общего расхода топлива на зоны №
1 и № 2 (сплошная кривая) и
температуры
металла на входе в зону № 3 (
)
от общего расхода топлива на зоны №
1 и № 2 (сплошная кривая) и
температуры
металла на входе в зону № 3 (![]() )
от общего расхода топлива на зоны № 3 и
№ 4 (пунктирная кривая)
)
от общего расхода топлива на зоны № 3 и
№ 4 (пунктирная кривая)
Таблица 2 – Результаты расчета нагрева металла в зонах № 3 и № 4
|
Общий расход топлива на зоны 3 и 4, м3/ч |
Расход топлива на зону 3, м3/ч |
Расход топлива на зону 4, м3/ч |
Температура металла на входе в зону 3, °С |
|
50 |
25 |
25 |
1135,1 |
|
|
|
|
|
|
100 |
25 |
75 |
904,2 |
|
|
50 |
50 |
908,4 |
|
|
75 |
25 |
923,9 |
|
|
|
|
|
|
150 |
25 |
125 |
794,2 |
|
|
50 |
100 |
788,7 |
|
|
75 |
75 |
793,1 |
|
|
|
|
|
|
200 |
50 |
150 |
683,8 |
|
|
75 |
125 |
680,2 |
|
|
100 |
100 |
684,6 |
|
|
|
|
|
|
250 |
75 |
175 |
580,8 |
|
|
100 |
150 |
578,4 |
|
|
125 |
125 |
582,7 |
|
|
|
|
|
|
300 |
100 |
200 |
484,6 |
|
|
125 |
175 |
483 |
|
|
150 |
150 |
487,1 |
|
|
|
|
|
|
350 |
125 |
225 |
394,3 |
|
|
150 |
200 |
393,2 |
|
|
175 |
175 |
397 |
|
|
|
|
|
|
400 |
150 |
250 |
309,3 |
|
|
175 |
225 |
308,5 |
|
|
200 |
200 |
312 |
|
|
|
|
|
|
450 |
175 |
275 |
228,7 |
|
|
200 |
250 |
228,1 |
|
|
225 |
225 |
231,4 |
|
|
|
|
|
|
500 |
200 |
300 |
152,2 |
|
|
225 |
275 |
151,7 |
|
|
250 |
250 |
154,7 |
|
|
|
|
|
|
550 |
225 |
325 |
79,2 |
|
|
250 |
300 |
78,8 |
|
|
275 |
275 |
81,6 |
Таблица 3 – Оптимальные результаты расчета на каждом этапе
|
Общий расход топлива на зоны 1 и 2, м3/ч |
Общий расход топлива на зоны 3 и 4, м3/ч |
Общий расход топлива на печь, м3/ч |
|
|
50 |
500 |
550 |
165 |
|
100 |
425 |
525 |
245 |
|
150 |
375 |
525 |
340 |
|
200 |
320 |
520 |
437 |
|
250 |
280 |
530 |
523 |
|
300 |
220 |
520 |
600 |
|
350 |
230 |
580 |
670 |
|
400 |
180 |
580 |
723 |
|
450 |
145 |
595 |
790 |
|
500 |
110 |
610 |
845 |

Рисунок 3 – Зависимость расхода топлива на печь от расходов топлива на зоны №1 и №2
По данным таблиц 1 и 2 и результатам расчетов, представленных на рисунке 3, выбираем оптимальное распределение расходов топлива по зонам печи, обеспечивающие минимальный расход топлива на нагрев металла: B1= 58 м3/ч; B2 = 117 м3/ч; B3 = 160 м3/ч; B4 =213 м3/ч. Таким образом, B1+B2 = 175 м3/ч; B3+B4= 373 м3/ч, а общий расход топлива на нагрев металла 548 м3/ч.
Температурная и расходная диаграммы оптимального температурного режима печи, обеспечивающего минимальный расход топлива нагрева металла представлены на рис. 4.

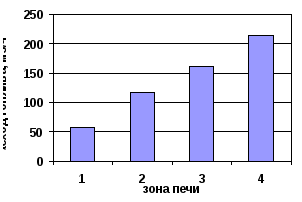
Рисунок 4 – Температурная и расходная диаграммы нагрева металла