

2.2. Исходные материалы
Исходным материалом для ковки служат слитки, прокат и прессованные заготовки. Малые (до 50 кг) и средние (до 250 кг) поковки (вагонные оси, шатуны, небольшие коленчатые валы, кольца крупных подшипников, рычаги, крюки, заготовки для штамповочного инструмента и др.) изготавливают из блюмов, сортового проката и прессованных заготовок. Тяжелые поковки массой свыше 250 кг (судовые прямые и коленчатые валы, валы гидрогенераторов и турбин, колонны прессов, прокатные валки и др.) проводят из слитков круглого, многогранного и квадратного сечений. Пустотелые крупные поковки (цельнокованные барабаны сосудов и котлов высокого давления, роторы генераторов, турбинные диски, трубы и кольца) куют из полых слитков.
2.3. Основные операции ковки
К основным операциям ковки относятся осадка, высадка, протяжка, обкатка, раскатка, прошивка, отрубка, гибка, скручивание (рис. 4).
-
Осадка – операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения (рис. 4, а – в). Осаживают заготовки между бойками или подкладными плитами, которые могут быть гладкие или с углублениями, отверстиями (соответственно осадка без истечения и с истечением). При осадке основная масса металла свободно истекает в стороны. Уменьшение толщины заготовки при ее осадке называют обжатием.
-
Высадка – разновидность осадки – металл осаживают лишь на части длины заготовки.
-
Прошивка – операция получения полостей в заготовке за счет вытеснения металла (рис. 4, г). Прошивкой можно получить сквозное отверстие или углубление. Инструментом для прошивки служат прошивни (рис. 4, е) сплошные и пустотелые; последними прошивают отверстия большого диаметра (400…900 мм). При сквозной прошивке сравнительно тонких поковок применяют подкладные кольца (рис. 4, д). Более толстые поковки прошивают с двух сторон без подкладного кольца (рис. 4, г). Диаметр прошивня выбирают не более 1/3…1/2 наружного диаметра заготовки; при большем диаметре прошивки заготовка значительно искажается. Прошивка сопровождается отходом (выдрой).
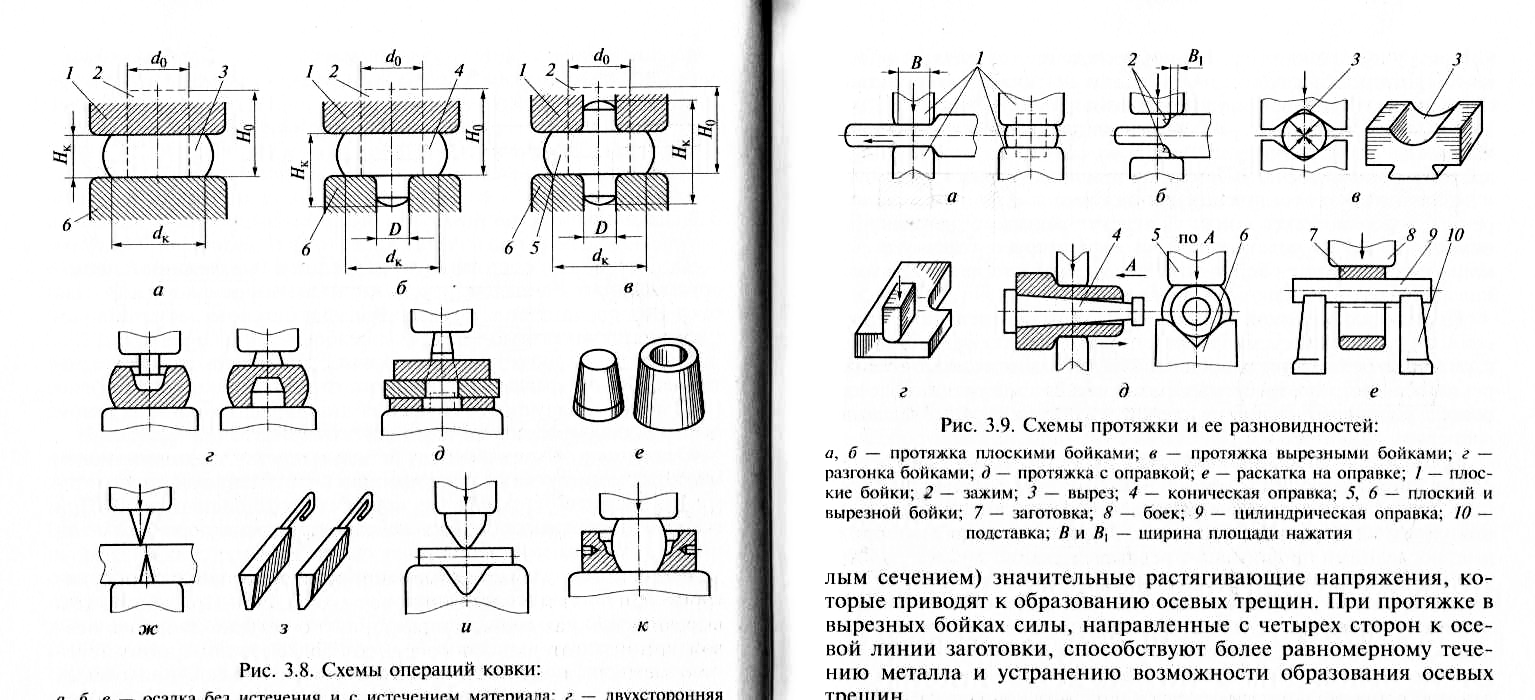
Рис. 4. Схемы операций ковки:
а, б, в – осадка без истечения и с течением материала; г – двухсторонняя прошивка;
д – сквозная прошивка; е – прошивни; ж – отрубка; з – топоры; и – гибка; к – штамповка в подкладных штампах; 1 – верхние плиты; 2 – заготовки; 3, 4, 5 – поковки; 6 – нижние плиты; D – диаметры отверстий в плитах; d0 и dк – диаметр соответственно заготовок и поковок; Н0 и Нк – высока заготовки соответственно начальная и конечная.
