

4. Методика выполнения работы
Формным
материалом служит формная пластина на
стальной подложке толщиной 0,3 мм с
нанесенным на нее фотополимеризуемым
слоем толщиной 0,2 мм. Защитная пленка
удаляется с поверхности ФПС перед
основным экспонированием. Фотоформой
служит диапозитив, имеющий зеркальное
изображение. Размеры элементов изображения
на фотоформе должны быть не менее 50 мкм.
Оптическая плотность прозрачных
участков Dmin![]() 0,06,
непрозрачных
Dmax
0,06,
непрозрачных
Dmax![]() 3,0.
Формная пластина должна иметь размеры,
на 25-30 мм превышающие размеры изображения
на фотоформе, и соответствовать
формату печатного станка.
3,0.
Формная пластина должна иметь размеры,
на 25-30 мм превышающие размеры изображения
на фотоформе, и соответствовать
формату печатного станка.
Формная пластина экспонируется в копировальной установке за фотоформой с последующим экспонированием за растром тампонной печати с Sотн =85%. Время основного экспонирования и экспонирования за растром тампонной печати указывается преподавателем.
Копии, изготовленные на пластине типа WSM-73, вымываются водой при температуре 22-25°С, а на пластине типа STM-52 — вымывным раствором на основе этилового спирта (80-85%) при температуре 20-26°С. Вымывание проводится в кювете при механическом воздействии вымывной щетки. Вымытая форма ополаскивается в свежей порции вымывного раствора и высушивается потоком воздуха комнатной температуры. С целью окончательной полимеризации слоя проводится дополнительное экспонирование печатной формы в копировальной установке в течение 8-10 мин. Для повышения устойчивости пробельных элементов к истиранию, проводится термообработка формы в течение 20 — 30 минут при температуре 80+120 °С в зависимости от типа пластин. С целью сокращения времени выполнения лабораторной работы операция термообработки может не проводиться.
На готовой форме измеряется глубина печатающих элементов, контролируется наличие и размер опорных точек и оценивается точность воспроизведения размеров печатающих элементов. Измерения проводятся с помощью микроскопа. Наличие опорных точек на участках изображения контролируется с помощью лупы.
Таблица 14.1
Данные показателей печатной формы
|
Глубина печатающих элементов h, мкм
|
Размер опорных точек d, мкм
|
Воспроизведение штрихов |
||
|
Толщина штриха на фотоформе 1фф., мкм |
Толщина штриха на печатной форме |
Величина искажений Д1, мкм |
||
|
|
|
|
|
|
5. Порядок выполнения работы
-
Подготовить образец формной пластины соответствующего размера.
-
Изготовить печатную форму тампонной печати.
-
Заполнить по заданной форме карту технологического процесса.
-
Измерить глубину печатающих элементов формы. Данные занести в табл. 14.1.
-
Измерить размеры печатающих элементов формы и определить величину искажений по сравнению с их размерами на фотоформе. Данные занести в табл. 14.1.
-
Оценить наличие опорных точек на различных участках изображения. Измерить диаметр опорных точек. Данные занести в табл. 14.1.
-
Сделать выводы о качестве изготовленной формы тампон-Ной печати.
6. Оборудование и инструменты
6.1. Копировальная установка (экспозиционная камера) МВМ 2030 («Morlock»). . 6.2. Вентилятор или сушильный шкаф.
6.3. Микроскоп МПБ-2, микроскоп МБУ-4А с окуляр- микрометрической насадкой.
-
Щетка для вымывания.
-
Кювета.
-
Лупа 10х.
7. Материалы
-
Формные пластины типа STM-52, ST-49 —: Спиртовымывные, или типа WS-40, WS-73 — водовымывные.
-
Вымывной раствор (или вода).
-
Фотоформа.
-
Растр тампопечати.
8. Содержание письменного отчета
-
Наименование, цель и содержание работы, дата выполнения работы.
-
Технологическая карта процесса изготовления формы тампонной печати на фотополимеризуемой пластине.
-
Результаты оценки качественных параметров изготовленной формы.
-
Выводы по работе.
9. Литература
-
Сорокин Б.А. Тампонная печать. М.: МГУП, 2001. С. 13-21.
-
Киппхан Г. Энциклопедия по печатным средствам информации. М.: МГУП, 2003. С. 459-460.
Лабораторная работа №12
Изучение технологии «компьютер — печатная форма»
с применением светочувствительных формных пластин
плоской офсетной печати
1. Цель работы
Изучить цифровую технологию изготовления офсетных форм и оценить их качество с использованием тест-объекта DIGI CONTROL WEDGE.
