

Габариты печатных плат
|
1. Особомалогабаритные (до 180Х90) |
3. Среднегабаритные (до200Х240) |
|
2. Малогабаритные (до 120Х180) |
4. Крупногабаритные (до 240Х300) |
Размеры одной из сторон ПП выбирают исходя из величины шага (5 мм для размеров от 25 до 75 мм; 10 мм для размеров от 80 до 110 мм; 20 мм для размеров от 120 до 240 мм). Другая сторона определяется в масштабе 1:1; 1:3; 2:3 или 2:5 по отношению к известной стороне.
***********************************************************
Этапы конструирования печатных плат
-
Изучение технического задания осуществляется с целью определения по условиям эксплуатации группы жесткости (ОСТ 4.077.00 – «Группы жёсткости»). На основе групп жесткости выбираются материалы и толщина печатных плат.
-
Выбор типа и технологии ПП. Конструкция ПП выбирается исходя из ограничений на размеры, а также из экономических факторов. Выбор технологии изготовления определяется конструкцией ПП.
-
Выбор шага координатной сетки и обоснование выбора материала. Шаг координатной сетки определяется минимальным расстоянием между выводами ЭРЭ. Он должен быть кратен следующим числам: 0,625; 1,25; 2,5. Чем выше плотность монтажа, тем меньше шаг координатной сетки.
-
Топологическое конструирование платы. На этом этапе стремятся достичь минимальных размеров рисунка на плате, обеспечивающих размещение ЭРЭ в соответствии с заданной принципиальной схемой, набором ИЭТ и вспомогательной техникой. Решение этого вопроса разбивается на два этапа:
-
Размещение;
-
Трассировка.
Критерии оптимального размещения:
-
Минимум суммарной длины связей;
-
Минимум максимальной длины сигнальных цепей;
-
Максимально близкое расположение элементов с наибольшим числом взаимных связей.
Основные правила размещения:
-
Шаг установки ИМС выбирается исходя из требований к тепловому режиму и числу задействованных выводов;
-
Пространственная ориентация элементов должна учитывать направления охлаждающих потоков воздуха;
-
В узле разъемной конструкции в первом столбце размещаются элементы, максимально связанные с соединителем.
Критерии оптимальной трассировки:
-
Уменьшение задержки сигнала;
-
Минимум длины параллельно идущих проводников;
-
Равномерность распределения проводников по проводящим слоям.
Основные правила трассировки:
-
Прямая разводка, когда элементы соединяются по кратчайшему пути. При этом происходит удлинение трасс за счет того, что предыдущая трасса мешает проведению последующей.
-
Координатная разводка. Обход препятствия осуществляется путём перевода трассы на другую сторону с помощью переходного отверстия.
-
Расчет геометрических параметров проводящего рисунка:
-
Расчет ширины проводников;
-
Выбор диаметра контактных площадок;
-
Выбор диаметра переходных отверстий;
-
Расчет по постоянному и переменному току.
-
Оформление конструкторской документации (КД).
Печатные узлы с поверхностным монтажом компонентов.
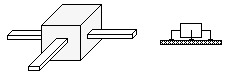
Рис.1: Бескорпусной транзистор с гибкими выводами (КТ301-1, КТ311-1, КТ318-1, КТ322-1);
Рис.2: Бескорпусной транзистор с балочными выводами (ХХХХХ-2);
Рис.3: Бескорпусной транзистор с шариковыми выводами (КТ348-3);
Б![]()

![]()
![]()
![]()
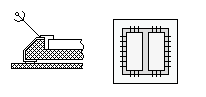
![]() ескорпусные
микросхемы, как и транзисторы, могут
быть с гибкими, балочными и шариковыми
выводами. Часто интегральные микросхемы
(ИМС) выполняют на кристаллодержателе:
керамической конструкции, внутри которой
устанавливается либо один, либо несколько
кристаллов с выводами, распаянными на
контактные площадки. Последние вжигаются
в керамику кристаллодержателя (смотри
рис.4). Кристаллодержатель устанавливается
своими контактными площадками (КП) на
КП диэлектрического основания.
ескорпусные
микросхемы, как и транзисторы, могут
быть с гибкими, балочными и шариковыми
выводами. Часто интегральные микросхемы
(ИМС) выполняют на кристаллодержателе:
керамической конструкции, внутри которой
устанавливается либо один, либо несколько
кристаллов с выводами, распаянными на
контактные площадки. Последние вжигаются
в керамику кристаллодержателя (смотри
рис.4). Кристаллодержатель устанавливается
своими контактными площадками (КП) на
КП диэлектрического основания.
