

9) Никель, хром и алюминий
Эти примеси загрязняют катодный магний, но влияние их на процесс электролиза незначительно, т.к. содержание их в примесях мало. Хлорид или фторид алюминия даже используют как добавки, улучшающие смачиваемость катода магнием.
Тема 1.4 Технология электролитического получения магния
§ 1 Конструкции электролизеров
Электролизер для электролиза магния представляет собой теплоизолированную емкость прямоугольной формы, заполненную расплавленным хлормагниевым электролитом. В электролит опущены электроды — угольно-графитовые аноды и стальные катоды. При электролизе на поверхности стального катода выделяется магний.
на поверхности анода - газообразный хлор.
Электроды гибкими пакетными токопроводами последовательно подсоединены к алюминиевым шинопроводам — внешним коммуникациям, подводящим постоянный электрический ток. Общее напряжение постоянного тока на серии ванн равно сумме падений напряжения на каждой из ванн: Uсер = ∑nUЭЛ,
где n- число электролизеров в серии; Uэл - падение напряжения на ванне.
Автотермичность работы ванны обеспечивается постоянно выделяющимся в объеме электролита джоулевым теплом: Q= I2 * ρ * δ * τ,
где I — сила тока;
ρ — удельное электросопротивление электролита;
δ — межполюсное расстояние между поверхностями катода и анода в электролите;
τ— время.
Выделяющийся на аноде хлор отводится в систему очистки и компремирования (сжатия) через хлорную магистраль, к которой электролизер герметично подсоединен хлоротводящими патрубками. Магний собирается на поверхности (исключение: литийсодержащие легкие электролиты, в которых магний скапливается в донной части ванны).
Промышленный магниевый электролизер состоит из кожуха и футеровки, образующих ванну; перекрытия; катодов; анодов и средств коммуникации с линией отвода хлора и токопроводящей магистралью. В магниевой промышленности применяются в зависимости от конструкции рабочей ячейки два типа электролизеров:
- диафрагменные.
- бездиафрагменные.
На эффективность работы электролизера большое влияние оказывает ряд технологических факторов: состав электролита, температура, размеры анодов и катодов, межэлектродное расстояние, плотность тока, взаимное размещение электродов и стенки, отделяющей сборную ячейку от электролизного объема.
Кожух представляет собой сварной стальной короб, снабженный ребрами жесткости. Толщина листа 10 мм. Размер и форма кожуха определяются его производительностью и конструкцией. Длина может достигать 7,5м, ширина 4.7 м , глубина 3,5 м. Кожух установлен на железобетонной раме на стойках со специальными электрическими изоляторами из фарфора. Срок службы кожуха 5-8 лет.
Футеровка ванны должна обеспечивать тепловую изоляцию электролита и быть коррозионностойкой по отношению к электролиту. Футеровка ванны выполняется многослойной:
1) слой (10 мм) - листовым асбестом проклеивают (на жидком стекле) внутреннюю поверхность кожуха;
2) теплоизоляционный слой (65-250 мм) из диатомитового кирпича;
3) огнеупорный слой (340 – 500 мм) из шамотного кирпича.
Для заделки швов при кладке кирпичей или плит применяют замазки на основе жидкого стекла с наполнителем из тонкого размолотого диабазового или полевого шпата - порошка с добавкой около 4 % кремнефтористого натрия.
Перекрытие ванны предназначено для ввода и крепления катодов и анодов (в диафрагменном электролизере с верхним вводом анодов), а также для изоляции электролита и предотвращения выделения хлора в атмосферу цеха.
В диафрагменных электролизерах используются плиты из шамотобетона, закрепленные в чугунных рамах; цельнолитые коробчатые перекрытия из армированного шамотобетона с окнами для ввода анодов. На каждый анодный блок имеется своя коробка, каждая из коробок опирается на продольные стенки электролизера и на диафрагмы. Хлор отводится через отверстия в торцах коробок.
Бездиафрагменные электролизеры имеют единое анодное перекрытие из армированного шамотобетона (электролизное отделение); сборная ячейка перекрывается шамотобетонными плитами, имеет съемную крышку для отбора магния и заливки солей.
