

Вывод: Виды сварных соединений и швов учитываются при выборе вида сварки. Третий учебный вопрос. Строение металла в зоне сварки
Химический состав металла шва определяется химическим составом свариваемого металла, присадочного материала (если он присутствует) и физико-химическими процессами, протекающими в сварочной ванне.
В условиях высокой температуры происходит диссоциация молекул газов − кислорода O2, азота N2, водорода H2, углекислого газа CO2, которые становятся активными, и реагируют с металлом. Так, при сварке сталей кислород, взаимодействуя с железом, образует оксиды FeO, Fe3O4, Fe2O3. Наиболее опасным для качества шва является оксид FeO, способный растворяться в жидком металле. После остывания шва FeO остаётся в нём в виде выделений по границам зёрен, что сильно снижает пластичность шва. Чем больше кислорода в шве находится в виде FeO, тем хуже его механический свойства. Кроме железа окисляются и другие легирующие элементы стали. Поэтому одним из условий получения качественного металла шва является предупреждение его окисления путём создания различных защитных сред. Однако применяемые меры не всегда защищают от окисления расплавленного металла. В этом случае металл шва требуется раскислить. Раскисление - процесс восстановления железа из оксида FeO и перевод кислорода в шлак. В качестве раскислителей применяют кремний Si, марганец Mn, титан Ti, алюминий Al. Раскислители вводят в сварочную ванну, в покрытия электродов, в флюсы.
Азот воздуха, находясь в атомарном состоянии, растворяется в жидком металле. В процессе охлаждения азот взаимодействует с железом, образуя нитриды − Fe2N, Fe4N. Содержание азота в металле шва вредно влияет не его механические свойства, особенно пластичность. Кроме того, способствует образованию газовых пор.
Водород в зону сварки попадает из влаги электрода или флюса, ржавчины, из воздуха. Атомарный водород хорошо растворяется в жидком металле. При кристаллизации сварочной ванны растворимость водорода резко уменьшается. Выделившийся водород не успевает полностью удалиться из металла шва. Это приводит к образованию газовых пор. Кроме того, атомы водорода приводят к повышению в металле внутренних напряжений и образованию микротрещин.
С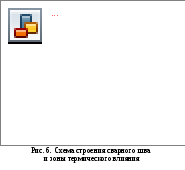 труктура
металла шва.
При сварке плавлением под действием
тепла на свариваемом металле образуется
ванна жидкого металла
сварочная ванна, сплав основного и
присадочного металлов. По мере передвижения
источника тепла, а также вследствие
отвода тепла и теплообмена с окружающей
средой температура сварочной ванны
понижается, и в ней начинается процесс
кристаллизации. Центрами кристаллизации
являются нерасплавившиеся кристаллы
основного металла на границе сварочной
ванны. Кристаллы растут от стенок
основного металла к центру шва.
труктура
металла шва.
При сварке плавлением под действием
тепла на свариваемом металле образуется
ванна жидкого металла
сварочная ванна, сплав основного и
присадочного металлов. По мере передвижения
источника тепла, а также вследствие
отвода тепла и теплообмена с окружающей
средой температура сварочной ванны
понижается, и в ней начинается процесс
кристаллизации. Центрами кристаллизации
являются нерасплавившиеся кристаллы
основного металла на границе сварочной
ванны. Кристаллы растут от стенок
основного металла к центру шва.
При сварке стали первичная структура в сварном шве имеет форму столбчатых кристаллов (рис.6). При повторном нагреве шва до температур примерно 900…950 С и быстром охлаждении столбчатая структура превращается в мелкозернистую. Поэтому при многослойной электродуговой сварке структура первых и последующих слоев мелкозернистая и равноосная, а последнего слоя столбчатая, с пониженными механическими свойствами.
Структура зоны термического влияния. Часть основного металла, которая прилегает к металлу сварного шва, называется зоной термического влияния. При сварке она нагревается до высоких температур и, потом охлаждается. Отдельные участки нагреваются до разных температур и поэтому имеют различную структуру.
