

-
Порядок выполнения работы
-
Изучить на образцах вид дефекта (трещина, пора) и описать его.
-
Установить причину происхождения дефекта на образцах.
-
Выбрать способ устранения данного дефекта.
-
Составить отчёт.
Лабораторная работа №6
НАНЕСЕНИЕ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ МЕТОДОМ
ДРОБНОГО ПЛАКИРОВАНИЯ ГИБКИМ ИНСТРУМЕНТОМ
|
Цель работы: |
Изучить принцип работы и устройство установок для дробного плакирования гибким инструментом. Определить влияние режимов дробного плакирования на формирование покрытий. |
Оборудование и принадлежности
-
Плоскошлифовальный станок 3Г71.
-
Устройство крепления детали.
-
Щётка с металлическим ворсом.
-
Устройство подачи материала покрытия.
-
Металлические ролики.
-
Инструкция по технике безопасности.
-
Содержание и методика проведения работы
Основным недостатком традиционного способа плакирования гибким инструментом является малая толщина наносимых покрытий, что не позволяет использовать его, например, для восстановления изношенных деталей и производства биметаллических изделий с большой толщиной внешнего слоя.
Для формирования покрытия толщиной до 1000 мкм и более применяется усовершенствованный способ – дробное плакирование гибким инструментом (дробное ПГИ). Его отличие заключается в циклическом воздействии щётки на деталь, т. е. после каждого их кратковременного контакта следует пауза. Принципиальные схемы реализации этого метода представлены на рис. 6.1
При обработке внешних цилиндрических поверхностей могут быть реализованы следующие схемы дробного ПГИ:
- вращающейся щётке сообщают прямолинейное возвратно-поступательное движение по траектории касательной к детали, а деталь поворачивают вокруг её оси (рис. 6.1,а);
- вращающемуся изделию придают дополнительное прямолинейное возвратно-поступательное движение по траектории касательной к щётке (рис. 6.1,б);
- вращающимся деталям придают дополнительное круговое движение вокруг внешнего центра так, чтобы они периодически касались щётки (рис. 6.1,в).
Схему, изображённую на рис. 6.1,а целесообразно использовать при обработке крупногабаритных и тяжёлых деталей, которым технически трудно придать дополнительное возвратно-поступательное движение из-за возникающих больших инерционных сил. Другие схемы следует использовать при обработке мелких цилиндрических деталей.
Плоские поверхности можно обрабатывать по схемам, изображённым на рис. 6.1,г и 6.1,д. В первом случае дополнительное возвратно-поступательное движение сообщается вращающейся щётке, а во втором – поступательно движущемуся изделию.

Рис. 6.1. Принципиальные схемы реализации метода дробного ПГИ:
Lа,– амплитуда и частота возвратно-поступательного движения; Vдоп –линейная скорость дополнительного движения детали;
Nmax – максимальный натяг; Vд – линейная скорость детали;
щ, д – угловая скорость щётки и детали
Схема обработки внутренних цилиндрических поверхностей представлена на рис. 6.1,е. Щётка вместе с бруском из материала покрытия находится внутри вращающегося изделия и при возвратно-поступательных колебаниях периодически прижимается к обрабатываемой поверхности в диаметрально противоположных точках.
Во всех рассмотренных схемах изделию или щётке придается дополнительное возвратно-поступательное движение или вращение вокруг внешнего центра. Поэтому для характеристики режима дробного ПГИ, наряду с параметрами, применяемыми в известном способе (натяг, длина и диаметр ворса щётки, скорость и направление движения детали, скорость щётки, число проходов, усилие прижатия элемента материала покрытия к инструменту и т. д.), необходимо использовать и параметры дополнительного движения: частота , амплитуда Lа, скорость Vдоп. Поскольку эти параметры связаны между собой, для описания режима можно использовать любые два.
Формирование покрытия большей толщины при дробном ПГИ возможно по следующим причинам.
Во-первых, зона взаимодействия будет иметь переменную длину. При входе детали в контакт со щёткой она начнёт увеличиваться от нуля до некоторого максимального значения, соответствующего Nmax. Затем длина этой зоны станет уменьшаться. Ударный участок, где наносится покрытие, будет иметь постоянные размеры в течение всего цикла взаимодействия щётки и детали, а участок скольжения, где покрытие срезается, изменять свою длину. Только в середине каждого цикла он примет максимальные размеры соответствующие размерам участка скольжения при ранее известном способе. В течение основного времени взаимодействия протяжённость участка скольжения будет меньше, что обеспечит резкое снижение срезания и распыления нанесённого материала и позволит непрерывно наращивать толщину покрытия.
