

Задание 2
1. Ознакомиться с оборудованием и оснасткой для проведения процессов ковки, применяемых в цехе № 93.
2. Определить исходные материалы для получения поковок.
3. Проанализировать технологические процессы операций ковки, применяемых в цехе.
4. Заполнить Листы 1, 3 отчета.
3. Объемная штамповка
Штамповка – способ пластической деформации заготовки давлением при сближении частей штампа, в результате чего происходит принудительное перераспределение металла заготовки, либо разделением ее на части.
Основными видами объемной штамповки являются:
-
горячая, происходящая в условиях, близких к горячей деформации;
-
холодная – в условиях холодной деформации;
-
теплая – в условиях неполной холодной деформации;
-
полугорячая – в условиях неполной горячей деформации.
3.1. Горячая объемная штамповка
Штамповка в открытых штампах (рис. 6) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой (заусенец), который закрывает выход из полости штампа и заставляет основной металл целиком заполнять всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высоких требований к точности заготовок по массе. Облой затем обрезают в специальных штампах.
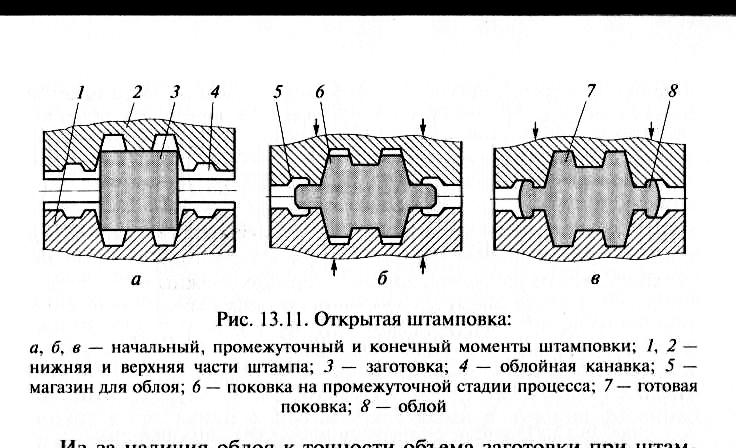
Рис. 6. Открытая штамповка:
а, б, в – начальный, промежуточный и конечный момент штамповки; 1, 2 – нижняя и верхняя части штампа; 3 – заготовка; 4 – облойная канавка; 5 – магазин для облоя; 6 – поковка на промежуточной стадии процесса; 7 – готовая поковка; 8 – облой.
Штамповкой в открытых штампах можно получать поковки практически всех типов (см. рис. 1).
Штамповка в закрытых штампах (рис. 7) характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование облоя в нем не предусмотрено. очевидно, что в данном случае масса заготовки практически полностью расходуется на получение изделия. Поэтому во избежание перегрузки штампа и оборудования предъявляются жесткие требования к соблюдению точного равенства объемов заготовки и полости штампа. Устройство таких штампов зависит от типа машины, на которой штампуют. При штамповке на прессах нижняя половина штампа имеет полость, а верхняя – выступ, при штамповке на молотах – наоборот.
К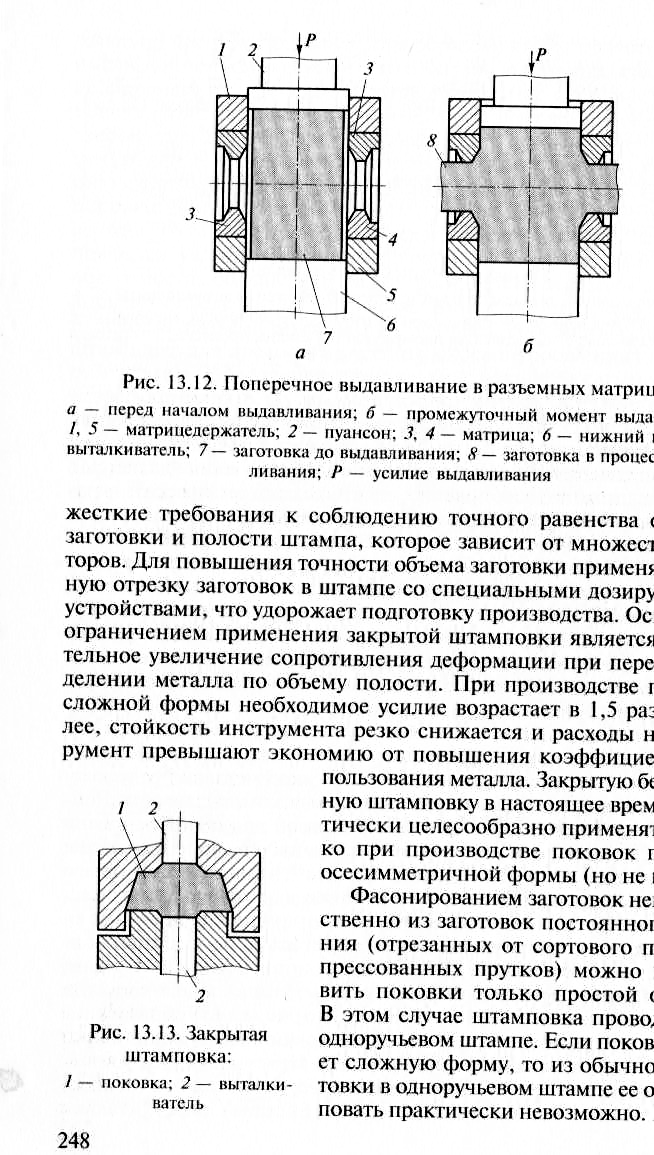 ак
правило, штамповкой в закрытых штампах
получают диски, колеса, втулки и кольца.
