

6.2 Расчет усилия запрессовки втулки при ремонте деталей
Определить усилие
запрессовки бронзовой втулки длиной
L,
мм; L
=20 мм и внешним диаметром Ø36 мм в чугунный
кронштейн Ø36![]() ,
если шероховатость сопряженных
поверхностей
,
если шероховатость сопряженных
поверхностей
![]() мм.
мм.
Усилие запрессовки ( в Приложении Б).
Схема полей допусков соединяемых деталей на рисунке 6.1.
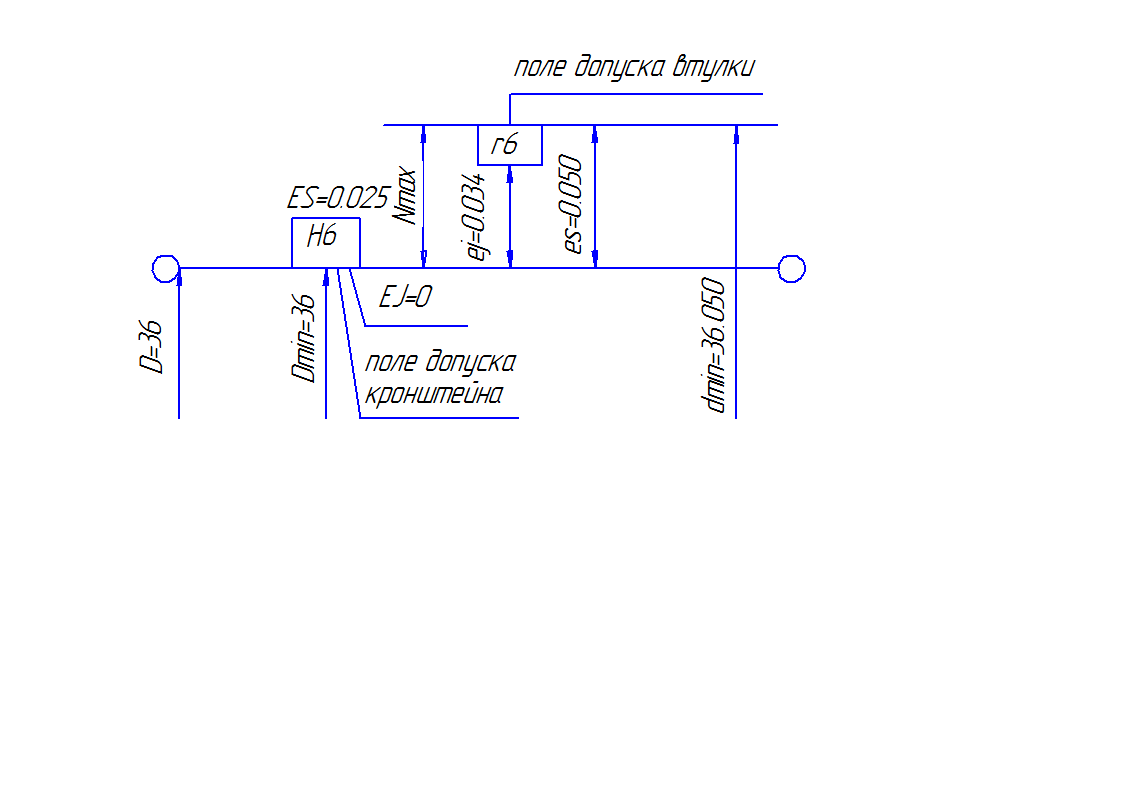 Рисунок
6.1 – Схема
полей допусков соединяемых деталей
Рисунок
6.1 – Схема
полей допусков соединяемых деталей
Усилие запрессовки,
![]() ,
Н; определяется по формуле ([1], с.90 формула
(23)):
,
Н; определяется по формуле ([1], с.90 формула
(23)):
![]() , (6.7)
, (6.7)
где
![]() - коэффициент трения при запрессовке
- коэффициент трения при запрессовке
![]() ([1], с.92 таблица 21);
([1], с.92 таблица 21);
D – Номинальный диаметр поверхности сопряжения
D=36 мм=3.6∙10-2 м (Приложение Б);
L – Длина запрессовки L=20 мм=2∙10-2 м (Приложение Б);
p – Напряжения сжатия, Па; на контактные поверхности определяется по формуле ([1], с.90, формула (24)):
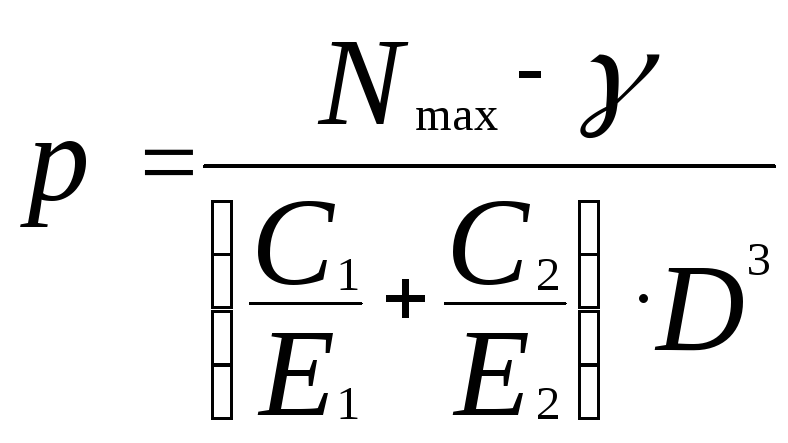 , (6.8)
, (6.8)
где
![]() - максимальный натяг, мм; для посадки
Ø36
- максимальный натяг, мм; для посадки
Ø36![]() определяется по формуле ([1], с.90,
формула (20)):
определяется по формуле ([1], с.90,
формула (20)):
![]() , (6.9)
, (6.9)
где
![]() - наибольший предельный диаметр втулки,
мм (на рисунке 6.1);
- наибольший предельный диаметр втулки,
