

7. Комбинированные станки
На комбинированных станках можно выполнять ряд различных операций по обработке древесины. Наиболее часто встречаются станки со следующим сочетанием работ: фугование – рейсмусование – раскрой – сверление – шлифование; фугование – рейсмусование – раскрой – фрезерование – сверление – пазование – шлифование.
На комбинированном станке имеется общий привод и несколько шпинделей различного технологического назначения, расположенных на одной станине.
Для продольной, поперечной распиловки пиломатериалов, фугования, фрезерования и сверления древесины на стройках применяют комбинированную машину ИЭ-6009 (рис. 105). На станине расположены фуговальный механизм, приспособления для пиления и фрезерования, электродвигатель, стол для сверления и фрезерования. Фуговальный механизм включает электродвигатель, ножевой вал (барабан). На конце вала электродвигателя установлен шкив, от которого через клиновую ременную передачу приводится во вращение барабан (вал) с ножами.
Приспособление для пиления состоит из пильного диска, плит (угловой и прямой), кронштейна и направляющих. Приспособление крепится зажимными гайками (барашками). Защитное приспособление состоит из расклинивающего ножа и ограждения (козырька).
Фрезы и сверла устанавливают в патроне на валу (барабане). На машине можно фрезеровать детали шириной до 200 мм, глубиной за один проход до 2 мм, распиливать доски толщиной до 45 мм под углом 0–45 %. Диаметр пильного диска 200 мм. Размер станка 630×400×230 мм, масса 48 к г.
На распиловочной машине марки ИЭ-6902 (рис. 106) раскраивают древесину (пиломатериалы) вдоль и поперек волокон и распиливают паркетные планки. Машину применяют в основном на стройках. На ней распиливают пиломатериалы толщиной до 5–60 мм и длиной от 200 мм, шириной от 20 мм. Размеры машины 550×480× ×300 мм, масса 17 кг.
Перед работой рабочий должен тщательно ознакомиться с инструкциями по обслуживанию станков. Работу начинают после того, как ножевой вал, шпиндель наберут необходимую частоту вращения. Подавать в станок обрабатываемый материал следует равномерно, без толчков. Чистить и смазывать станок можно лишь после полной его остановки.
При появлении шума, стука и вибрации вала, поломке ножей или их крепления, перегреве подшипников, неисправности ограждений станок надо немедленно остановить и сообщить об этом мастеру. Работать на станке можно лишь после устранения дефектов и получения разрешения мастера. Категорически запрещается работать без ограждений и при их неисправном состоянии. Если установлено, что нарушена электроизоляция электродвигателя, аппаратуры и неисправно заземление, работать на станке нельзя.
4.Последовательность выполнения работ.Организация работ и рабочего места столяра.
Рабочее место столяра, плотника, занятого обработкой древесины, оборудуется верстаком (рис. 5), набором необходимых инструментов и приспособлений. На верстаке обрабатывают доски, бруски, детали длиной до 3 м, собирают отдельные элементы изделий.
Верстак состоит из крышки (верстачной доски) и основания (подверстачья). Верстачная доска оборудована передними тисками (поперечными) и задними (продольными). На верстачной доске вблизи ее переднего ребра имеется ряд отверстий – гнезд, предназначенных для установки деревянных или металлических упоров. Вдоль верстачной доски (с задней стороны) находится лоток, в котором размещается мелкий инструмент, необходимый для работы. Основание состоит из стоек, связанных между собой брусками. В некоторых верстаках в подверстачье устраивают шкаф для хранения инструментов и материалов.
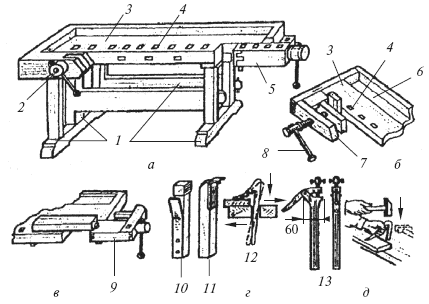
. Столярный верстак: а – общий вид; б – передние тиски; в – задние тиски; г – зажимы, упоры; д – крепление доски валетом простым (прижимом); 1 – основание; 2 – передние тиски; 3 – крышка (верстачная доска); 4 – гнезда сквозные; 5 – задние тиски; 6 – лоток; 7 – подкладочная доска; 8 – винт; 9 – коробка тисков; 10 – клинок-упор; 11 – гребенка; 12 – простой валет; 13 – винтовой валет
Передние и задние тиски предназначены для зажима в них обрабатываемых элементов. Передние тиски применяют для зажима деталей в горизонтальном и вертикальном положении, а задние – для зажима деталей в вертикальном положении. Передние тиски имеют зажимный винт и подкладочную доску. Задние тиски с коробкой передвигаются с помощью винта. В гнезда в верстачной доске и задней зажимной коробке вставляют упоры, между которыми укладывают в горизонтальном положении обрабатываемый материал. Вращением винта задних тисков материал зажимают. Упоры следует располагать ниже плоскости обрабатываемой древесины, чтобы инструмент их не задевал. Для лучшего удерживания обрабатываемого материала на верстаке в упоре, примыкающем к древесине, делают насечку. В гнезде упор держится пружиной. При обработке материала в вертикальном положении его зажимают либо в передних, либо в задних тисках. Для обработки оконные створки, дверные полотна, форточки кладут между двумя гребенками и зажимают задними тисками.