Катоды диафрагменных электролизеров состоят из плоского стального листа толщиной 8 - 10 мм, токоподводящей штанги с опорами, ребер жесткости и противовеса. Ширина катода не более 1,5 м. В верхней части катода имеются отверстия для прохода потока расплава с каплями магния в катодную ячейку. Катоды подвешены на заплечиках, опирающихся на уголки перекрытия, что позволяет регулировать межэлектродное расстояние путем передвижки катодов. Верхняя часть катода защищена замазкой из магнезита и жидкого стекла.
Катоды бездиафрагменных электролизеров расположены плоскопараллельно, полностью погружены в электролит, скреплены со стороны торцовых частей, составляют единую катодную раму, горизонтально укрепленную в объеме ванны. Опорой рамы служат токоподводящие хвостовики катодов, заделанные в футеровке и выходящие из нее наружу кожуха. В отличие от катодов диафрагменных электролизеров катод-рама не подлежит замене в процессе эксплуатации. Ее заменяют лишь при капитальном ремонте ванны. Катоды изнашиваются незначительно и после капитального ремонта ванны используются повторно.
Анод представляет собой плоское тело прямоугольной формы. Анодные блоки собираются из стандартных графитовых брусьев сечением 340 * 200 мм, 340*150 мм требуемой длины. Графитовые брусья склеивают замазкой из графитового порошка на жидком калиевом стекле.
В современной магниевой промышленности получили распространение три варианта ввода анодов: верхний, нижний и боковой.
При вводе сверху анодные блоки опускают в ванну электролизера через окна в бетонном анодном перекрытии. Выступающая из анодного перекрытия верхняя часть анодного блока (анодная головка) имеет медную ошиновку, соединенную со стальной пластиной — токоподводом, а затем с магистральным шинопроводом. Для защиты от окисления часть анодных блоков покрывают раствором ортофосфорной кислоты. Преимущества электролизеров с верхним вводом анодов состоит в том, что на них можно заменять аноды "на ходу", они имеют более продолжительный срок службы футеровки. Но в электролизерах с верхним вводом анодов срок службы анодов в 2-3 раза меньше.
При нижнем вводе анодов они крепятся в подине. Нижняя часть каждого из блоков залита чугуном в башмак, один из концов которого выходит через боковую стенку ванны и присоединяется к шинопроводу. Во избежание коррозии чугунная заливка перекрыта слоем футеровки.