-
Отрубка – операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента (рис. 4, ж). Инструмент для отрубки – топоры различной формы (рис. 4, з). Отрубку применяют для получения из заготовок большой длины несколько коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитков и т.п.
-
Гибка – операция придания заготовке изогнутой формы по заданному контуру (рис. 4, и). Этой операцией получают угольники, скобы, крючки, кронштейны и т.п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления к заданному углу изгиба заготовки подбирают соответствующий радиус скругления.
-
Протяжка (рис. 5) – операция удлинения заготовки или ее части за счет уменьшения площади ее поперечного сечения (на рис. 5, а пунктиром показан контур первоначальной заготовки). Протяжку проводят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому, с подачей заготовки вдоль оси протяжки и поворотом ее на 90о вокруг этой оси. При каждом нажатии уменьшается высота сечения, увеличиваются длина и ширина заготовки. Чем меньше подача заготовки при каждом нажатии, тем интенсивнее удлинение. Однако при слишком малой подаче могут получиться зажимы 2 (рис. 5, б). Протягивать можно плоскими (рис. 5, а) и вырезными (рис. 5, в) бойками. При протяжке на плоских бойках в центре изделия могут возникнуть значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке в вырезных бойках силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин.
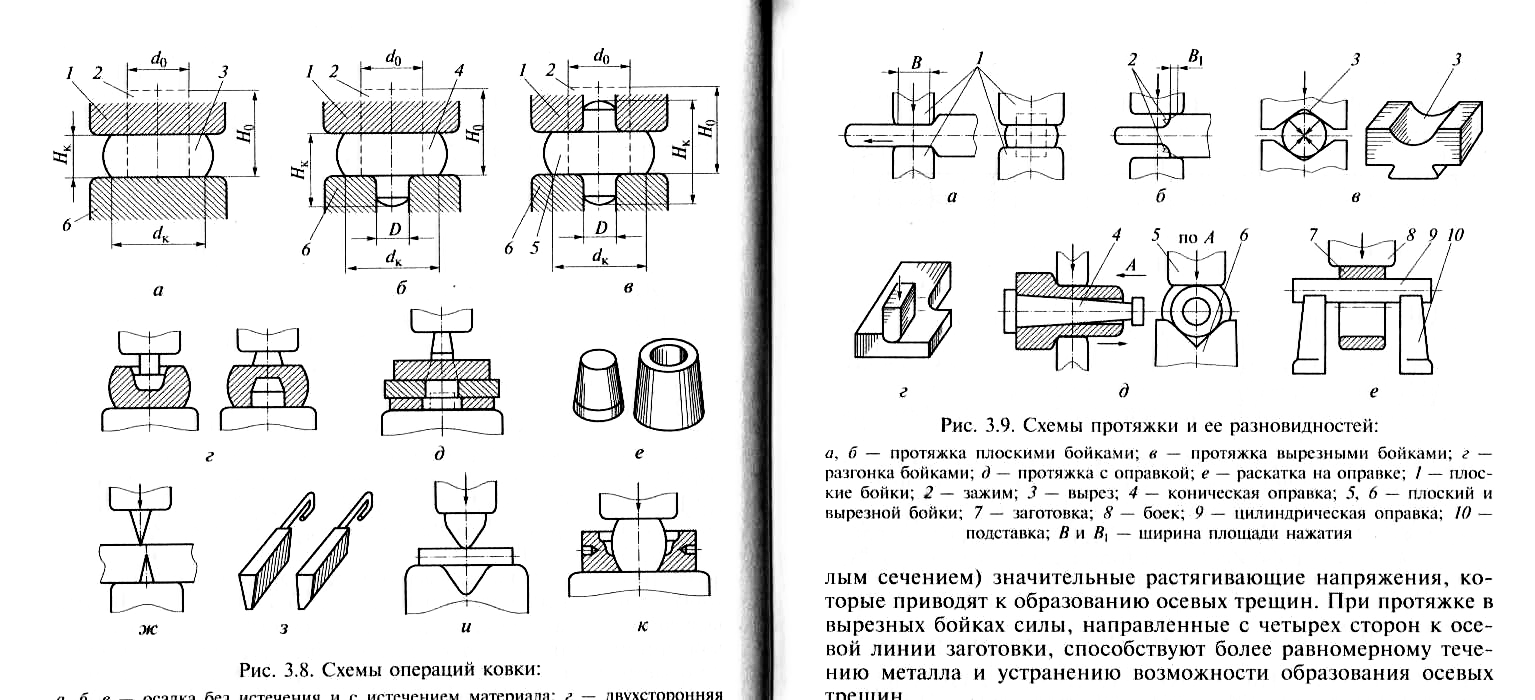
Рис. 5. Схемы протяжки и ее разновидностей:
а, б – протяжка плоскими бойками; в – протяжка вырезными бойками; г – разгонка бойками; д – протяжка с оправкой; е - раскатка на оправке; 1 – плоские бойки; 2 – зажим;
3 – вырез; 4 – коническая оправка; 5, 6 - плоский и вырезной бойки; 7 – заготовка; 8 – боек; 9 – цилиндрическая оправка; 10 - подставка; В и В1 – ширина площади нажатия.