Достоинством штамповки в закрытых
штампах является уменьшение расхода
металла, так как нет отхода в облой. По
этой же причине поковки имеют более
благоприятную структуру, так как волокна
металла обтекают контур поковки, а не
перерезаются в месте выхода металла в
облой. Металл при этом способе штамповки
деформируется в условиях всестороннего
неравномерного сжатия при бо́льших
сжимающих напряжениях, чем в открытых
штампах. Это позволяет получать бо́льшие
степени деформации и штамповать
малопластичные сплавы.
ак
правило, штамповкой в закрытых штампах
получают диски, колеса, втулки и кольца.
Достоинством штамповки в закрытых
штампах является уменьшение расхода
металла, так как нет отхода в облой. По
этой же причине поковки имеют более
благоприятную структуру, так как волокна
металла обтекают контур поковки, а не
перерезаются в месте выхода металла в
облой. Металл при этом способе штамповки
деформируется в условиях всестороннего
неравномерного сжатия при бо́льших
сжимающих напряжениях, чем в открытых
штампах. Это позволяет получать бо́льшие
степени деформации и штамповать
малопластичные сплавы.
Рис. 7. Закрытая штамповка:
1 – поковка; 2 - выталкиватель
К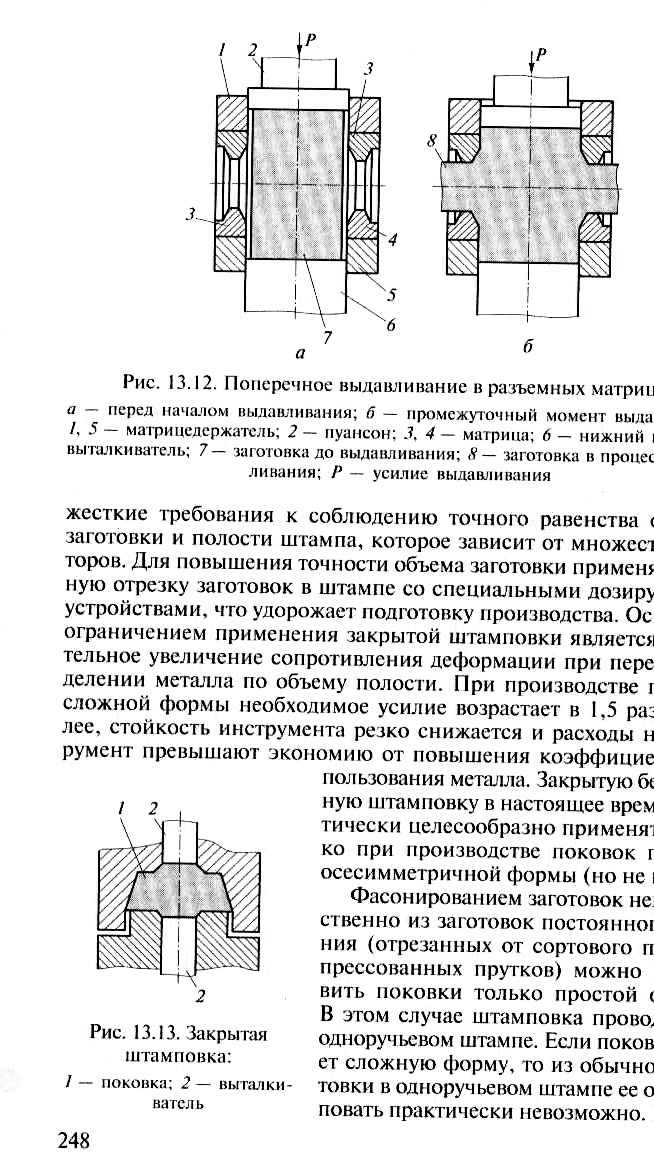 штамповке в закрытых штампах можно
отнести штамповку выдавливанием
(рис. 8) и прошивкой,
так как штамп в этих случаях выполняют
по типу закрытого и заусенец не
предусматривают.