При боковом вводе аноды проходят через футеровку продольных стенок электролизера. Графитированные брусья скреплены чугунной заливкой, от которой выведены алюминиевые хвостовики для подвода тока от шинопровода. Аноды закреплены в футеровке, чугунная заливка защищена от электролита шамотной кладкой. Такой тип электролизеров практически не применяется из-за сложного обслуживания и быстрого выхода из строя.

а – продольный разрез ванны: 1 – кожух ванны; 2 – футеровка; 3 – анод; 4 – катодная рама; 5 – токоотводящие штанги; 6 – хлоротводящие каналы; 7 – перекрытие катодной ячейки;
б – поперечный разрез ванны: 1 – токоподвод к катодам; 2 – токоподвод к анодам; 3 – чугунный башмак для крепления анода; 4 – анодный блок
Рисунок 1.10 – Диафрагменный электролизер с нижним вводом анодов
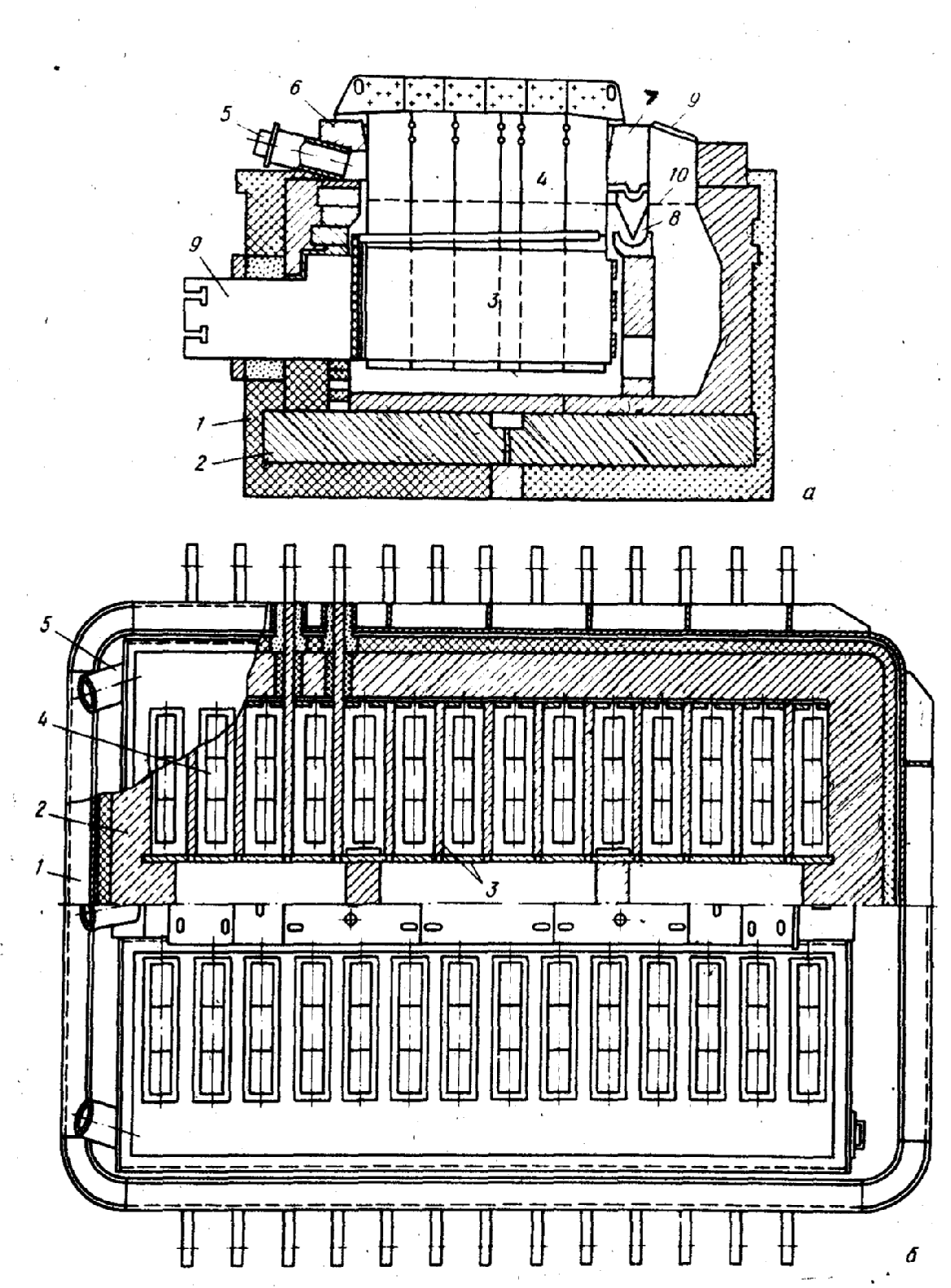
1 – кожух; 2 – футеровка ванны; 3 – катод-рама ( в разрезе); 4 – анодный блок; 5 – хлоротводящий патрубок; 6,7 – анодное перекрытие; 8 – переточный канал; 9 – перекрытие сборной ячейки; 10 – средний уровень электролита
Рисунок 1.11 – Бездиафрагменный электролизер с верхним вводом анодов
Таблица 1.2 - Технологические характеристики диафрагмеиных электролизеров при разных вариантах ввода электродов
|
Показатель |
Верхний |
Нижний |
Боковой |
|
Рабочие размеры анода, мм: высота………………….. ширина ………………… |
900-950 2750-2000 |
1130 2300 |
900-1130 1600-1800 |
|
Число электродов: анодов ………. катодов ……… |
5-6 10-20 |
5-6 10 |
6 10 |
|
Сила тока, кА |
85-120 |
75-85 |
63-75 |
|
МПР, см |
5-9 |
9-10 |
9-10 |
|
Выход по току, %, при питании: оборотным MgCl2 карналлитом |
83,5-86,0 75-77,5 |
78-80 |
75-80 |
|
Срок службы электролизера, мес |
16-18 |
25-27 |
16-18 |
|
Удельная мощность электролизера (с 1 м2 подины), т магния в год |
23-27 |
24 |
25-27 |
Отличительные особенности электролизеров
В кожухе диафрагменных электролизеров установлено 5 - 6 параллельно включенных электролитических ячеек, в которых верхняя часть анодного и катодного пространства разделена диафрагмой. Катод и анод частично, в верхней части электролита и газовом пространстве, разделены плотной керамической перегородкой - диафрагмой. Диафрагмы устанавливают в ванну для разделения продуктов электролиза, т.е. для отделения хлора от магния. Диафрагмы выполнены в виде плоской арки из нескольких шамотных плит толщиной не менее 90 мм. Нижняя часть диафрагмы погружена в электролит на 150-300 мм .