мм (на рисунке 6.1);
![]() - наименьший
предельный диаметр отверстия кронштейна,
мм (на рисунке 6.1);
- наименьший
предельный диаметр отверстия кронштейна,
мм (на рисунке 6.1);
![]() - сумма
среднеарифметических отклонений профиля
определяется по формуле ([1], с.90, формула
(21)):
- сумма
среднеарифметических отклонений профиля
определяется по формуле ([1], с.90, формула
(21)):
![]() , (6.10)
, (6.10)
где
![]() и
и
![]() - среднее арифметическое отклонение
профиля сопрягаемых поверхностей
соответственно охватываемой и охватывающих
деталей, мм;
- среднее арифметическое отклонение
профиля сопрягаемых поверхностей
соответственно охватываемой и охватывающих
деталей, мм;![]() мм (в Приложении Б);
мм (в Приложении Б);
Е1 и Е1 - модули упругости материала втулки и кронштейна Па;
Е1 =1,1∙10 11 Па; Е2=1,2∙10 11 Па ([1], с.93 (таблица 22));
С1 и С1 – коэффициенты С1=1.87; С2=4.8 ([1], с.91 таблица 20).
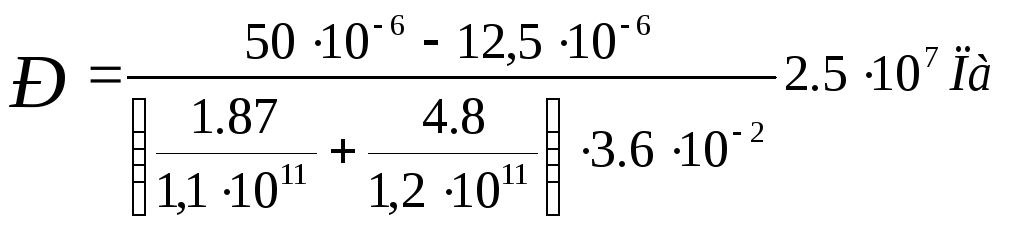
Подстановкой вышеуказанных значений в формулу (6.9), (6.10), (6.8), а затем в формулу (6.7) получаем:
![]() ,
,
![]() ,
,
 ,
,
![]() .
.
Усилие, которое необходимо приложить при запрессовке бронзовой втулки в чугунный кронштейн составляет 5652 Н.
6.3 Расчет температуры нагрева (охлаждения) деталей при сборке
механизма
Определяется
температура нагрева колеса 30, при сборке
с валом 23, позиции указаны пор сборочному
чертежу КП.0411.001000.01.СБ, если поверхности
сопрягаемых деталей имеют размер Ø45![]() .
.
