-
Системы группового чпу
В настоящее время используются два варианта систем DNC:
-
Централизованная система
Подключенное к системе DNC управляющее устройство типа CNC выполняет лишь часть своих функций, например, только функцию слежения и контроль положения отдельных осей. Все другие функции (интерполяция, распознавание кода и т. д.) выполняются центральной ЭВМ. Благодаря такому распределению задач можно значительно удешевить управление. Но недостаток состоит в том, что сбой компьютера ведет к полному останову всех зависящих от него станков.
-
Комбинированная система (система BTR = Behind Таре Reader)
Станки имеют стандартное УЧПУ типа CNC с обычным вводом информации (перфоленты, магнитные ленты). При комбинированном вводе подача хранящихся в ЭВМ программных данных осуществляется после считывания перфолент. При нормальном ходе процесса обработки станки с ЧПУ типа CNC соединены с ЭВМ; обмен данных осуществляется непосредственно по линии связи (режим on-line). Новые и исправленные программы могут вводиться в УЧПУ и сохраняться в ЭВМ. При сбое центральной ЭВМ возможен ввод управляющей информации с внешних носителей данных (например, перфоленты или магнитной ленты) (режим off-line), и работа может продолжаться независимо от центральной ЭВМ. Поэтому комбинированные системы наиболее широко распространены в промышленности.
-
Ввод данных
Подготовка информации для отдельных станков обычно осуществляется в бюро программирования или подготовки и вводится непосредственно в ЭВМ с терминала. При этом с помощью соответствующих программных средств программы могут быть проверены на формальные и логические ошибки.
-
Обработка данных
В централизованных системах главной ЭВМ должен быть быстродействующий компьютер, способный оперативно выдавать информацию и воспринимать сигналы (напр., авария) от станков.
В случае комбинированных систем основная функция ЭВМ состоит в том, чтобы управлять программами и распределять их. При этом задачи, которые в обычном производстве с ЧПУ типа CNC относятся к функциям бюро программирования и подготовки, выполняются центральной ЭВМ. Этими функциями являются:
-ведение библиотеки программ
-ввод, вывод и хранение управляющих программ (УП)
-поиск УП
-ведение каталогов, таких как каталоги инструментов, материала, номенклатуры деталей
-сортировка, сжатие и защита файлов и программ
Само программирование может осуществляться либо вручную (кадр за кадром), либо с помощью ЭВМ на специальных языках программирования для ЧПУ.
-
Преимущества систем группового чпу
-Отсутствует обширный учет перфолент, имеется только центральная библиотека данных
-Удобное редактирование с помощью терминала в режиме диалога
-Надежная и быстрая передача данных, даже на большие расстояния
-Централизованная регистрация производственных данных
-Машинный контроль (время простоя и сбоя)
-Высокая гибкость
-При использовании промышленных роботов (IR) образование автономных производственных участков

1.5. Позиционная, контурная прямоугольная и контурная криволинейная системы управления
Позиционная система управления
 Контурная
прямоугольная система управления
Контурная
прямоугольная система управления
Контурная криволинейная система управления
2.1. Координаты относительно детали
2.1.1. Стандартизация
Чтобы унифицировать программирование станков с ЧПУ, координаты детали и положение осей устанавливаются по DIN 66 217.
2.1.2. Система координат
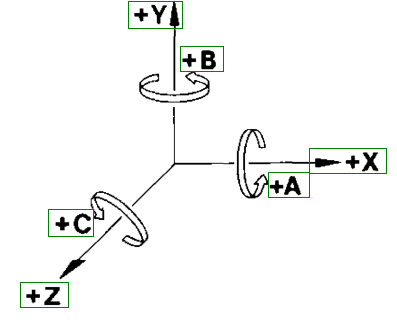
Используется правосторонняя прямоугольная система координат с осями X, Y и Z, которая привязана к основным направляющим станков. Эта система координат относится в основном к зажатой детали. Отсюда следует простое правило программирования:
Деталь неподвижна, перемещается только инструмент.
Итак, при программировании всегда принимается, что инструмент перемещается в системе координат предположительно неподвижной детали.
Если у станков с ЧПУ есть оси вращения (например, вращающийся стол или поворотные устройства), то они обозначаются буквами А, В и С. Эти вращательные движения А, В и С приводятся в соответствие с осями поступательного перемещения X, У и Z. Если смотреть вдоль положительного направления оси, то вращение по часовой стрелке является положительным направлением вращения.