ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
УФИМСКИЙ ГОСУДАРСТВЕННЫЙ АВИАЦИОННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КУМЕРТАУСКИЙ ФИЛИАЛ
Кафедра «Промышленная автоматика»
Курсовая работа
по дисциплине «Основы автоматического управления»
на тему: «Система автоматического управления резания
на шлифовальном станке».
Вариант 76
Выполнил: студент
Проверил: ст. преподаватель
кафедры «ПА»
Кумертау - 2008
Содержание
Задание 3
Функциональная схема САУ 5
Передаточная функция элементов САУ 6
Структурная схема САУ 8
Устойчивость САУ 9
Переходная характеристика САУ 13
Определение показателей качества САУ 17
Выводы 19
Список литературы 20
Система автоматического управления скоростью резания на шлифовальном станке
Качество обработки
шлифованием в большой степени
определяется степенью соответствия
реальных параметров процесса оптимальным.
По причине износа и правок шлифовального
круга его диаметр изменяется,  что
вызывает изменение скорости резания и
нарушение оптимальных условий обработки.
что
вызывает изменение скорости резания и
нарушение оптимальных условий обработки.
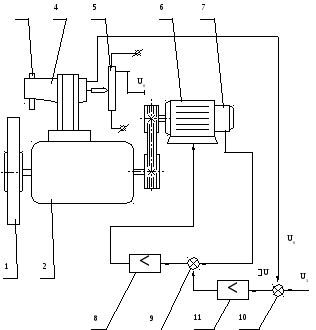
Шлифовальный круг 1 установлен на шпинделе инструментальной бабки 2, имеющей устройство правки с правящим инструментом 3.
Суппорт 4 правящего устройства связан с потенциометром 5, выполняющем функции преобразователя перемещения. Двигатель 6 главного движения является регулируемым двигателем постоянного тока
и имеет тахогенератор 7. Тиристорный преобразователь 8 предназначен для питания двигателя 6. В САУ входят также сравнивающее устройство 9, суммирующее устройство 10 и усилитель 11. При работе САУ на вход
суммирующего устройства 10 подается задающий сигнал в виде напряжения UО, с потенциометра 5 поступает на другой вход устройства 10 сигнал UД , пропорциональный величине износа шлифовального круга 1. Суммарный сигнал через усилитель 11 подается на вход сравнивающего устройства 9. На другой вход этого устройства поступает сигнал обратной связи тахогенератора 7, а напряжение ошибки поступает на вход тиристорного преобразователя 8 питания двигателя 6. Во время правки круга 1 увеличивается напряжение UД , увеличивается ошибка, вырабатываемая сравнивающим устройством 9. В результате усиливается напряжение тиристорного преобразователя 8 и повышается угловая скорость двигателя 6 так, чтобы скорость резания соответствовала заданной. При повышении скорости двигателя увеличивается напряжение на выходе тахогенератора 7 и ошибка САУ уменьшается до порога чувствительности. Угловая скорость шлифовального круга стабилизируется на новом уровне и, таким образом, скорость резания остается постоянной.
ТЭУ, c=0,03;
КЭУ =360;
ТТП, c=0,18;
КТП =30;
ТЯ,c =0,05;
ТМ ,c =0,18;
КД , 1/сВ =4,4;
КТГ, Вс =0,18;
К n , В/мм 50.