В зоне термического влияния различают следующие структурные участки:
1 узкая полоска зоны сплавления основного металла, нагретая до температуры плавления, с расплавленным присадочным металлом. Этот участок имеет крупнокристаллическое строение и значительные линейные размеры;
2 зона перегрева. Температура нагрева металла составляет 1100…1500 С. Зона характеризуется крупнокристаллической структурой с пониженными механическими свойствами;
3 зона нормализации. Металл в ней нагревается примерно до 900…1100 С и имеет мелкокристаллическое строение и повышенные механические свойства;
4 зона неполной перекристаллизации. Для стали это соответствует нагреву до температур 727…911 С. В этом интервале происходит только частичная перекристаллизация основного металла, наряду с более крупными зернами, не прошедшими перекристаллизацию, образуются новые, более мелкие зерна, прошедшие ее. Механические свойства металла, имеющего такую структуру, несколько понижены;
5 (450…727 С) зона рекристаллизации. В этом интервале температур укрупняются раздробленные зерна, образовавшиеся под действием предварительной пластической деформации;
6 зона синеломкости. Здесь металл нагревается до температуры 200…450 С и по своей структуре не отличается от основного металла, но по сравнению с ним имеет более низкие пластические свойства.
Строение зоны термического влияния зависит от способов и режимов сварки и от вида свариваемого материала. При дуговой сварке малоуглеродистых сталей зона не превышает 6…10 мм, при газовой сварке ее линейные размеры увеличиваются до 25…28 мм. Если сваривают малоуглеродистые стали, то структурные изменения в зоне термического влияния почти не оказывают действия на механические свойства сварных соединений. При сварке сталей, имеющих повышенное содержание углерода или легирующих примесей, в зоне влияния образуются закалочные структуры, а иногда и закалочные трещины. Поэтому, чтобы иметь оптимальные свойства зоны термического влияния таких сталей, строго соблюдают заданный режим сварки, а иногда применяют предварительный подогрев или последующую термическую обработку. Благодаря этому пластические свойства сварных соединений значительно улучшаются.
Общая ширина зоны термического влияния зависит от вида, способа, режима сварки и от свойств свариваемого материала.
В ывод:
В данных вопросах рассмотрены основы
технологических процессов сварки,
которые применяют в промышленности, а
выбор вида и режимов сварки ведут с
учетом марки металла и размеров детали.
ывод:
В данных вопросах рассмотрены основы
технологических процессов сварки,
которые применяют в промышленности, а
выбор вида и режимов сварки ведут с
учетом марки металла и размеров детали.
ЛЕКЦИЯ № 7
Электродуговая сварка, ее виды, источники питания, электроды
Классификация способов дуговой сварки. В зависимости от способа включения в сварочную цепь основного и присадочного металла и характера воздействия на них сварочной дуги различают виды дуговой сварки: неплавящимся угольным электродом (способ Бенардоса), плавящимся металлическим электродом (способ Славянова) и плавящимися металлическими электродами с трехфазной дугой.
П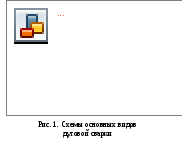 о
способу Бенардоса
(рис.1, а)
дуга 2
постоянного
тока при прямой
полярности
(минус на электроде, плюс
на изделии) горит между угольным
(графитовым) электродом 1
и изделием 3.
Присадочный металл 4
в сварочную цепь не включен и дуга
оказывает прямое действие на основной
металл, а косвенное
на присадочный. При обратной полярности
дуга становится неустойчивой и происходит
науглероживание металла.
о
способу Бенардоса
(рис.1, а)
дуга 2
постоянного
тока при прямой
полярности
(минус на электроде, плюс
на изделии) горит между угольным
(графитовым) электродом 1
и изделием 3.
Присадочный металл 4
в сварочную цепь не включен и дуга
оказывает прямое действие на основной
металл, а косвенное
на присадочный. При обратной полярности
дуга становится неустойчивой и происходит
науглероживание металла.