штамповке в закрытых штампах можно
отнести штамповку выдавливанием
(рис. 8) и прошивкой,
так как штамп в этих случаях выполняют
по типу закрытого и заусенец не
предусматривают.
Рис. 8. Поперечное выдавливание в разъемных матрицах: а – перед началом выдавливания;
б – промежуточный момент выдавливания;
1, 5 – матрицедержатель; 2 – пуансон; 3, 4 – матрица; 6 – нижний пуансон и выталкиватель;
7 – заготовка до выдавливания; 8 – заготовка в процессе выдавливания; Р – усилие выдавливания.
Оборудование и оснастка. В современных кузнечных цехах основным способом разделки проката на заготовки является точная резка на ножницах и прессах. Технология формоизменения зависит от вида применяемого оборудования. Для штамповки применяют кривошипные горячештамповочные прессы (КГШП), горизонтально-ковочные машины (ГКМ), гидравлические прессы, современные машины динамического действия, гибочные машины, крутильные машины и др. оборудование. При массовом производстве поковок относительно небольшого размера применяют горячештамповочные автоматы. Штамповку на молотах в настоящее время не применяют из-за ряда недостатков: шум и вибрации; пониженная производительность; неприспособленность к современным условиям механизации и автоматизации, большие штамповочные уклоны и др.
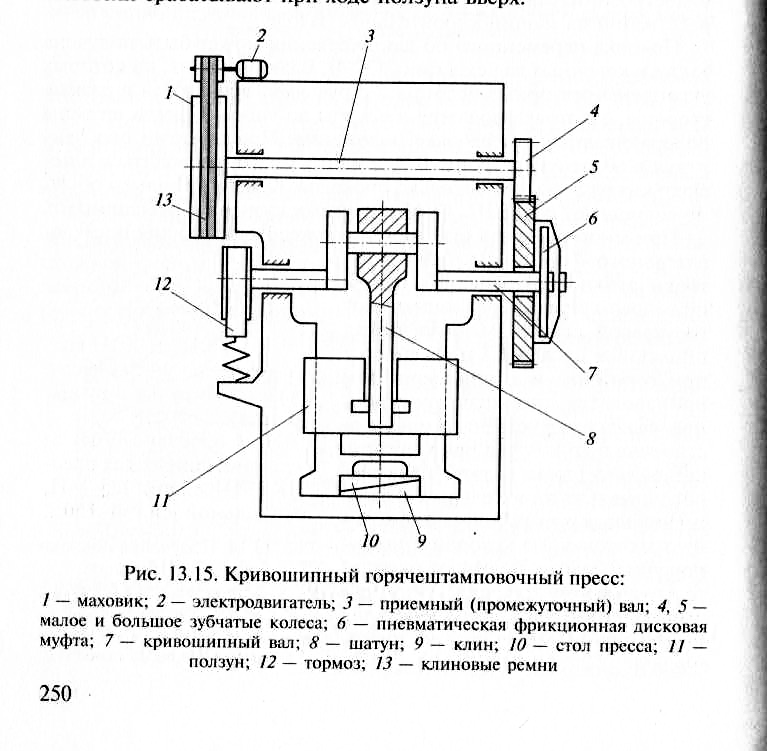
Рис. 9. Кривошипный горячештамповочный пресс:
1 – маховик; 2 - электродвигатель; 3 – приемный промежуточный вал; 4, 5 – малое и большое зубчатые колеса; 6 – пневматическая фрикционная дисковая муфта; 7 – кривошипный вал; 8 – шатун; 9 – клин;
10 – стол пресса; 11 – ползун; 12 – тормоз; 13 – клиновые ремни
Поковки простой конфигурации, не имеющие большой разности сечений по высоте (длине), обычно штампуют в штампах с одной плоскостью, в так называемых одноручьевых штампах.
