

Системы управления станками с чпу.
Сегодня станки с ЧПУ входят в состав гибких промышленных систем, которые структурно состоят из (ГПС):
- Гибкий промышленный модуль-экспериментальный станок с набором инструментов
- Т.С. – транспортная система – устройство автоматической разгрузки станка
- Складской комплекс
Современный ГПС обеспечивает возможность:
Идентификация формы и пространственного положения заготовок.
Слежение за состоянием инструмента и модификация режима резания.
Измерение параметров обрабатываемых деталей и коррекция режима резания.
В связи с этим структура современного ГПС имеет вид:

Современный станок имеет от двух до шести управляющих приводов, Каждый из которых имеет структуру:

ТГ – тахогенератор.
Процедура управления с ЧПУ подразумевает следующую последовательность действий:
Разработка маршрутных положений детали (последовательность технологических операций обработки).
Составление управляющей программы.
Пробный прогон программы.
Доработка программы до её рабочего вида.
Требования к СУ станка с ЧПУ:
Обеспечение упр-я потребным кол-вом проводов в соответствии с маршрутной картой, n-приводов.
Обеспечение показателей точности упр-я приводом, по своей общей хар-ке система ЧПУ – сверхточная. Основные положения
 мм. Данный диапазон изменения управляемых
параметров 1000 и больше.
мм. Данный диапазон изменения управляемых
параметров 1000 и больше.Абсолютная стабильность показателей точности.
Обеспечение с желательным качеством двух процедур управления:
- от точки к точке.
- криволинейная траектория.
Классификация станков с чпу.
При классификации станков по многим признакам, в том числе:
По принятой системе координат.
Для тел вращения, которые составляют 75% от изделий, использующих двухмерную систему координат по двум перпендикулярным осям.
Шестимерная система:

По положению начальной системы координат:
Фиксированный нуль, принимается определенная точка станины станка.
Плавающий нуль зависит от детали.
По типу привода
Да/Нет
б.Пневматический цилиндр.
в. Электропривод 95% и выше.
- шаговый двигатель до 1975 г.
- ДПТ с тиристорным преобразователем до 1990 г.
- ЭД-тока асинхроный с частотным управлением.
- линейный ЭД.
4. По элементной базе СУ:
а. дискретная элементная база (сер. К, М, Н)
б. элементы МСИ (сер. 155, 589)
в. БИС
5. Тип программного носителя:
а. накопители на магнитной ленте
б. носители на перфоленте
в. Носители на магнитных дисках
6. По функциональному назначению управл. прогр. классиф. По функциям станочного оборудования:
а. станки токарной группы
б. станки сверлильной группы
в. Станки фрезерной и координатно-расточной группы
7
x z
y

 б.осевое
движение , последовательное
управление перемещением объектов вдоль
каждой из осей в отдельности
б.осевое
движение , последовательное
управление перемещением объектов вдоль
каждой из осей в отдельности
в. Контурное движение, перемещение объекта путем программирования его движения по каждой из осей одновременно.
Классификация чпу.
При воспроизведении криволинейной траектории исполнительные органы системы ЧПУ программируются путем кусочно-линейной аппроксимации траектории:
Кусочно-линейная интерполяция:
С допуском сверху:
С допуском снизу
Программное обеспечение станка с ЧПУ
ПО станка с ЧПУ состоит из системного ПО и прикладного ПО.
ПО


Прикладное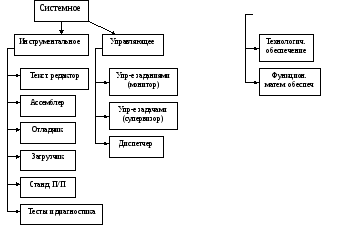
В целом комплекс средств ЧПУ по управлению технологическим оборудованием может быть представлен в виде иерархической структуры.
Иерархия.


Математическое обеспечение Вычислительные средства Языки
Аппарат. ср-ва
систем с ЧПУ Микрооперации
Макропрогр.
системы ПО общего
назначения Операц. система
ЧПУ
Прогр.
комплекс АРМ-ЧПУ
Микрокоманды Микропрогр.
вычисл. комплекс
Ассемблер Программно
смоделир. устр-во ЧПУ
ISO Программно
смоделир. система ЧПУ
Высшие уровни
типа BASIC Программно
смоделир. устр-во АРМ-ЧПУ
Понятие «групповая технология»
Общее количество деталей машиностроения насчитывает около 10000 наименований. Если на каждый из этих типов деталей разработать свою программу обработки, необходимо 10000 программ. Это количество может быть сокращено, если все существующие типы деталей классифицировать по характерным признакам двух основных систем классификаций:
Классификация по Опицу
Классификация по «Аахен»
Самый применимый способ классификации – по Опицу. Маршрутные технологии, разработанные с помощью таких систем, называются единой технологией.