Варианты установки элементов поверхностного монтажа:
-
На клей (на печатную плату через трафарет)
-
На плату наносится припойная паста через трафарет, либо дозатором. (для элементов небольших габаритов)
Групповые методы:
-
пайка волной и двойной волной припоя
-
пайка селективной волной
-
конвекционная (инфракрасная) пайка – пайка в печи.
Пайка волной и двойной волной припоя.
Пайка волной припоя появилась 30 лет назад и в настоящее время достаточно хорошо освоена. Она применяется только для пайки компонентов в отверстиях плат (традиционная технология), хотя некоторые изготовители утверждают, что с ее помощью можно производить пайку поверхностно монтируемых компонентов с несложной конструкцией корпусов, устанавливаемых на одной из сторон коммутационной платы.
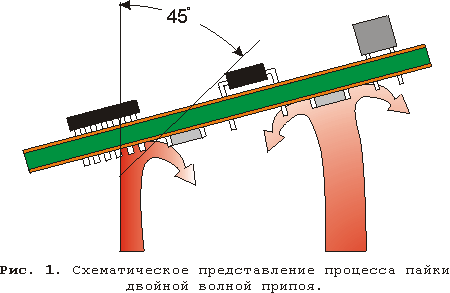
Процесс пайки прост. Платы, установленные на транспортере, подвергаются предварительному нагреву, исключающему тепловой удар на этапе пайки. Затем плата проходит над волной припоя. Сама волна, ее форма и динамические характеристики являются наиболее важными параметрами оборудования для пайки. С помощью сопла можно менять форму волны; в прежних конструкциях установок для пайки применялись симметричные волны. В настоящее время каждый производитель использует свою собственную форму волны (в виде греческой буквы "омега", Z-образную, Т-образную и др.). Направление и скорость движения потока припоя, достигающего платы, также могут варьироваться, но они должны быть одинаковы по всей ширине волны. Угол наклона транспортера для плат тоже регулируется. Некоторые установки для пайки оборудуются дешунтирующим воздушным ножом, который обеспечивает уменьшение количества перемычек припоя. Нож располагается сразу же за участком прохождения волны припоя и включается в работу, когда припой находится еще в расплавленном состоянии на коммутационной плате. Узкий поток нагретого воздуха, движущийся с высокой скоростью, уносит с собой излишки припоя, тем самым разрушая перемычки и способствуя удалению остатков припоя.
Когда впервые появились коммутационные платы, с обратной стороны которых компоненты устанавливались на поверхность, их пайка производилась волной припоя. При этом возникло множество проблем, связанных как конструкцией плат, так и с особенностями процесса пайки, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения выводов компонента другими компонентами, преграждающими доступ волны припоя к соответствующим контактным площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих дозировке припоя.
Конвекционная пайка
Для успешного использования конвекционной пайки требуется учесть 4 главных фактора:
1. Предварительный нагрев
Выбранный температурный профиль и более длительное время выдержки влияют на поведение флюса и оптимизацию соотношения времени воздействия и времени плавления.
2. Пиковая температура и время плавления
Достижение правильного минимума и максимума пиковой температуры наряду с установлением требуемого времени плавления необходимо для того, чтобы обеспечить целостность платы и компонентов, а также изготовить качественное паянное соединение.
3. Скорость охлаждения
Скорость охлаждения влияет на микроструктуру соединения и на интерметаллические паянные образования. Более быстрое охлаждение дает более чистые и однородные микроструктуры, которые образуют в результате более крепкие соединения. Однако компоненты, пайку и материалы, из которых изготовлена плата, нельзя подвергать чрезмерно быстрому охлаждению, т.к. это может привести к возникновению дефектов.
4. Время
Итоговая производительность определяется соотношением между размером платы и скоростью движения конвейер.
Рекомендации:
Основное внимание должно быть уделено широким контактным площадкам и зазору между контактными площадками, которые зависят от шага и ширины. Для микросборок с шагом не менее 0,625 мм контактная площадка должна быть на 2 мм шире чем вывод, а по длине на 0,3 – 0,4 мм больше. Если менее 0,625 мм – ширину контактных площадок можно уменьшить.
Контактные площадки находятся в узлах координатной сетки. Расстояние между смежными рядами должно быть кратно шагу координатной сетки.
Контактные площадки должны выступать из-под элемента. Если используется пайка волной припоя, то размер – 0,7 мм, если в печи, то 0,3 мм. Величина перекрытия зависит от размеров металлизации, которая колеблется у различных элементов от 0,2 до 0,5 мм.
При пайке в печи элемент должен лежать на контактной площадке полностью. При пайке волной, размер перекрытия может быть сведен к нулю. В целом, желательно, чтобы контактная площадка располагалась в узлах координатной сетки.