По способу Славянова (рис.1, б) дуга 2 постоянного (прямой или обратной полярности) или переменного тока горит между плавящимся металлическим электродом 1 и свариваемым изделием 3, которые включены в сварочную цепь, и на которые она оказывает прямое действие. Расплавляясь дугой, электрод одновременно является и присадочным металлом, пополняя сварочную ванну.
При сварке трехфазной дугой (рис.1, в) к разным фазам трехфазного тока в сварочную цепь включены два изолированных один от другого электрода 1 и свариваемое изделие 3. Дуга 5 возбуждается между каждым неплавящимся электродом и изделием и между электродами, следовательно, одновременно возникают три дуги. При этом на каждый из электродов и на основной металл две дуги оказывают прямое действие, а одна дуга косвенное. Сварка трехфазной дугой по производительности в 2…3 раза превышает сварку по способу Славянова. Этот метод преимущественно используют при автоматической сварке металла большой толщины.
Физическая сущность дуги. Сварочная дуга представляет собой мощный электрический разряд в газах, с выделением значительного количества тепла и света. С физической точки зрения это сложный ионный и электронный процесс переноса электрических зарядов через ионизированный воздушный промежуток. Ионизация газового промежутка обусловлена электронной эмиссией с горячего катода.
Для разогрева катода между ним и анодом, подключенными к источнику сварочного тока, производят кратковременное короткое замыкание электрода на заготовку. После отрыва электрода от изделия с разогретого катода, под воздействием электрического поля начинается электронная эмиссия. Электроны, вылетевшие с поверхности катода, направляются к аноду и, сталкиваясь с молекулами и атомами воздуха, ионизируют их. Образуемые в воздушном промежутке отрицательные ионы и электроны перемещаются к аноду, а положительные ионы к катоду. На поверхности катода и анода осуществляется преобразование электрической энергии в тепловую.
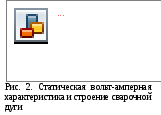
Электрические свойства дуги. К основным параметрам дуги, относятся напряжение, ток и длина дуги. Зависимость между напряжением и током выражается вольт-амперной характеристикой (рис.2, а). Она может быть падающей I, жесткой II и возрастающей III. Самое широкое применение имеет дуга с жесткой характеристикой, при которой напряжение на дуге не зависит от силы сварочного тока. Дугу с возрастающей характеристикой применяют при автоматической сварке под флюсом и при сварке в защитных газах плавящимся электродом. Дуга с падающей характеристикой малоустойчива и применяется редко. Зависимость между напряжением и длиной дуги с жесткой характеристикой выражается следующей эмпирической формулой:
![]()
 ,
,
где Uд напряжение на дуге, В; lд длина дуги, мм; a и b коэффициенты, зависящие от материала электрода, состава газовой среды и т.п.
При сварке стальными электродами в атмосфере воздуха а = 10 В, а b = 2 В/мм.
Строение
дуги и ее тепловые свойства.
Сварочная дуга (рис.2, б)
состоит из трех частей:
катодной, анодной и столба дуги. В столбе
дуги 1,
макс. температура 6000…7000 С,
происходят процессы ионизации и
перемещения заряженных частиц к катоду
и аноду. Столб дуги окружен раскаленной
смесью 2
паров электродного и свариваемого
металлов. Тепловая
мощность дуги определяется по формуле
![]() ,
где К
коэффициент несинусоидальности
напряжения и тока; Uд
напряжение дуги, В;
Iсв
сварочный ток, А.
,
где К
коэффициент несинусоидальности
напряжения и тока; Uд
напряжение дуги, В;
Iсв
сварочный ток, А.
Для постоянного тока К = 1, а при переменном токе изменяется от 0,7 до 0,97.
Не все тепло дуги расходуется на плавление присадочного и основного металлов: примерно 50 % идет на нагрев изделия; около 30 на нагрев электрода и почти 20 % составляют потери тепла в окружающее пространство. При сварке дугой постоянного тока большее количество тепла, 42…43 %, выделяется на аноде, около 36…38 на катоде и приблизительно 20…21 % в столбе дуги. Поэтому температура анода несколько выше температуры катода.