

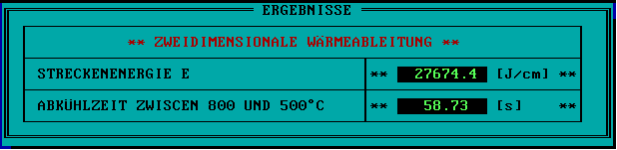
6.Розрахунок Cекв , часу охолодження, твердості та погонної енергії за допомогою програми vickers.
Для сталі 16Г2АФ:
при товщині 12мм; U=34B; I=700A; Vзв=51.6см/хв; t=13°C.



7. Визначення способів зварювання
Згідно із завданням пропонуємо два різні способи дугового зварювання деталей. Вибрав ручне дугове та напівавтоматичне в захисті СО2.
Це обґрунтоване тим ,що сам процес зварювання швидше за все буде проводитись не на виробництві а безпосередньо на місці встановлення, де немає відповідних умов для застосування спеціалізованих джерел живлення. Також характерним є те,що зварювальник який проводить зварювання змінює параметри режиму відповідно при переході від одного просторового положення до наступного,а також при виконанні самого з`єднання слідкує за якістю утворення шва, що дозволяє зменшити кількість дефектів при зварюванні.
1) Ручне Дугове Зварювання.
Ручне електродугове зварювання застосовують для труб всіх діаметрів. Але при при зварюванні труб великих діаметрів продуктивність ручного електродугового зварювання різко зменшується.
Для підвищення продуктивності і якості зварювальних стиків труб великих діаметрів на практиці часто використовують комбіновані варіанти зварювання. Наприклад, кореневий шар шва виконують ручним електродуговим зварюванням, а наступні — або напівавтоматичним зварюванням, або автоматичним зварюванням під флюсом, або автоматичним зварюванням в середовищі захисних газів.
Оскільки наша деталь має досить великі розміри, а з використанням способу РДЗ отримуємо малу продуктивність, то для зварювання ми обираємо електрод з целюлозним покриттям. Він дозволить нам збільшити продуктивність, якість і темпи зварювання.
Початкове положення зварювання РДЗ з целюлозним покриттям залежить від просторового положення зварювання і послідовності накладання шарів. Для забезпечення нормального формування шва доводиться змінювати положення кут нахилу електрода в вертикальному положенні (В основному кут нахелу лажеть від просторового положення і шару (кореневий, ”гарячого” проходу, наповнюючий, облицювальний) ).
Враховуючи наші дані і що для зварювання труб даним способом відповідає ГОСТ 16037-80, ми визначили тип з”єднання С17
2) Напівавтоматичне зварювання в СО2.
При зварюванні в захисному газі електрод, зона дуги і зварювальна ванна захищені струменем захисного газа. Вуглекислий газ безбарвний, із слабким запахом, в 1,52 разу тяжчий за повітря, нерозчинимо твердих і рідких металах. Випускають вуглекислий газ зварювальний, харчової та технічний, мають відповідно чистоту 99,5, 98,5 і 98,0 %. Для зварювання газ поставляють і бережуть у сталевих балонах в скрапленому стані під тиском 7 МПаУ вуглекислому газі зварюють конструкції з вуглецевої і низьколегованої сталей (газо- і нафтопроводи, корпусу судів і участі т. буд.). Перевага напівавтоматичного зварювання в СО2 з погляду її вартості і продуктивності часто веде до заміни нею ручний дугового зварювання покритими электродами.