

Классификация способов сварки
В настоящие время насчитывается несколько десятков способов сварки и их разновидностей. Все они классифицируются по методу объединения соединяемых поверхностей на два основных способа:
− сварка плавлением (без давления), − сварка давлением (без оплавления).
В зависимости от вида энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса:
-
термический класс − относятся виды сварки, осуществляемые плавлением свариваемых поверхностей с использованием тепловой энергии;
-
термомеханический класс − относятся виды сварки, осуществляемые с использованием тепловой энергии и давления;
-
механический класс − относятся виды сварки, осуществляемые с использованием механической энергии и давления.
Сварка плавлением по виду энергии для нагрева металла. По этому признаку все способы сварки можно объединить в четыре основные группы:
− электрические (дуговая, контактная, плазменная, , индукционная),
− химические (газовая, термитная),
− механические (холодная, трением, ультразвуковая, кузнечная),
− лучевые (электронная, лазерная, фотонная, световая).
п о
способу защиты свариваемого металла
и сварочной ванны от окружающей атмосферы:
сварка в вакууме, в защитном газе, под
флюсом.
о
способу защиты свариваемого металла
и сварочной ванны от окружающей атмосферы:
сварка в вакууме, в защитном газе, под
флюсом.
По непрерывности процесса: непрерывные способы, прерывистые способы.
По степени механизации сварка подразделяется на следующие виды: ручная сварка, механизированная сварка, автоматизированная сварка, автоматическая сварка.
В ывод:
Сварка является важным технологическим
процессом. Чтобы правильно выбирать
оптимальные режимы сварки, для получения
качественных швов необходимо изучать
процессы протекающие в зоне сварки.
ывод:
Сварка является важным технологическим
процессом. Чтобы правильно выбирать
оптимальные режимы сварки, для получения
качественных швов необходимо изучать
процессы протекающие в зоне сварки.
Второй учебный вопрос.
Виды сварочных соединений и швов
В
Рис.2. Типы сварных
соединений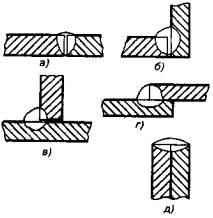
Стыковое соединение - сварное соединение (а) наиболее распространено, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1−С48.
Угловое соединение - сварное соединение двух элементов, расположенных под углом друг к другу (б). Условные обозначения угловых соединений: У1 − У10.
Тавровое соединение − это соединение, в котором к боковой поверхности одного элемента под углом приварен торцом другой элемент (в). Условные обозначения: Т1 − Т8.
Нахлесточное соединение - соединяемые элементы расположены параллельно и частично перекрывают друг друга (г). Условные обозначения: H1 − Н9.
Торцовое соединение − это соединение, в котором боковые поверхности элементов примыкают друг к другу (д). Условных обозначений в стандарте пока нет.
Сварным швом называют участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением.
Различают три вида швов:
-
стыковой шов − шов стыкового соединения;
-
угловой шов − шов углового, нахлесточного или таврового соединения;
-
точечный шов − шов, связь осуществляется сварными точками.
Классификация сварных швов идет по различным признакам.
I. Классификация по подготовке кромок перед сваркой:
а) для стыковых соединений: шов с отбортовкой, без разделки кромок, с V-образной односторонней разделкой кромок, с V-образной двухсторонней разделкой кромок, шов с X-образной разделкой кромок, шов с U-образной разделкой кромок.
б) для угловых и тавровых соединений.
в) для нахлесточных соединений: шов без разделки кромок, шов с односторонней нахлесткой, шов с двухсторонней нахлесткой.
II. по положению швов в пространстве в момент выполнения сварки:
− нижние швы (в нижнем положении) (рис. 3, а.), − вертикальные швы (рис. 3, б.),
− горизонтальные швы (рис. 3, в.), − потолочные швы (рис. 3, г.).
Наиболее удобно сваривать нижние швы, так как расплавленный металл не вытекает из кратера. Сложнее сваривать вертикальные и горизонтальные швы. Их выполняют очень короткой дугой и электродами диаметром не более 5 мм. Но наиболее трудно сваривать потолочные швы, у которых кратер расположен дном кверху. Потолочные швы сваривают самой короткой дугой и электродами диаметром не более 4 мм, что облегчает переход капли с электрода на изделие.
Рис.
3. Пространственные положения при сварке а
нижнее, б
вертикальное, в
горизонтальное, г
потолочное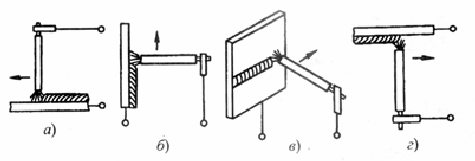
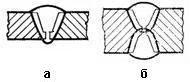
III. Классификация по условию выполнения швов:
− односторонние швы (рис. 4, а.), − двухсторонние швы (рис. 4, б.).
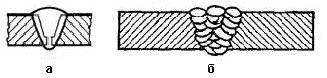
IV. Классификация по количеству слоев:
− однослойные
швы (рис.
5, а.), −
Рис.
4. Виды швов по условию Рис. 5. Виды
швов по количеству слоев
выполнения
V. Классификация по протяженности:
− непрерывные швы, сварные швы без промежутков по длине;
− прерывистые швы, сварные швы с промежутками по длине.
VI. Классификация по условию работы швов:
− рабочие шва, разрушение этих швов приводит к разрушению конструкции.
− прихватывающие, предназначены для скрепления деталей перед сваркой.