Основание верстака делают из древесины хвойных пород, а верстачную доску (крышку) – из древесины березы, дуба, ясеня, бука. Толщина верстачной доски 60–70 мм, ширина 400–500 мм.
По росту верстак подбирают следующим образом: столяр или плотник должен встать около верстака и опереться на него ладонями. Если в выпрямленном состоянии столяр без затруднений опирается на верстак, то он подобран правильно. При низком верстаке работающему приходится нагибаться, а при высоком – вытягивать руки, что утомляет его.
При эксплуатации верстака надо следить за его исправностью. Верстачная доска должна быть ровной, без перекосов, так как на перекошенной доске трудно выполнять точную работу. Тиски должны прочно зажимать обрабатываемый материал, а болты, закрепляющие верстак, должны быть хорошо затянуты. Клинья должны входить в гнездо плотно, но не слишком туго, чтобы не выколоть их края, причем гнезда должны иметь одинаковый размер, чтобы клин можно было вставить в любое гнездо.
Винты делают обычно металлическими, реже деревянными. Для плавного движения винты и ходовые части верстака периодически смазывают. В нерабочем состоянии винты рекомендуется держать слегка затянутыми.
Для повышения долговечности верстак после изготовления покрывают олифой. Не следует устанавливать его вблизи отопительных приборов, ставить на него горячие предметы, а также подвергать увлажнению.
При выполнении работ, в процессе которых можно повредить верстак (пиление, долбление, сверление, резание стамеской), необходимо под обрабатываемые элементы положить доску-подкладку.
Рабочее место должно быть хорошо освещено равномерным светом, содержаться в чистоте, быть очищено от щепы, стружки, опилок и др. По окончании работы его нужно убирать.
Мелкие детали зажимают струбцинами. Они представляют собой скобу, через один конец которой проходит винт диаметром 20–25 мм с ручкой диаметром 25–30 мм. Струбцины могут быть деревянными) или металлическими (рис. 6, б). Металлические струбцины более прочны. Для склеивания небольших делянок в щиты применяют металлические ваймы
Шлифовальные станки по дереву – это оборудование предназначенное для чистовой обработки заготовок, с целью уменьшения шероховатостей и выравнивания поверхности. Каким бы ни был шлифовальный станок по дереву, но его задачей всегда стояла задача повышения эстетической привлекательности конечных продуктов мебельной промышленности. Оборудование для шлифования можно разделить на две большие группы: ручные шлифовальные машины и стационарные шлифовальные станки.
Ручные шлифовальные станки по дереву
Вопреки мнению большинства, используя ручные станки для шлифования по дереву можно достичь вполне хорошего качества шлифовки. Конечно же, это требует определенных навыков и опта. Большие стационарные шлифовальные станки не заменяют ручные, а скорее дополняют их, ведь ручные шлифовальные станки могут использоваться индивидуальной шлифовки отдельных частей заготовок. Для небольших предприятий с средним объемом производства ручные машины могут заменить большие шлифовальные станки по дереву. Как и большие шлифовальные станки по дереву ручные имеют разную систему шлифования. Это может быть эксцентриковый механизм шлифования, шлифовка лентой, механизм для грубого шлифования, а также вальцевые механизмы шлифовки. Использование той или иной машинки и абразивного материала завит от особенностей полируемой поверхности. Например, при обработке твердопородных заготовок и шпона используются абразивные материалы с закрытой структурой зерна. При обработке мягкопородных заготовок применяются шлифовальные ленты с редким зерном. Для шлифовки лакированных поверхностей используют более мягкие шлифовальные материалы.
Стационарные шлифовальные станки по дереву
Для шлифования поверхностей заготовок в промышленных объемах используются стационарные шлифовальные станки по дереву. Не смотря на то, что шлифовальные станки внешне очень схожи, внутренне устройство, принципы шлифования отличаются в зависимости от используемых материалов. Шлифовальные станки по дереву для плитных материалов имеют различные шлифовальные агрегаты. Наиболее часто встречающийся широколенточный вальцовый агрегат. Абразивная лента находится на двух валах и поступательно движется против подачи заготовки. Существуют также шлифовальные агрегаты с утюжком, комбинированные, агрегаты продольного шлифования и многие другие.