

Источники тока для дуговой сварки
Общие сведения. Для дуговой сварки применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы и сварочные выпрямители селеновые, германиевые и кремниевые. Генераторы постоянного тока бывают стационарными и передвижными с приводом от электродвигателя или ДВС.
При сварке переменным током используют сварочные трансформаторы, которые применяются значительно чаще, чем источники постоянного тока. Сварочные трансформаторы более просты в изготовлении и эксплуатации, имеют небольшую массу и меньшую стоимость, а также обладают более высоким КПД. Они отличаются от обычных трансформаторов тем, что необходимо ограничение тока короткого замыкания при сварке.
Основные требования к источникам сварочного тока. Источники тока должны обеспечить легкое зажигание и устойчивое горение дуги, ограничивать ток короткого замыкания и быть безопасными в работе.
* Величина напряжения для зажигания дуги (напряжение холостого хода) должна быть - 30…35 В для источников постоянного тока и - 50…55 В для источников переменного тока. По безопасности оно не должно превышать 80 В.
* Для устойчивого горения открытой дуги достаточно напряжения 18…30 В.
* Во время коротких замыканий электрода
с изделием в момент зажигания дуги,
сопротивление сварочной цепи падает
почти до нуля, а сварочный ток сильно
возрастает. Для ограничения тока
короткого замыкания необходимо, чтобы
с увеличением тока нагрузки напряжение
на зажимах источника тока снижалось.
Иначе говоря, нужно, чтобы источники
тока имели так называемую падающую
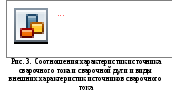
внешнюю характеристику 1
(рис. 3). Внешней
характеристикой
называется зависимость между напряжением
на зажимах источника тока и током
нагрузки, выраженная графически. Падающая
внешняя характеристика обеспечивает
устойчивый режим горения дуги. Он
определяется точкой С
пересечения падающей внешней характеристики
1
источника тока и жесткой характеристики
2
дуги. При случайном увеличении тока
больше значения Iсв
напряжение источника тока уменьшится
(кривая 1),
что приведет к уменьшению тока Iсв.
С уменьшением тока меньше значения Iсв
наоборот.
Следовательно, для дуги с жесткой
характеристикой
необходимо, чтобы источники тока имели
падающую (крутую 3
или пологую 4)
внешнюю характеристику.
Во время коротких замыканий электрода
с изделием в момент зажигания дуги,
сопротивление сварочной цепи падает
почти до нуля, а сварочный ток сильно
возрастает. Для ограничения тока
короткого замыкания необходимо, чтобы
с увеличением тока нагрузки напряжение
на зажимах источника тока снижалось.
Иначе говоря, нужно, чтобы источники
тока имели так называемую падающую
внешнюю характеристику 1
(рис. 3). Внешней
характеристикой
называется зависимость между напряжением
на зажимах источника тока и током
нагрузки, выраженная графически. Падающая
внешняя характеристика обеспечивает
устойчивый режим горения дуги. Он
определяется точкой С
пересечения падающей внешней характеристики
1
источника тока и жесткой характеристики
2
дуги. При случайном увеличении тока
больше значения Iсв
напряжение источника тока уменьшится
(кривая 1),
что приведет к уменьшению тока Iсв.
С уменьшением тока меньше значения Iсв
наоборот.
Следовательно, для дуги с жесткой
характеристикой
необходимо, чтобы источники тока имели
падающую (крутую 3
или пологую 4)
внешнюю характеристику.
Ручная дуговая сварка
Электроды для ручной дуговой сварки. Ручную дуговую сварку выполняют электродами. При сварке по методу Бенардоса применяют угольные электроды диаметром 6…30 мм, длиной 200…300мм. Для сварки по методу Славянова используют металлические электроды, имеющие диаметр 1,6…12 мм и длину 150…450 мм.
Для сварки сталей применяют электроды из стальной проволоки по ГОСТ 224670 (77 марок). Они имеют ограниченное содержание углерода, серы и фосфора.
Д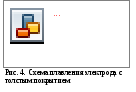 ля
повышения устойчивости горения дуги
на электродные стержни наносят
стабилизирующие
покрытия. Они включают щелочные металлы
(калий, натрий), которые ионизируют
дуговое пространство.
ля
повышения устойчивости горения дуги
на электродные стержни наносят
стабилизирующие
покрытия. Они включают щелочные металлы
(калий, натрий), которые ионизируют
дуговое пространство.
Для защиты расплавленного металла от взаимодействия с воздухом на электродные стержни 5 наносят толстые (качественные) покрытия 4 (рис.4). Их составляющими, кроме стабилизирующих и клеящих (жидкое стекло), являются шлако- и газообразующие вещества и раскислители, а также различные легирующие элементы.
Шлакообразующими веществами являются оксиды (TiO2, SiO2, MnO), карбонаты (CaCO3, MgCO3). При плавлении покрытия они образуют шлаки, которые покрывают капли 3 электродного металла и 1 шва и этим защищают расплавленный металл от азота и кислорода воздуха. После остывания шлаковая корка 2 легко удаляется.
В качестве газообразующих веществ используют органические соединения, целлюлозу, древесную муку. При их сгорании вокруг дуги образуются газы оксидов углерода, которые предохраняют металл от взаимодействия с воздухом.
Для раскисления применяют элементы (марганец, титан, кремний, алюминий), которые, находясь в сварочной ванне, отбирают кислород от оксидов железа, образуя оксиды соответствующих элементов, которые затем всплывают в шлак.
Легирующими элементами являются хром, молибден, ванадий и др. В покрытия их вводят для сварки легированных сталей, получения износостойких наплавок и пр.
Для изготовления покрытий кусковые материалы шихты дробят, размалывают, просеивают и смешивают с жидким стеклом. Полученную массу наносят на электродные стержни, просушивают и прокаливают.
Выбор режима сварки. Основными параметрами режима ручной дуговой сварки являются диаметр электрода и сила сварочного тока.
Диаметр
электрода выбирают в зависимости от
толщины свариваемого металла и положения
швов в пространстве. Чем больше толщина
металла, тем больше диаметр электрода.
Сила сварочного тока зависит от диаметра
электрода. Для диаметров 3…6 мм ее
определяют по формуле
![]()
где I сила сварочного тока, А; d диаметр электрода, мм; k коэффициент, А/мм, равный 40…60 для электродов из низкоуглеродистой стали и 35…40 для электродов из высоколегированной стали.