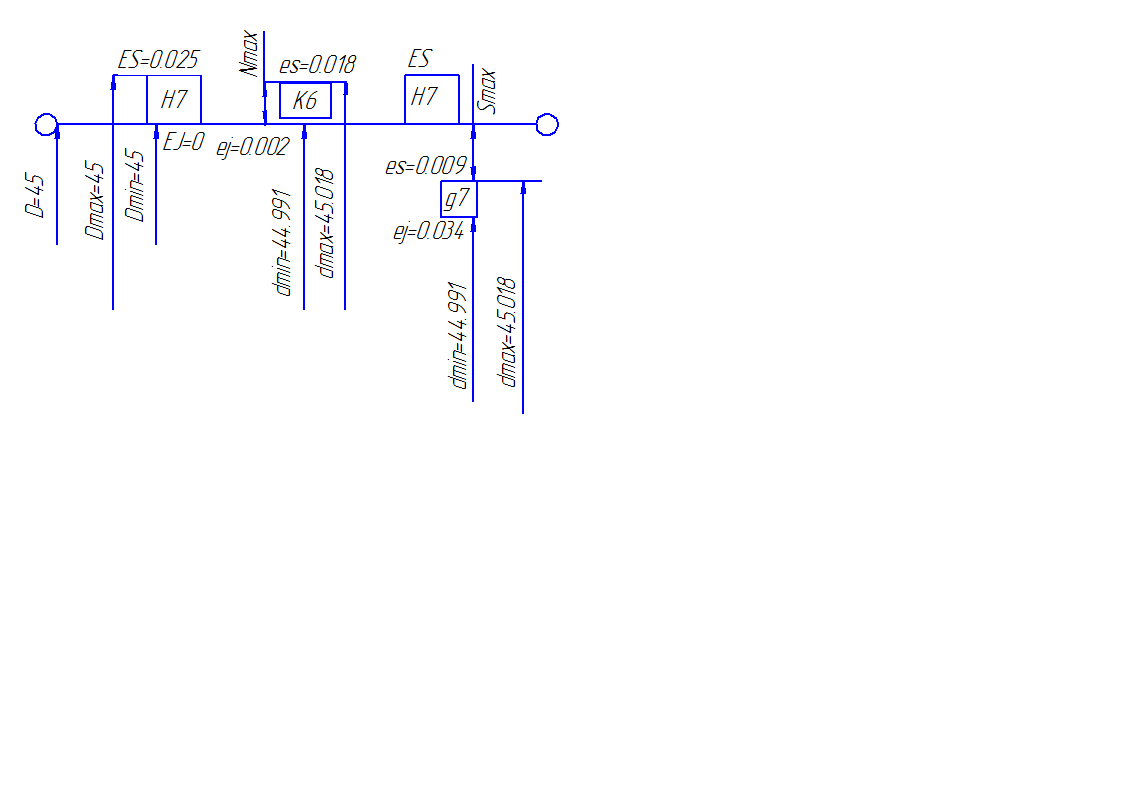
Схема полей допусков соединяемых деталей представлена на рисунке 6.2.
Рисунок 5.3 – Схема полей допусков
Температура нагрева детали, tн; определяется по формуле ([1], с.94, формула (25)):
 , (6.11)
, (6.11)
где
![]() - максимальный натяг, определяется по
формуле ([1], с.94, формула (20)):
- максимальный натяг, определяется по
формуле ([1], с.94, формула (20)):
![]() , (6.12)
, (6.12)
где
![]() - наибольший предельный диаметр отверстия
рычага, мм; (на рисунке 6.2);
- наибольший предельный диаметр отверстия
рычага, мм; (на рисунке 6.2);
![]() - наименьший
предельный диаметр вала, мм;(на рисунке
6.2);
- наименьший
предельный диаметр вала, мм;(на рисунке
6.2);
![]() - необходимый зазор
при сборке, принимаемый равным
- необходимый зазор
при сборке, принимаемый равным
![]() ,
мм при посадке Ø45
,
мм при посадке Ø45 и определяется по формуле ([1, с.94, формула
(21))
и определяется по формуле ([1, с.94, формула
(21))
![]() , (6.13)
, (6.13)
λ – Коэффициент линейного расширения при нагреве λ =1.1∙10 -5
([1], с.94 таблица 23);
![]() - температура в
сборочном помещении равная 200С
([1], с.94 таблица 24);
- температура в
сборочном помещении равная 200С
([1], с.94 таблица 24);
D – диаметр поверхности сопряжения D, мм; D=45 мм (с рисунка 6.2).
Подстановкой выше указанных значений в формулы (6.12); (6.13); (6.11) получается:
![]() ,
,
![]() ,
,

Следовательно, до такой температуры следует нагреть чугунный рычаг, а затем допрессовать.