

3.5. Вопросы
1. Что называется изделием основного производства, вспомогательного производства?
2. Что называется деталью, сборочной единицей, комплексом, комплектом?
3. Определите виды и комплектность конструкторской документации. Перечислите состав текстовых конструкторских документов, графических конструкторских документов.
4. Перечислите стадии разработки конструкторских документов (стадии проектирования) и состав конструкторских документов, создаваемых на каждой стадии.
5. Поясните принцип создания обозначения изделия в единой обезличенной системе классификации.
6. Поясните принцип создания обозначения изделия, применяемой (по рекомендации ГОСТ 2.102 – 68) при разработке эскизных документов.
4. Чертежи деталей
4.1. Содержание рабочего чертежа детали
К чертежу детали предъявляются высокие требования, строгое соблюдение которых в значительной степени обеспечивает изготовление детали должного качества.
Основные из этих требований следующие:
– количество изображений детали (видов, разрезов, сечнеий, выносных элементов) должно быть минимально возможным, но, при этом, с ичерпывающей полнотой определять геометрическую её форму;
– чертёж детали должен содержать минимальное, но необходимое и достаточное количество исполнительных размеров;
– на все исполнительные размеры должны быть указаны их предельные отклонения;
– должны содержаться указания о микрогеометрии (шероховатости) поверхностей, ограничивающих деталь;
– при необходимости, должны содержаться указания об отклонениях формы и расположении поверхностей.
4.2. Общие представления о детали и ее конструктивных элементах
Деталью называется изделие, изготовленное из однородного материала, без применения сборочных операций, например ремень ножной швейной машины, контакты в штепселе и электрической розетке, коленчатые валы автомобилей, лонжероны и элероны крыльев самолета, гвоздь, заклепки на обуви для шнурков и т. д. Детали (рис. 4.1) отличаются друг от друга формой, размерами, материалом.
Кроме того, производственные детали различаются некоторыми конструктивными элементами.
Элемент детали, который выполняет определенную функцию в конструкции (служит для крепления, уменьшения массы, создания плоской поверхности, притупления острых кромок и т. д.), называется конструктивным элементом. Некоторые конструктивные элементы приведены на рисунке 4.2.
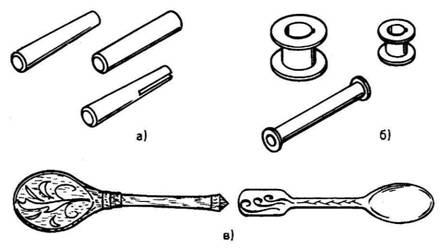
Рис. 4.1 Различия форм, размеров и материалов изделий: а) – штифты; б) – шпульки для швейной машины; в) – деревянная и металлическая ложки
К ним относятся отверстия различной формы, пазы, проточки, фаски, лыски, галтели (для скругления острых углов) и т. д.
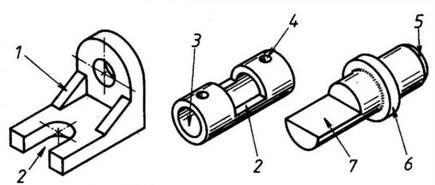
Рис. 4.2 Конструктивные элементы деталей: 1 – ребро жесткости; 2 – паз; 3 – отверстие; 4 – засверловка; 5 фаска;
6 – буртик; 7 – лыска
4.3. Размеры и предельные отклонения
Основные понятия
В соединении двух деталей, входящих одна в другую, различают охватывающую и охватываемую поверхности. Наиболее распространены в машиностроении соединения деталей с гладкими цилиндрическими (I) и плоскими параллельными (II) поверхностями. У цилиндрических соединений поверхность отверстия охватывает поверхность вала. Охватывающая поверхность называется отверстием, охватываемая – валом. Названия «отверстие» и «вал» условно применяются и к другим нецилиндрическим охватывающим и охватываемым поверхностям (рис. 4.3).
