

2.Выбор концепции гибкого производства
Концепция гибкого производства выбирается, исходя из разнообразия операций, выполняемых на рабочем месте, которая определяет серийность производства и может быть оценена коэффициентом закрепления операций:
![]() ,
(3.1)
,
(3.1)
где О – количество операций на участке, выполняемых в течение месяца;
Р – число рабочих мест.
Различным типам производства соответствуют различные концепции гибкого производства:
– если
![]() =1,
то производство массовое и предполагает
создание автоматических линий (нет
необходимости в гибкой автоматизации).
=1,
то производство массовое и предполагает
создание автоматических линий (нет
необходимости в гибкой автоматизации).
– если
![]() ,
то производство крупносерийное и
предполагает разработку ГАЛ.
,
то производство крупносерийное и
предполагает разработку ГАЛ.
– если
![]() ,
то производство среднесерийное и
предполагает разработку ГАУ.
,
то производство среднесерийное и
предполагает разработку ГАУ.
– если
![]() ,
то производство мелкосерийное и
предполагает внедрение ГАУ для нижнего
предела
,
то производство мелкосерийное и
предполагает внедрение ГАУ для нижнего
предела
![]() и внедрение отдельных ГРМ и ГРТК для
верхнего предела.
и внедрение отдельных ГРМ и ГРТК для
верхнего предела.
– если
![]() ,
то
производство
единичное и можно рассмотреть возможность
внедрения отдельных гибких производственных
ячеек (ГРЯ) и РТК.
,
то
производство
единичное и можно рассмотреть возможность
внедрения отдельных гибких производственных
ячеек (ГРЯ) и РТК.
Рассчитаем
закрепления операций:![]() .
Таким образом, производство крупносерийное
и предполагает разработку гибкой
автоматизированной линии (ГАЛ).
.
Таким образом, производство крупносерийное
и предполагает разработку гибкой
автоматизированной линии (ГАЛ).
3. Подбор основного технологического оборудования
Основное технологическое оборудование – это металлообрабатывающие станки входящие в ГПС. При выборе станков, рекомендуемых для встраивания в РТК, следует руководствоваться определенными критериями, основные из которых следующие:
-
Распространенность и перспективность станков, выпускаемых серийно, а также планируемых к серийному выпуску. Целесообразно также создавать РТК на базе широко распространенных в машиностроении моделей станков, имеющихся на данном предприятии.
-
Возможность реализации заданного технологического процесса обработки типовых деталей в условиях разной серийности их выпуска. Исходя из этого, рекомендуется включать в состав РТК следующие станки-полуавтоматы, предназначенные для обработки деталей из штучных заготовок.
-
Размерные параметры станка.
-
Уровень автоматизации станка – основной критерий, определяющий возможность включения станка в состав РТК
Набор станков зависит от технического назначения системы. Основной критерий – степень автоматизации станка. При создании ГПМ подбирают станки которые имеют автоматизированные циклы работы.
Станки должны обеспечивать:
1. Автоматический зажим и открепление детали.
2. Точное и надежное базирование детали у установочного приспособления.
3. Отделение и удаление отходов.
4. Автоматический контроль параметров детали и состояния инструмента.
5. Автоматическая смена инструмента.
6. Связь систем управления ГПМ и станка.
7. Безопасность обслуживающего персонала и автоматическое перемещение ограждения.
8. Высокая надежность.
3.1. Токарный станок модели 16к20ф3.
Токарный станок с ЧПУ модели 16К20Ф3 (рис.2) предназначен для выполнения различных токарных операций на заготовках, установленных в центрах или в патроне. На станках можно обрабатывать изделия цилиндрическими, коническими и фасонными поверхностями, производить наружное точение, сверление, растачивание, нарезание резьбы. Диапазоны регулирования частоты вращения шпинделя и подач позволяют производить обработку изделий из черных и цветных металлов и жаропрочных сталей. Станок оснащен четырехсторонним резцедержателем с быстросменными блоками инструментов, поворот которых осуществляется по программе. Конструкция резцедержателя позволяет устанавливать до восьми инструментов.
Основные данные:
Наибольший диаметр заготовки, мм 500
Наибольшая длина обрабатываемой заготовки, мм 900
Класс точности (ГОСТ 8-82) П
Частота вращения главного шпинделя, мин-1 2000
Число ступеней автоматического переключения шпинделя, шт. 2
Наибольшие размеры резца LxB, мм 25х25
Число электродвигателей, шт. 5
Общая мощность электродвигателей, кВт 13,2
Вращающий момент электродвигателя, Нм 100
Частота вращения электродвигателя:
Главного движения, мин-1 1460
Продольной подачи, мин-1 1000
Устройство ЧПУ «Электроника НЦ-31»
Число управляемых координат, шт. 2
Число координат управляемых одновременно, шт. 2
Масса станка, т 3,8
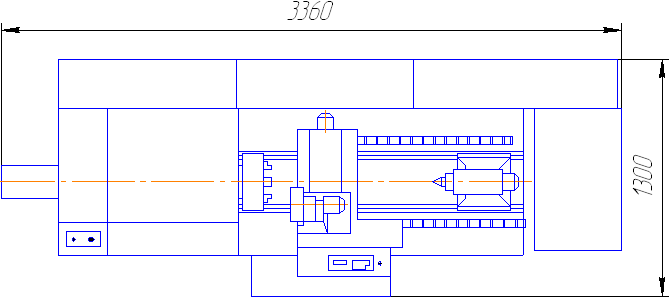
Рис. 2. Габаритный план токарного станка модели 16К20Ф3