

5.2.4. Импульсные источники питания для сварки, пульсирующей дугой
Эти источники (рис. 5.15.) рекомендуются для соединения деталей малой толщины, так как при правильном подборе параметров импульсов и пауз удается снизить опасность прожога и получить равномерное проплавление шва по всей длине с минимальными деформациями.
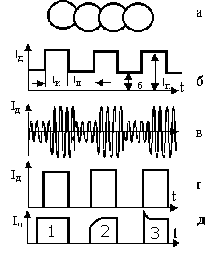
Рис.5.15. Сварка пульсирующей дугой: а – формирование шва; б – пульсирующий переменный ток; г – импульсный ток; Д – формы импульсов: 1 – прямоугольный импульс; 2- со скошенным передним фронтом; 3 – со скошенным задним фронтом
Программное управление током в таких источниках осуществляется с помощью маломощного генератора импульсов - полупроводникового мультивибратора.
Время импульса и паузы должны настраиваться независимо друг от друга в интервале 0,04-1,0 с. Ток импульса и паузы должен настраиваться плавно и независимо друг от друга. Глубина модуляции, т.е. отношение тока импульса к току паузы Iи/Iп должна изменяться от 1 до 10.