

3. Машини для формування виробів із тіста
Машини для виготовлення пельменів і вареників. Машини цього типу працюють із використанням тістової трубки або розкатаної тістової стрічки. Остаточне формування виробів здійснюється змінними формувальними (штампувальними) барабанами, від конструкції яких залежить форма виробу. Використовуються машини для виготовлення пельменів і вареників із різними начинками (м'ясом, сиром, картоплею, капустою тощо).
Формування з тістової трубки передбачає наявність спеціальної формувальної насадки (рис. 3), в яку із двох окремих бункерів нагнітаються готове тісто і фаршева начинка. Тісто подається, як правило, шнеком, а фарш – ротаційним або лопатевим насосом. Насадка приєднується до бункерів за допомогою тісто- та фаршо-проводів і має вигляд сплюснутої трубки фаршопровода, вставлену в овальний отвір тістопровода із зазором близько 2 мм. Тісто, обтікаючи фаршопровід, формується в трубку овального перерізу, порожнина якої відразу ж наповнюється фаршем. Кількість тіста, що надходить у насадку регулюється одним гвинтом, а кількість фаршу – іншим, який розташований на фаршопроводі.
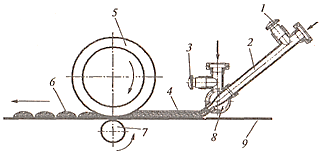
Рис.
3
Формувальна насадка для отримання
трубки тіста з фаршем
1
– гвинт для регулювання кількості
фаршу; 2
– фаршопровід; 3
– гвинт регулювання кількості тіста;
4
– тістова трубка; 5
– формувальний барабан; 6
– відформовані вироби; 7
– опорний
ролик; 8
– тістопровід; 9
– стрічка транспортера
На виході з насадки тістова трубка з фаршем потрапляє на стрічку транспортера й рухається разом із нею до формувального барабана. Барабан, що має фігурні вирізи, прокочується по тістовій трубці, формуючи вироби з різною начинкою. Безпосередньо під барабаном (під стрічкою) на рамі конвеєра встановлено опорний ролик. Щоб тісто не прилипало до формувального барабана, у ряді пельменних машин він має тефлонове покриття, а тістова трубка посипається борошном.
У деяких машинах під трубку з тіста безупинно розміщують листи, на яких відбувається формування виробів. Листи із сформованою продукцією знімаються зі стрічки транспортера й направляються на подальшу обробку (заморожування або варіння).
Залежно від продуктивності машина може бути оснащена одно- або багатоструменевою формуючою насадкою.
Формування з розкатаної тістової стрічки відбувається безперервно у кілька етапів:
- розкочування тістових стрічок (нижньої й верхньої);
- дозування фаршу на нижню тістову стрічку;
- накриття нижньої стрічки з фаршем верхньою;
- штампування із тришарової стрічки, що рухається, і від'єднання одних штучних формованих виробів від інших.

Р
Рис.
4 Схема формування з розкатної тістової
стрічки
1
– бункер для розкочування нижньої
тістової стрічки; 2
– бункер для фаршу; 3
– бункер для розкочування верхньої
тістової стрічки; 4
– пристрій для посипання борошном; 5
– штампувальний
барабан; 6
– відрізний барабан; 7
– блок валків розкочування верхньої
тістової стрічки; 8
– стрічка транспортера; 9
– блок валків розкочування нижньої
тістової стрічки
Товщина тіста після розкочування регулюється в межах від 0,5 до 4 мм. Фарш із бункера може подаватися на рухому нижню тістову стрічку як самопливом, так і за допомогою насоса або поршня. Верхня тістова стрічка накриває на транспортері нижню тістову стрічку з фаршем, а потім за допомогою змінних штампувального і відрізного барабанів відбувається формування виробів (пельмені, вареники, чебуреки, пиріжки тощо) на стрічці транспортера. У деяких автоматах вироби можуть штампуватися на листах із пластмаси, які попередньо кладуть на транспортер. Для запобігання налипання тіста на штампувальні барабани, верхня тістова стрічка може посипатися борошном зі спеціального пристрою або підсушуватися за допомогою вентилятора, а барабани також можуть покриватися тефлоном.
