Лабораторна робота № 6 моделювання процесу складання
6.1 Мета роботи: опанувати методику аналізу точності при складанні за методами повної і неповної взаємозамінності.
6.2 Теоретичні відомості
Питання, пов’язані з досягненням потрібної точності складання, вирішуються на основі аналізу розмірних ланцюгів виробу, який складається.
Існує тісний зв’язок між методами складання і методами розрахунку розмірних ланцюгів. Досягнути необхідної точності складання – значить одержати розмір замикаючої ланки розмірного ланцюга, який не виходить за межі допустимих відхилень.
Задана точність замикаючої ланки може бути одержана різними методами складання: повної взаємозамінності, неповної взаємозамінності, групової взаємозамінності, пригонкою, регулюванням.
В роботі розглядаються моделювання процесу складання і розрахунки складального розмірного ланцюга методами повної та неповної взаємозамінності.
Повна взаємозамінність при складанні досягається у тих випадках, коли сума допусків складових ланок розмірного ланцюга дорівнює допуску замикаючої ланки ТΔ :
![]() (6.1)
(6.1)
де Тi– допуск і-тої складової ланки;
m – число ланок розмірного ланцюга.
Друга умова можливості застосування методу повної взаємозамінності:
![]() (6.2)
(6.2)
де
![]() - координата
середини поля допуску замикаючої ланки
- координата
середини поля допуску замикаючої ланки
![]() ,
,
![]() - координата середини поля допуску і-тої
ланки відповідно збільшуючої і зменшуючої.
- координата середини поля допуску і-тої
ланки відповідно збільшуючої і зменшуючої.
Процес складання за методом повної взаємозамінності зводиться до простого з’єднання спряжених деталей з автоматичним одержанням потрібної величини замикаючої ланки, навіть у випадку несприятливого поєднання складових ланок розмірного ланцюга (коли збільшуючі ланки виконані максимальними, а зменшуючі – мінімальними, або навпаки). При цьому всі складання одержуються придатними без будь-якого підбору, пригонки чи регулювання деталей. Відпадає необхідність в 100 %-ному контролі розміру замикаючої ланки. Контроль складених вузлів робиться вибірково і як правило не перевищує 5......І0%.
Складання за цим методом мав такі переваги:
-простота, так як процес складання зводиться лише до з’єднання спряжених деталей і вузлів без підгонки;
- можливість потокового складання, так як відсутність пригонки спрощує організацію потокової лінії;
- можливість широкої кооперації цехів (заводів) по виготовленню деталей і вузлів;
- легкість заміни деталей і вузлів в машинах, які знаходяться в експлуатації.
Розрахунок складального розмірного ланцюга при забезпеченні точності замикаючої ланки методом повної взаємозамінності виконують методом максимуму-мінімуму.
За методом неповної взаємозамінності механізм складають як і методом повної взаємозамінності із взаємозамінних деталей без підбору, пригонки або регулювання, але при цьому деякий відсоток складених виробів може вийти за межі поля допуску. Цей відсоток встановлюється заздалегідь і може бути прийнятим як завгодно малим.
Через можливість браку проводять 100%-ий контроль складених вузлів. Виявлений бракований вузол підлягає розбиранню, деталі його змішуються з однойменними деталями і складання вузла проводять повторно з іншою комбінацією деталей.
На практиці помічено, що при складанні вузла з m>3 замикаюча ланка має значно менше поле розсіювання, ніж розраховане за методом максимуму-мінімуму. Це пояснюється малою імовірністю попадання в один і той же вузол усіх деталей із несприятливими граничними розмірами. Тому складання за методом неповної взаємозамінності може здійснюватись із деталей з розширеними допусками.
Розширення допусків на деталь спрощує їх виготовлення і здешевлює виробництво. Метод стає доцільнішим в міру зменшення допуску замикаючої ланки і збільшенням кількості складових ланок. Додаткові витрати праці і засобів на виправлення незначної кількості браку в більшості випадків невеликі в порівнянні з економією праці і засобів, одержаної за рахунок полегшення механічної обробки.
Імовірність браку визначається за коефіцієнтом ризику, який розраховується при відомих значеннях полів допусків і законів розсіювання складових ланок і поля допуску замикаючої ланки:
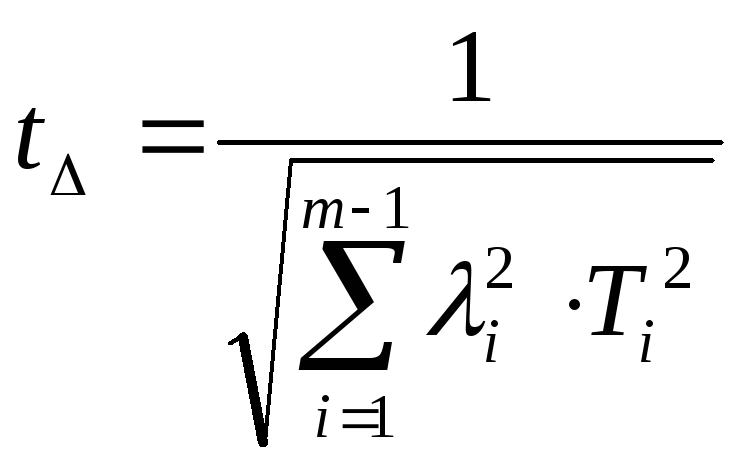 (6.3)
(6.3)
де
![]() -
коефіцієнт
ризику виходу розміру замикаючої ланки
за його гранично допустимі значення
-
коефіцієнт
ризику виходу розміру замикаючої ланки
за його гранично допустимі значення
![]() і–
коефіцієнт відносного розсіювання
і-тої складової ланки
і–
коефіцієнт відносного розсіювання
і-тої складової ланки
Ті– допуск і-тої складової ланки розмірного ланцюга.