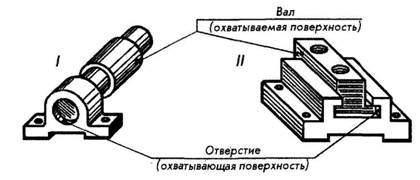
Рис. 4.3
На рабочих чертежах в первую очередь проставляют размеры, которыми оценивают количественно геометрические параметры деталей.
Размер – это числовое значение линейной величины (диаметра, длины, высоты и т. п.). Размеры подразделяются на номинальные, действительные и предельные.
Номинальным размером (рис. 4.4) называется основной размер детали, рассчитанный с учетом ее назначения и требуемой точности. Номинальный размер соединений – общий (одинаковый) размер для отверстия и вала, составляющих соединение. Номинальные размеры деталей и соединений выбирают не произвольно, а по ГОСТ 6636-69 «Нормальные линейные размеры». В производстве номинальные размеры не могут быть выдержаны: действительные размеры всегда в большую или меньшую сторону отличаются от номинальных. Поэтому, помимо номинальных (расчетных), различают также действительные и предельные размеры на деталях.

Рис. 4.4
Действительный размер – размер, полученный в результате измерения готовой детали с допустимой степенью погрешности. Допустимую неточность изготовления деталей и требуемый характер их соединения устанавливают посредством предельных размеров.
Предельными размерами называются два граничных значения, между которыми должен находиться действительный размер. Большее из этих значений называется наибольшим предельным размером, меньшее – наименьшим предельным размером (рис. 4.5, I). Таким образом, для обеспечения взаимозаменяемости на чертежах необходимо вместо размера номинального указывать предельные размеры. Но это сильно усложнило бы чертежи. Поэтому предельные размеры принято выражать посредством отклонений от номинального значения.
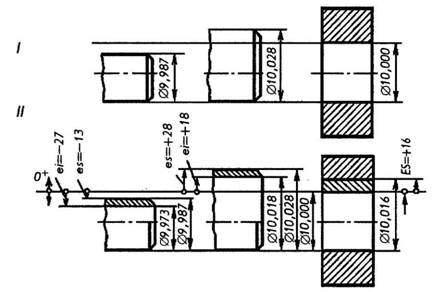
Рис. 4.5
Предельное отклонение – это алгебраическая разность между предельными и номинальными размерами. Различают верхнее и нижнее предельные отклонения. Верхнее отклонение – это алгебраическая разность между наибольшим предельным размером и номинальным размером. В соответствии с ГОСТ 25346-89 верхнее отклонение отверстия обозначается ES, вала – es. Нижнее отклонение – алгебраическая разность между наименьшим предельным размером и номинальным размером. Нижнее отклонение отверстия обозначается ЕI, вала – ei.
Номинальный размер служит началом отсчета отклонений. Отклонения могут быть положительными, отрицательными и равными нулю (см. рис. 4.5, II). В таблицах стандартов отклонения указывают в микрометрах (мкм). На чертежах отклонения принято указывать в миллиметрах (мм).
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами. Деталь считают годной, если действительное отклонение проверяемого размера находится между верхним и нижним отклонениями.
Допуск, поле допуска, квалитеты точности
Допуск – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Обозначается, как Т.
Квалитет – совокупность допусков, изменяющихся в зависимости от номинального размера. Квалитеты охватывают допуски сопрягаемых и несопрягаемых деталей. Для нормирования различных уровней точности размеров от 1 мм до 500 мм в системе ЕСДП (Единая Система Допусков и Посадок) установлено 19 квалитетов, они обозначаются цифрами: 01; 0; 1; 2 ... 17.
Стандартные допуски (ГОСТ 25346-89) установленные ЕСПД обозначаются: IТ01, IТ0; IТ1 ... IТ17, Буквы IТ обозначают «допуск ИСО» (ИСО=ISO – International Standart Organization). Так, запись IТ7 обозначает допуск по 7-му квалитету ИСО.
В качестве единицы точности, с помощью которой можно выразить зависимость точности от диаметра d, установлена единица допуска i (I). Чем больше единиц допуска содержится в допуске системы, тем больше допуск и, следовательно, меньше точность, и наоборот. Число единиц допуска, содержащихся в допуске системы, определяется квалитетом точности.