2. Содержание работы
2.1. Изучить методы контроля процесса изготовления печатных форм по технологии «компьютер — печатная форма».
2.2. Ознакомиться со строением светочувствительных формных пластин, используемых в цифровых технологиях.
-
Изготовить печатные формы на фотополимеризуемых формных пластинах.
-
Определить репродукционно-графические показатели печатных форм.
3. Теоретическое обоснование
По технологии «компьютер — печатная форма» (СТР) поэлементная запись оцифрованной информации производится в формовыводном устройстве лазерным излучением на офсетную формную пластину. При использовании светового воздействия излучения с длиной волны в диапазоне длин волн от 380 до 700 нм, в регистрирующем слое формной пластины в зависимости от природы приемного слоя протекают фотохимические или электрофотографические процессы.
Фотохимические процессы, происходящие под действием лазерного излучения в фотополимеризуемых и серебросодержащих слоях, приводят при последующей обработке к разделению участков поверхности формной пластины на печатающие и пробельные элементы. В процессе лазерного экспонирования в фотополимеризуе-мом слое начинаются процессы полимеризации, заканчивающиеся при последующем нагревании формной пластины. Фотополимери-зуемый слой уменьшает растворимость под действием света и тепла в результате сшивки макромолекул полимера (рис. 16.1).
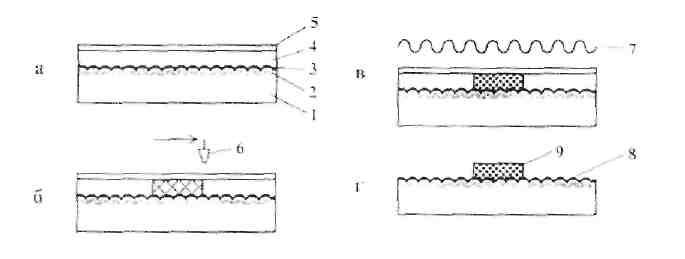
слоем: а — формная пластина; б — лазерное экспонирование; в — нагревание;
г — форма после обработки. 1 — алюминиевая подложка; 2 — оксидный слой;
3 — гидрофильный слой; 4 — фотополимеризуемый слой; 5 — защитный слой;
6 — лазер; 7 — нагреватель; 8 — пробельные элементы;
9 — печатающие элементы
Наибольшее применение имеют пластины, экспонируемые зеленым лазером с c=532нм или фиолетовым лазерным диодом с λ=410 нм и требующие после записи нагревания при t=100÷110oC для завершения процесса полимеризации и повышения устойчивости экспонированных участков к действию проявителя. При использовании пластин, не требующих нагревания после записи, количество операции формного процесса сокращается. Последующая обработка формы включает: промывку для удаления защитного слоя, проявление изображения и гуммирование формы (гуммирование на рис. 16.1 не показано). В результате проявления неэкспонированные участки слоя растворяются в щелочном проявителе и обнажается гидрофильный слой на поверхности пробельных элементов. Печатающими элементами формы служит гидрофобный полимеризованный слой. Для повышения тиражестойкости готовые формы могут быть подвергнуты термообработке.
Режимы выполнения технологических операций и показатели печатной формы, изготовленной по цифровой технологии, контролируются с помощью тест-объекта, представленного в цифровом виде. Содержание тест-объекта DIGI CONTROL WEDGE приведено на рис. 16.2. Тест-объект включает 7 фрагментов.

Фрагмент 1 служит для визуального контроля фокусировки лазерного луча и формы лазерного пятна на экспонируемой поверхности.
Фрагмент 2 предназначен для визуального контроля экспозиции путем оценки различимости круглых полей на фоне фрагмента. При правильно подобранной экспозиции круглые поля сливаются с фоном, а при неправильно — становятся различимы.
Фрагмент 3 служит для контроля воспроизведения штриховых элементов.
Фрагмент 4 представляет собой независимую от RIP растровую шкалу с полями, расположенными попарно для удобства контроля воспроизведения растровых элементов в светах и тенях (S0TH 1% и 99%; 2% и 98% и т.д.) и, отдельно, в полутонах изображения. Процесс калибровки формовыводного устройства контролируется по отсутствию изменений относительной площади растровых точек на 50% поле.
Фрагменты 5, 6, 7 содержат информацию о растрировании, тест-объекте и типе формных пластин.