

4 Проектирование операций обработки диаметральных отверстий
040 Сверлильная

-
Сверлить 4 отверстия поверхности 11.
-
Зенкеровать 4 отверстия поверхности 11.
3. Развернуть предварительно 4 отверстия поверхности 11.
4. Развернуть окончательно 4 отверстия поверхности 11.
Рисунок 15 – эскиз сверлильной операции 040
Выбор геометрических параметров и материала инструмента
Для сверления отверстия выбираем инструмент: сверло спиральное с цилиндрическим хвостовиком ГОСТ 10902-77 [2, т.40, с.137], Материал сверла Р6М5 - быстрорежущая сталь. [2,т.2, с.115], так как изготовить такое сверло из твердого сплава будет труднее.
d=3,80мм; L=75мм; l=43 мм;
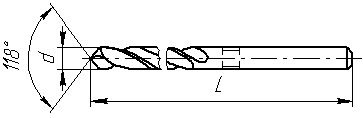
Рисунок 16 - Сверло спиральное с цилиндрическим хвостовиком ГОСТ 10902-77(Схема сверла)
Поверхность 10
Ø10,6
Н13
![]()
1. Поправочный коэффициент, учитывающий физико-химические свойства обрабатываемого материала:
![]()
где КГ = 1; [2, т.2, с.262-263] – коэффициент характеризующий группу стали по обрабатываемости;
nv= 1 – показатель степени[2, т.9, с. 264] .
2. Поправочный коэффициент, учитывающий влияние марки РИ:
![]() [2,
т.6, с.263]
[2,
т.6, с.263]
-
Поправочный коэффициент на относительную глубину отверстия:
![]() [2,
т.31, с.280]
[2,
т.31, с.280]
-
Общий поправочный коэффициент:
![]()
5. Назначение подачи.
В соответствии с методом обработки и размером обрабатываемой поверхности принимаем
S = 0,20…0,25 мм/об [2, т.25, с.277]
Принимаем S = 0,25 мм/об
6. Скорость резания:
![]()
где
![]() [2.табл.28,с.278]
[2.табл.28,с.278]
T=20 мин [2, т.30, с.279]
![]()
7. Требуемая частота вращения шпинделя станка:
![]()
Принимаем n = 630 об/мин
8. Фактическая скорость резания:
![]()
9. Крутящий момент и осевая сила :
![]()
где См=0,041; q=2,0; y=0,7;
Сp=143; q=1,0; y=0,7; [1, т.32, с. 281]
![]() - коэффициент,
учитывающий фактические условия
обработки
- коэффициент,
учитывающий фактические условия
обработки
Осевая сила:
![]()
Мкр = 10·0,041·10,62 ·0,330,7 · 1,194 = 25,314 Н·м
![]()
10. Эффективная мощность резанья:
![]()
11. Техническое нормирование.
Определение основного времени при сверлении.
![]() ,
,
где lвр=![]() - длина врезания инструмента;
- длина врезания инструмента;
lобр =7 мм - длина обрабатываемой части детали;
lпереб =0 - длина перебега инструмента;
lподв= 1мм - длина подвода инструмента.
![]()

Рисунок 17 – Схема обработки при сверлении
12. Выбор станка
В соответствии с размерами детали и рассчитанной мощностью выбираем вертикально-сверлильный станок 2Н125 [2, т.11, с. 20]
-
наибольший условный диаметр сверления в стали - 25мм.
-
Число скоростей шпинделя -12
-
Частота вращения шпинделя -45-2000об/мин.
-
Подача шпинделя - 0,1-1,6мм/об.
-
Мощность привода - 2,2кВт.
Этот станок также будет использоваться на операциях зенкерования и развертывания.
Так как рассчитанная мощность меньше мощности станка значит мощности станка будет достаточно для обработки нашей детали.
![]()
![]()
Принимаем n = 800 об/мин
Принимаем S = 0,38 мм/об
4.2 Проектирование операции развёртывания