При
виборі закону розподілу розмірів
керуються наступним: коли закон розподілу
невідомий (при одиничному і малосерійному
виробництвах), вважають, що розсіювання
розмірів підпорядковане закону рівної
імовірності (λ
= ![]() ); в серійному виробництві –
закону, близькому до закону трикутника
(λ
=
); в серійному виробництві –
закону, близькому до закону трикутника
(λ
= ![]() ); в масовому виробництві –
закону нормального розподілу (λ
=
); в масовому виробництві –
закону нормального розподілу (λ
= ![]() ).
).
Ступінь ризику Р у відсотковому відношенні визначається в залежності від коефіцієнта ризику, t.
Для використання методу неповної взаємозамінності необхіднодотримуватись двох умов:
![]() ; (6.4)
; (6.4)
![]() ; (6.5)
; (6.5)
Застосування того чи іншого методу складання вузлів в конкретних умовах повинне бути обгрунтоване техніко-економічним розрахунком. Критерієм оцінки є мінімальна собівартість виготовлення комплекту деталей і складання вузла.
В лабораторній роботі моделювання складання деталей виконується на моделях ступеня циліндричного редуктора (рисунок 6.1)
При складанні редуктора необхідно забезпечити розв’язання цілого ряду задач забезпечення якості, одна з яких – забезпечити вільне обертання зубчатих коліс. Для розв’язання цієї задачі між корпусом редуктора і колесом повинен бути боковий зазор А.
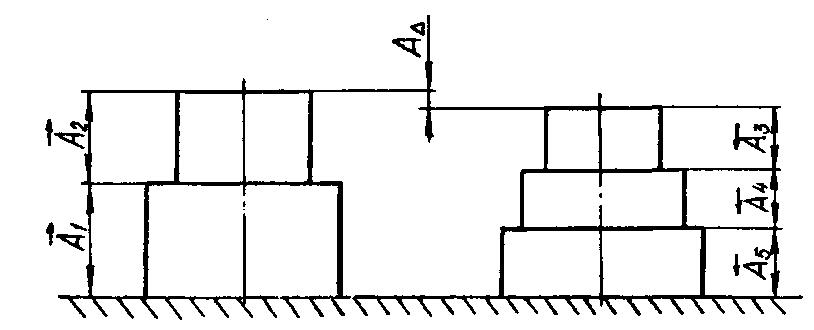
Як видно з рисунка 6.1, на величину зазору АΔ впливають розміри А1 і А5 зубчастих коліс, розмір А4 дистанційної втулки, а також розміри А1 і А2 двох половин корпуса.
Зазор АΔ є замикаючою ланкою складального розмірного ланцюга так як отримується останнім як при розв’язанні конструкторської задачі, так і при складанні вузла (технологічної задачі).
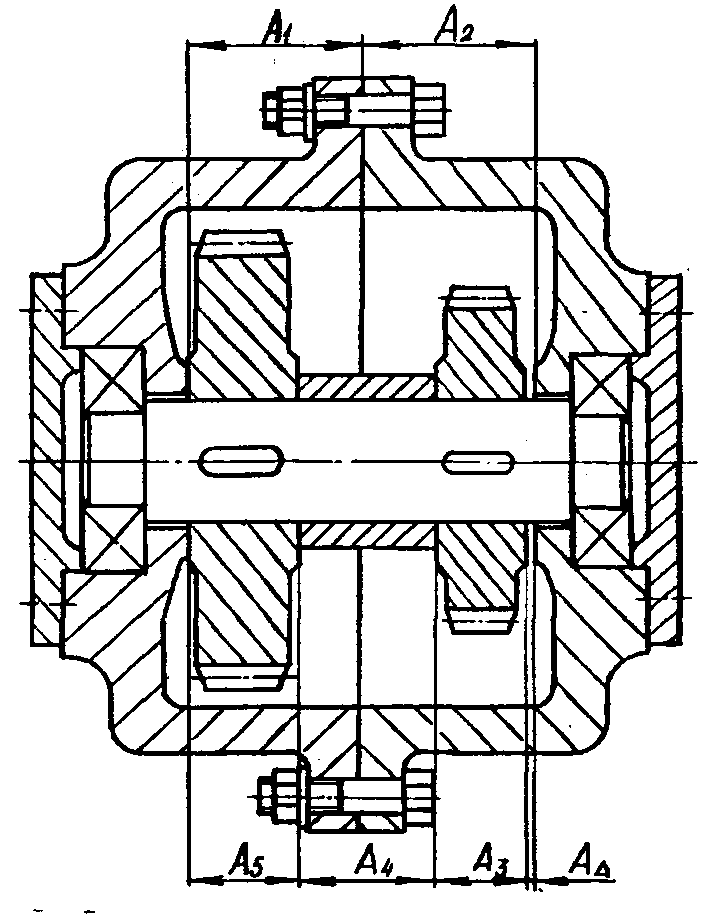
Для зручності вимірювання АΔ ланки розмірного ланцюга замінені деталями-моделями (рисунок 6.2), виготовленими із прокату круглого перерізу.
За кресленням ланки розмірного ланцюга повинні мати такі розміри:
Р
Рисунок
6.2 –
Модель складального
розмірного
ланцюга