

§ 8.2. Термическая обработка чугуна
Чугун подвергают отжигу, нормализации, закалке, отпуску и химико – термической обработке.
Отжиг отливок из белого чугуна производится по режимам, на графике (рис. 8.2.). При отжиге происходит распад цементита с образованием графита, т. е. процесс графитизации. В результате отжига белого чугуна получают ковкий чугун с хлопьевидной формой графита.
Разложение цементита ледебурита и цементита вторичного (частично) происходит на первой стадии графитизации, которую проводят при температуре выше критической (950 – 1000 °С).
Разложение эвтектоидного цементита происходит на второй стадии графитизации при температуре ниже критической (740 – 720 °С), или при медленном охлаждении в интервале критических температур (760 – 720 °С). Отжиг белого чугуна с получением ферритного ковкого чугуна называют полным графитизирующим отжигом.
Ковкий чугун маркируется буквами КЧ и цифрами. Первые цифры показывают предел прочности при растяжении, последующая цифра –относительное удлинение. Применяются следующие марки: КЧ30 – 6, КЧ35 – 10, КЧ45 – 6, КЧ56 – 4, КЧ63 – 2 и др.
Отжиг отливок для снятия внутренних напряжений проводят при температуре 500 – 650 °С с выдержкой 3 – 10 (в зависимости от размера).
Графитизирующий отжиг серого и высокопрочного чугунов проводят при температуре 680 – 750 °С с выдержкой 1 – 4 , (происходит графитизация и частичная сфероидизация эвтектоидного цементита) для снижения прочности, твердости, улучшения обрабатываемости чугуна на металлорежущих станках и стабилизации размеров отливки.
Графитизирующий отжиг отливок отбеленного и половинчатого чугунов проводят при температуре 900 – 950 °С с выдержкой 1 – 5 ч для графитизации цементита ледебурита или избыточного цементита и получения структуры – перлит + графит.
Нормализацию отливок из серого, высокопрочного и ковкого чугуна проводят при температуре 850 – 950 °С для растворения части графита в аустените с целью получения перлитного чугуна из ферритного или феррито – перлитного чугуна. В результате повышаются твердость и износостойкость.
Закалку отливок из серого, высокопрочного и ковкого чугунов проводят при нагреве до температуры 850 – 930 °С с выдержкой 0,5 – 3 ч и охлаждением в масле. Время выдержки зависит от массы обрабатываемых деталей и структуры чугуна. При закалке образуется мартенсит.
Низкий отпуск проводят при температуре 200 – 250 °С для деталей, работающих на износ. Чугунные отливки, деталей, не работающих на износ, подвергают высокому отпуску при температуре 500 – 600 °С.
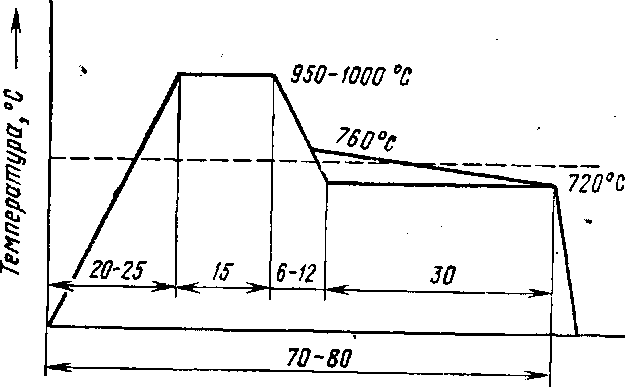
Рис.8.2. График режима отжига белого чугуна для
получения ковкого чугуна
.
Повышение износостойкости чугунных отливок достигается и при изотермической закалке по режиму: температура нагрева 840 – 870 °С с последующим охлаждением в расплавленной селитре при температуре 280 – 340 °С. Выдержка в селитре составляет 40 – 90 мин. При этом происходит изотермический распад аустенита и образование структуры игольчатый троостит + графит. Изотермическая закалка повышает твердость и прочность при сохранении пластичности.
Старение искусственное и естественное применяют для снятия внутренних напряжений в отливках.
Естественное старение осуществляют на открытом воздухе или в помещении склада в течение 10 – 16 мес. Этот способ удлиняет производственный цикл.
Искусственное старение осуществляют в печи. Отливки в печь загружают при температуре 100 – 200 °С. Затем печь нагревают до температуры 550 – 570 °С со скоростью 30 – 60 град/ч. Отливки выдерживаются в печи 3 – 5 ч и затем охлаждаются вместе с печью со скоростью 20 – 40 °С/ч до температуры 150 – 200 °С|, а затем охлаждаются на воздухе. Искусственное старение позволяет устранить внутренние напряжения, повысить вязкость и исключить деформации и коробления при механической обработке и эксплуатации станков и машин.
Чугунные отливки в некоторых случаях подвергаются и поверхностной закалке.
Чугунные изделия подвергают также химико – термической обработке: азотированию, алитированию и диффузионному хромированию. Режимы химико – термической обработки аналогичны режимам обработки стали.