Современные диафрагменные электролизеры работают при силе тока 65-150 кА. Напряжение на шунтах электролизеров с верхним вводом анодов 5,7 - 6,4 В, на электролизерах с нижним вводом анодов 5,4-5,9 В.
Отличительная особенность конструкции бездиафрагменного электролизера в том, что она имеет несколько (1 - 3) рабочих ячеек и только 1 – 2 сборные ячейки для извлечения магния, шлама и загрузки сырья. Взаимное расположение электролитных отделений и сборных ячеек разнообразно, но интенсивно внедряются два типа компоновок:
1) однорядное размещение электродов при расположении сборной ячейки в одной из продольных стенок ванны,
2) четырехрядное размещение электродов и расположение между этими рядами двух сборных ячеек.
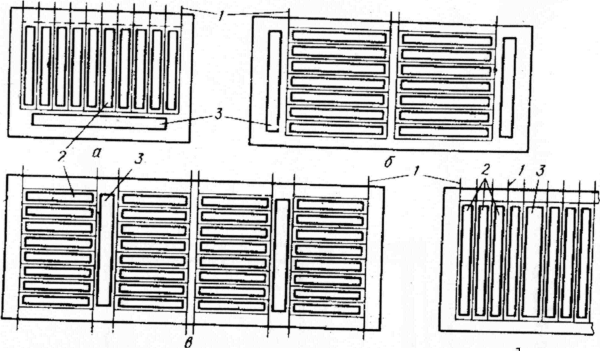
а — с однорядным расположением электродов и сборной ячейкой, размещенной в продольной стенке электролизера; б, в — соответственно с двумя—четырьмя рядами электродов и двумя сборными ячейками; г — параллельное размещение электродов и сборных ячеек; 1 — катод-рама; 2 — анод; 3 — сборная ячейка
Рисунок 1.12 - Различные типы компоновки бездиафрагменных электролизеров:
Расположение сборной ячейки параллельно рабочим поверхностям электродов позволяет резко увеличить ширину анодов, снизить потери хлора и затраты электроэнергии, увеличить выход по току.
В бездиафрагменных электролизерах катоды и аноды чередуются в объеме электролита, размещены в едином герметизированном пространстве электролизера. В межэлектродном пространстве между катодом и анодом возникает направленная циркуляция газожидкостной смеси электролита, капель магния и пузырьков хлора. Этот поток выносит магниевые капли, постоянно укрупняющиеся по мере движения и все большего отъединения от пузырьков хлора в сборную ячейку, отделенную от электролизного отделения аппарата гидрозатвором, образуемым керамической арочной перегородкой или шторой, частично погруженной в расплав. Заливку сырья, удаление металла, отработанного электролита и шлама осуществляют через сборную ячейку.
Хлор отводится из газового объема этого отделения ванны, а металл интенсивным потоком электролита выносится в сборную ячейку, отделенную от электролизного пространства жидкостным затвором. Затвор образован полупогруженной в расплав перегородкой и имеющимися в ней каналами для преимущественного выведений магния.
Создание бездиафрагменного электролизера позволило резко увеличить единичную мощность аппарата, снизить энергетические затраты и себестоимость процесса, изменить условия труда, возможность непрерывного и автоматизированного процесса.
Недостатки:
- более длительный пусковой период;
- трудности теплового регулирования;
- более неустойчивый технологический процесс;
- более продолжительный период ремонта
ВОПРОСЫ:
1. Какие типы электролизеров применяются в магниевой промышленности?
2. Что такое диафрагма и её назначение?
3. Преимущества и недостатки электролизеров с различным вводом анодов7