Суттєва перевага машин для формування виробів із розкатаної стрічки із тіста перед машинами для формування з тістової трубки полягає у більш різноманітному асортименті геометричних форм готових виробів.
Технічні характеристики машин для приготування пельменів і вареників наведено у табл. 2.
Таблиця 2
Технічні характеристики машин для виготовлення вареників і
пельменів
|
Машина |
Продуктивність, шт/год (кг/год) |
К-сть джгутів, шт. (завантаження, кг) |
Маса виробу, г |
Потужність, кВт |
Габаритні розміри, мм |
Маса, кг |
Виконання |
|
ВПМ (Росія) |
2200-3500 |
1 |
12±2,5 |
1,5 |
2100×800×1240 |
160 |
Підлогове |
|
П6-НПА (Росія) |
4200 |
1 |
12±2,5 |
0,37 |
720×480×375 |
46 |
Настільне |
|
Л5-ФАП (Росія) |
4000 (50) |
1 |
12±3 |
0,4 |
1000×480×470 |
70 |
Настільне |
|
АП-50Р (Росія) |
(50) |
1 |
12±2,5 |
0,6 |
830×455×565 |
49 |
Настільне |
|
АП-600 (Росія) |
(150-600) |
3 |
12±2,5 |
3 |
1010×970×1670 |
49 |
Настільне |
|
МВМ (Німеччина) GR 60 |
(55) |
- |
- |
1,3 |
650×1000×1400 |
180 |
Підлогове |
|
MBM (Німеччина) PR 30 |
(30) |
- |
- |
0,4 |
480×560×1600 |
70 |
Підлогове |
|
MBM (Німеччина) P55DV |
(55) |
(10) |
- |
2 |
800×1020×1400 |
180 |
Підлогове |
|
MBM (Німеччина) P35A |
(35) |
(10) |
- |
1,2 |
550×1020×1320 |
150 |
Підлогове |
|
YG-L120D-5B (Китай) |
7200 |
- |
- |
1,1 |
990×470×1150 |
160 |
Підлогове |
Правила експлуатації машин для приготування пельменів і вареників.
Перед початком роботи машини з формуванням тістової стрічки пересвідчитися в правильності встановлення шнеків у завантажувальні бункери і збирання ротаційного фаршевого насосу, надійності встановлення кріплення формувальної насадки до фаршо- і тістопроводів. Пересвідчившись у справності машини, у бункери завантажують заздалегідь підготовлені тісто і фарш. Стінки бункерів змащують олією.
Один із працівників розміщує на конвеєрну стрічку листи, стежить за роботою машини і здійснює регулювання подання тіста і фаршу в формувальну насадку. Інший знімає листи з відштампованими виробами зі стрічки конвеєра, розміщує їх на пересувний стелаж і періодично додає в бункер тісто, фарш і борошно. Для забезпечення якості штампування необхідно відрегулювати тиск штампувального барабана на трубку із тіста. Готові напівфабрикати слід відразу відправляти на теплову обробку або у морозильну камеру.
Після завершення роботи на машинах знімають усі деталі, що подають тісто і фарш у формувальну насадку, розбирають роторний насос, виймають із бункера шнеки і ретельно очищають усі деталі від прилиплих часточок тіста і фаршу. Потім деталі промивають гарячою водою, просушують і змащують харчовим несолоним жиром і встановлюють на місце.
Щоб трубка з тіста не лопалася і пельмені не прилипали до штампувального барабана, тісто і фарш готують чітко за рецептурою.
Не можна очищати штампувальний барабан від залишків сировини під час роботи електродвигуна.
Під час роботи автомата з приготування пельменів бункери повинні бути закриті кришкою.