Во-вторых, благодаря прерывистому контакту щётки и детали, на поверхности детали может поддерживаться необходимый регулируемый интервал температур, обеспечивающий хорошее схватывание наносимого покрытия. Кроме того, в паузах между взаимодействиями поверхностный слой покрытия несколько остужается, в то время как температура переносимых частиц на концах ворсинок остается на прежнем уровне. Благодаря этому может поддерживаться направленный перенос материала покрытия на обрабатываемую поверхность.
В-третьих, время пауз между касаниями может быть незначительным и поэтому на поверхности изделия не успевает образоваться оксидная плёнка, способная препятствовать нанесению покрытия.
В-четвертых, в паузах между взаимодействиями на концах ворсинок накапливается большее количество материала покрытия, чем при обычном плакировании, что приводит к формированию более густых «мазков» в ударной зоне.
Перечисленные особенности дробного ПГИ в совокупности позволяют практически полностью устранить срез и распыление покрытия в процессе плакирования и делают возможным нанесение слоёв неограниченной толщины. Это обеспечивает его применение для восстановления изношенных деталей не только прецизионных пар трения, но и деталей имеющих износ до 1 мм. Кроме того, дробное ПГИ сохраняет все положительные качества непрерывного ПГИ, а некоторое увеличение времени обработки компенсируется повышением ширины обрабатывающего инструмента.
Рассмотрим схему реализации процесса дробного ПГИ с прямолинейным возвратно-поступательным движением детали (рис 6.1,б). Для осуществления такой схемы, можно воспользоваться плоскошлифовальным станком, например 3Г71. Его реконструкция будет заключаться в следующем:
- в замене абразивного круга на щётку с металлическим ворсом;
- в креплении в защитном кожухе устройства для подачи элемента из материала покрытия;
- в установке дополнительного устройства для крепления и вращения цилиндрической детали.
На рис. 6.2 и рис. 6.3 изображён переоборудованный плоскошлифовальный станок, который состоит из следующих элементов:
1. Станина – предназначена для соединения всех элементов станка в единое целое;
2. Стол – служит для продольного перемещения детали в процессе обработки;
3. Электромагнитная плита – удерживает обрабатываемую деталь на поверхности стола;
4. Дополнительное устройство крепления деталей – устанавливается на электромагнитной плите, обеспечивает крепление цилиндрических деталей и их вращение (рис 6.3);
5. Деталь;
6. Щетка с металлическим ворсом;
7. Элемент из материала покрытия;
8. Устройство подачи ЭМП.
Для того, чтобы произвести обработку детали необходимо выполнить следующие операции:
1) Закрепить деталь 5 (рис 6.2).
2) На редукторе дополнительного устройства детали 4 установить нужную скорость вращения.
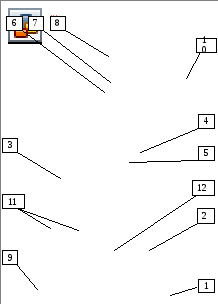
Рис. 6.2. Общий вид плоскошлифовального станка 3Г71,
приспособленного для дробного ПГИ
3) Маховиками ручного перемещения стола 9 подвести деталь под щетку 6.
4) Маховиком вертикального перемещения инструмента 10 установить необходимое значение натяга (величина вдавливания детали в ворс щетки).
5) Установить ограничителями хода стола 11 требуемую амплитуду «дополнительного» движения.
6) Отвести деталь в сторону от щетки.
7) Установить элемент из материала покрытия 7 в устройство его подачи 8.
8) Запустить привод шлифовального круга.
9) Включить автоматическое движение стола и регулятором 12 задать его скорость.
10) Произвести обработку детали.
11) Выключить станок и после его остановки снять деталь.
12) Провести необходимые замеры.
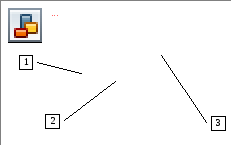
Рис 3 Приспособление для закрепления и вращения детали:
1- деталь, 2- редуктор, 3- двигатель
В ходе выполнения данной лабораторной работы учащимся необходимо проанализировать влияние режимов дробного плакирования на толщину наносимого покрытия. В качестве режимов исследуются: скорость вращения детали, время обработки, амплитуда и скорость «дополнительного» движения.