

-
Вспомогательная функция
Слово вспомогательной функции, называемой также машинной функцией, состоит из буквы М и двухзначного условного числа (00...99).
Вспомогательные функции делятся на функции момента времени и продолжительности действия:
1. Моменты времени приведения в действие
а) Функция приводится в действие с начала кадра (например, М 03 правое вращение шпинделя)
б) Функция приводится в действие только в конце кадра (например, М 05 шпиндель ВЫК/1)
-
Продолжительность действия
а) Функция хранится в УЧПУ и активна до тех пор, пока она не будет отменена другой дополнительной функцией подобного типа (например, М 07 смаз.-охл. жидкость ВКЛ отменяется командой М 09 смаз.-охл. жидкость ВЫКЛ).
б) Функция активна только в том кадре, в котором она запрограммирована (например, М 06 смена инструмента).
Важнейшие вспомогательные функции:

Пример:
|
№ кадра |
Геометрическая информация |
Технологическая информация |
||||||||||
|
|
Подготовит. функция |
Оси координат |
Подача |
Число оборотов шпинделя |
Инструмент |
Вспомогательная функция |
||||||
|
N |
|
X |
Y |
Z |
F |
S |
T |
M |
||||
|
N1 |
G90 |
|
|
|
F100 |
S2000 |
Т02 |
|
||||
|
N2 |
G00 |
X50.0 |
Y35.5 |
|
|
|
|
М03 |
||||
4.Методы программирования
4.1. Абсолютное программирование
При абсолютном программировании указывается положение заданной конечной точки. Знаки координат определяют, в каком из четырех квадрантов находится эта точка.
Координаты заданной конечной точки всегда определяются относительно одной установленной базовой точки (обычно нулевой точки детали W). Положение исходной точки не имеет значения для достижения конечной точки.
Программирование
в абсолютных величинах задается по DIN
66 025 с помощью G
90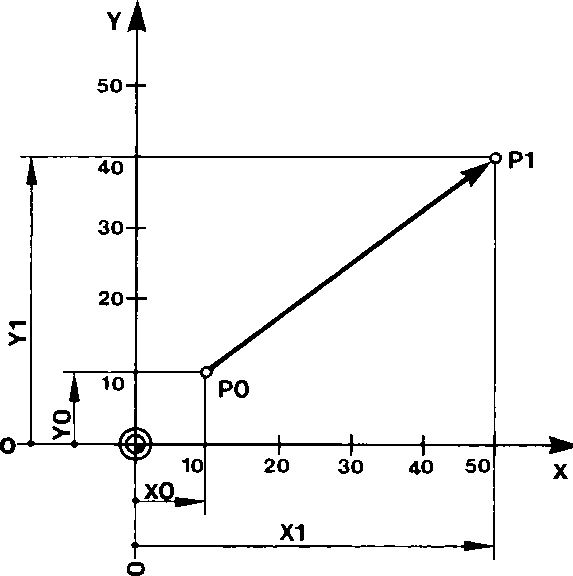
|
№ точки |
Х |
Y |
|
P0 |
Х0=10 |
Y1=10 |
|
P1 |
Х0=50 |
Y1=40 |
4.2. Относительное программирование
При относительном программировании указывается путь инструмента. Знак определяет направление движения инструмента.
Заданная
конечная точка всегда связана своими
значениями координат с предварительно
указанной позицией инструмента
(программирование в приращениях).
Положение исходной точки имеет решающее
значение для достижения заданной
конечной точки.
|
№ точки |
ΔХ |
ΔY |
|
P0 |
|
|
|
P1 |
ΔХ=30 |
ΔY=40 |
Но в практике программирования этот метод применяется только в особых случаях (цикл, подпрограмма).