

5.2.2. Источники питания постоянного тока
Такие источники (рис. 5.13.) рекомендуются для сварки большинства материалов малых и средних толщин, кроме алюминиевых сплавов. Сварка, как правило, выполняется током прямой полярности (минус на электроде, плюс на детали).
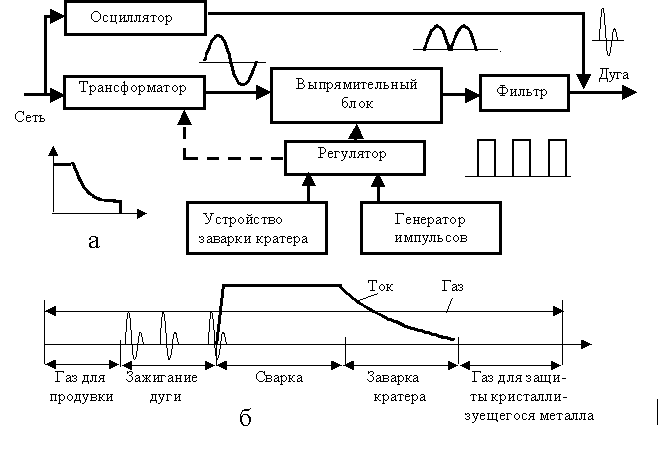
Рис. 5.13. Блок схема (а) и циклограмма (б) источника постоянного тока
При сварке неплавящимся электродом внешняя характеристика источника должна быть крутопадающей с напряжением холостого хода около 50-60В, что в 4-6 раз превышает рабочее напряжение.
Начальное зажигание дуги в большинстве случаев осуществляется бесконтактным способом с помощью высоковольтного высокочастотного генератора - осциллятора или возбудителя.
Защита основного источника питания от высокого напряжения высокочастотного генератора осуществляется с помощью фильтра высоких частот. При контактном способе зажигания дуги с большим током короткого замыкания наблюдаются недопустимые включения вольфрама в металл шва и повышенный расход электрода.
Заварка кратера при механизированной сварке должна обеспечиваться плавным снижением тока специальными устройствами. Эти же устройства можно использовать для обеспечение плавного нарастания тока в начале сварки и для контактного зажигания дуга с одновременным отводом электрода от изделия на заданную длину дуги. Это обеспечивает защиту электрода от разрушения и исключает вольфрамовые включения в начала шва. Поэтому источни-ки постоянного тока должны обеспечивать плавное изменение тока с высокой краткостью - не менее пяти. Обычные регуляторы тока воздействуют на тиристорный выпрямительный блок (изменяя угол поджигания тиристора) или обмотку управления трансформатора. В новейших конструкциях источников регулирование выполняется с помощью инвертора, или полупроводникового коммутатора.
Источник питания, указанного типа, должен обеспечить;
- программное управление последовательностью включения отдельных устройств, (рис.5.13 б).
- продувку шлангов газом в течение 0,5-3 с, включение осциллятора;
- сварку в течение длительного времени, заварку кратера в течение 3-15 с;
- защиту шва газом в течение 3-З0 с после окончание горения дуги.
5.2.3. Источники переменного тока
Для сварки легких и алюминиевых сплавов используются источники переменного тока (рис.5.14, а). Это объясняется особенностью технологии сварки этих сплавов. а них распространяются все выше изложенные требования, относящиеся к источникам постоянного тока, Кроме того к ним предъявляются требования, вызванные особенностями дуги переменного тока: надежное повторное зажигание дуги при переходе к полупериоду тока обратной полярности, снятие постоянной составляющей тока. Характер изменения тока и напряжения дуги во времени при питании от источника переменного тока приведен на рис. 5.14,б. Различия значения тока и напряжения в полупериоды тока дуги прямой и обратной полярности вызваны отличием электрофизических свойств тугоплавкого вольфрамового электрода и сравнительно легкоплавкого металла изделий из алюминия. В полупериоде прямой полярности, когда катодом является вольфрамовый электрод, мощная термоэлектронная эмиссия способствует снижению падения напряжения в катодной области дуги, росту ее тока iпр и более интенсивному плавлению металла изделия. Повторное зажигание дуги в этот полупериод тока происходит при напряжении близком к напряжению дуги Uпр.
Рис.5.14. Блок-схема (а) и осциллограмма (б) процесса при питании от источника переменного тока
При сварке короткой дугой в аргоне (длина дуги стремится к нулю) напряжение зажигания стремится к 10 В. В полупериоде обратной полярности для зажигания дуги требуется более высокое напряжение Uз обр = 60-200 В. Это вызвано изменением вида эмиссии с катода и затрудняет повторное возбуждение дуги. В связи с этим источники переменного тока снабжаются импульсными стабилизаторами горения дуги, устройство и работа которых описаны в главе 6. Термоэлектронная эмиссия со сравнительно холодного алюминиевого катода ничтожно мала. Дуговой разряд с холодных катодов возможен при автоэлектронной эмиссии, при которой возрастает падение напряжения в катодной области и общее напряжение горения дуги в полупериод тока обратной полярности, превышает 20 В.
Величина тока обратной полярности iобр на 20-50% ниже по сравнению с током прямой полярности. Таким образом кривая тока представляет искаженную синусоиду (рис. 5.14, б), поэтому ее можно рассматривать как сумму симметричного переменного тока i ~ и постоянной составляющей iпост. Постоянная составляющая оказывает негативное влияние на работу оборудования и технологический процесс в целом. Она вызывает подмагничивание сердечника трансформатора, что приводит к снижению индуктивного сопротивления, а как следствие способствует росту тока в первичной обмотке, перегреву трансформатора. Кроме того, она приводит к сильной вибрации и к повреждению изоляции обмоток.
Вместе с тем в полупериоде обратной полярности идет полезный процесс - интенсивное катодное распыление оксидной пленки Аl2O3 благодаря бомбардировке алюминиевой детали положительными ионами. Сварку алюминиевых деталей на постоянном токе обратной полярности не применяют из-за интенсивного нагрева электрода и разрушения его.