Ручей - углубление (полость) на соприкасающихся областях штампа, форма которой соответствует будущей форме заготовки, которую она должна иметь после обработки в этом ручье.
Фасонные поковки получают путем последовательной формовки в различных ручьях (рис. 10).
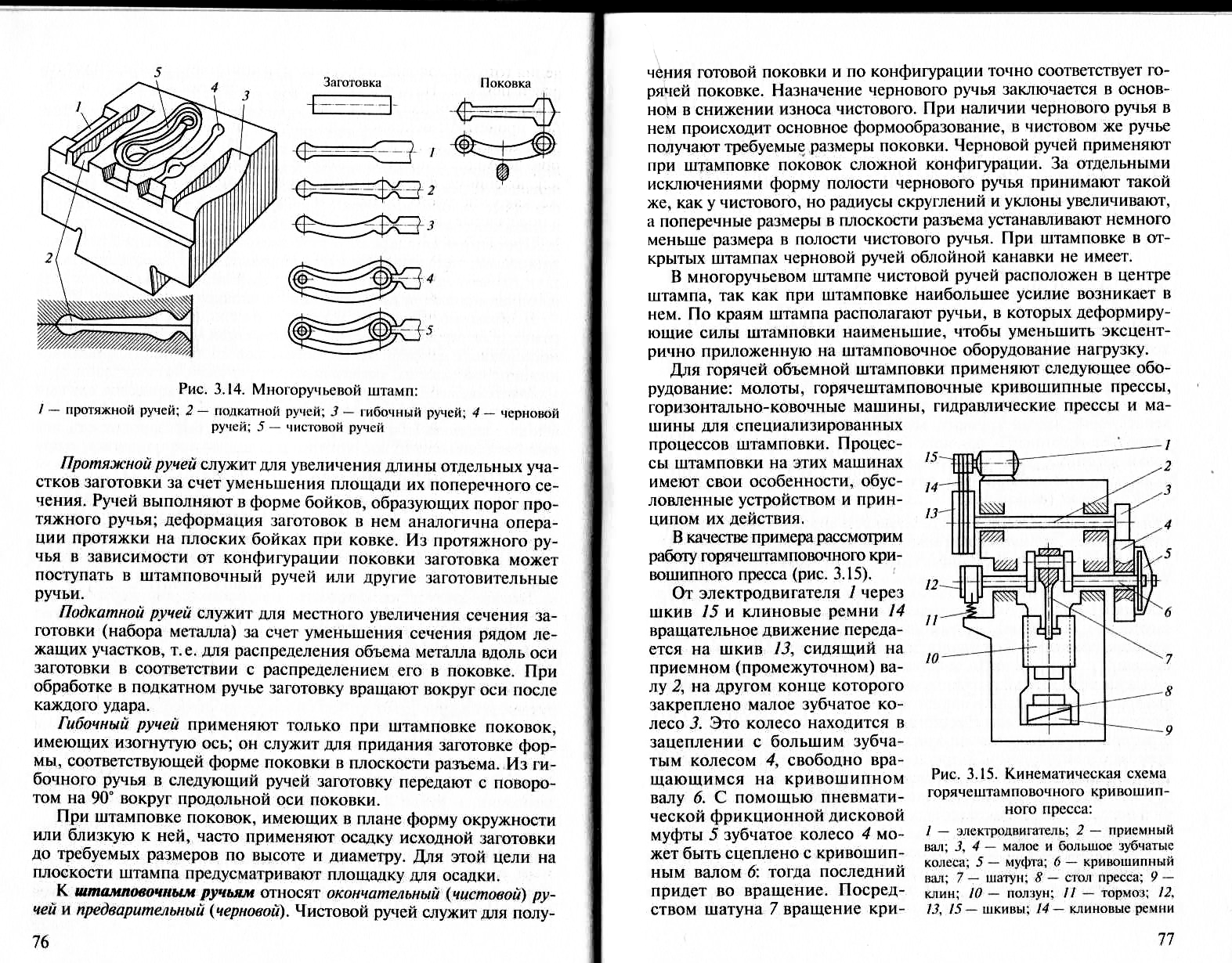
Рис. 10. Многоручьевой штамп:
1 – протяжной ручей; 2 – подкатной ручей; 3 – гибочный ручей; 4 – черновой ручей; 5 – чистовой ручей