В настоящее время допуски измерительных инструментов и устройств – IТ01 – IТ7, допуски размеров в посадках – IТ3 ... IT13, допуски неответственных размеров и размеров в грубых соединениях – IТ14 ... IТ17. Для каждого квалитета на основе единицы допуска и числа единиц допуска закономерно построены ряды полей допусков.
Поле допуска – поле, ограниченное верхним и нижним отклонениями. Определяется оно величиной допуска и его положением относительно номинального размера. При графическом изображении (рис. 4.6) поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
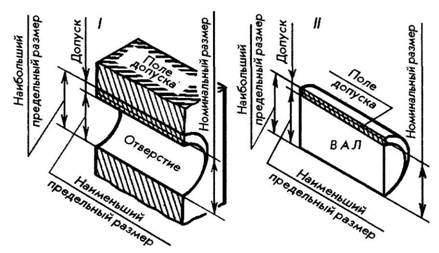
Рис. 4.6
Все поля допусков для отверстий и валов обозначаются буквами латинского алфавита: для отверстий (I) – прописными (А, В, С, В и т. д.) и для валов (II) – строчными (а, b, с, d и т. д.). Некоторые из полей допусков обозначаются двумя буквами. Буквы O,W, Q и L не используются.
Пример расположения полей допусков относительно номинального размера (в ЕСДП его называют нулевой линией) приведен на рисунке 4.7.
Характер соединения детелей в сборочной единице зависит от величин допусков деталей, определяемой квалитетом, и от расположения полей допусков относительно нулевой линии, а также от соотношения этих параметров.
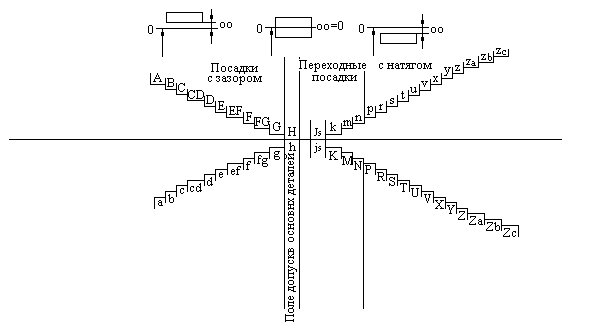
Рис. 4.7
Рисунок 4.8 наглядно показывает, как могут соединяться детали, имеющие один и тот же номинальный размер, но различное положение полей допусков, при одинаковом квалитете.
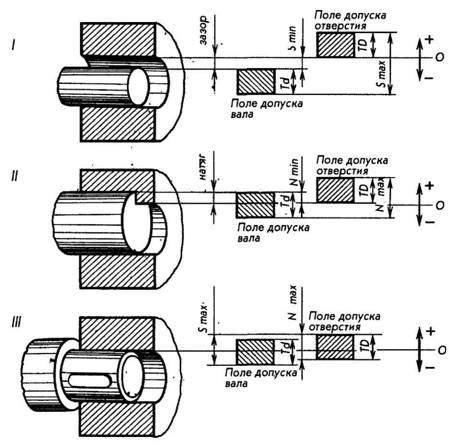
Рис. 4.8
Разберем теперь сущность некоторых понятий. Допустим, что для какой-нибудь детали задан основной расчетный размер 25 мм. Это номинальный размер. В результате неточностей обработки действительный размер детали может оказаться больше или меньше номинального. Однако действительный размер должен колебаться только в известных пределах. Пусть, например, наибольший предельный размер равен 25,028 мм, а наименьший предельный размер – 24,728 мм. Значит, допуск размера, характеризующий требуемую точность обработки детали, равен 25,028–24,728=0,300 мм.
Как
уже указывалось, на чертежах
обозначают
не предельные размеры, а номинальный
размер и допускаемые отклонения
– верхнее и нижнее. Для рассматриваемой
детали верхнее предельное отклонение
будет равно: 25,028–25=0,028 мм; нижнее
предельное отклонение: 24,728–25=0,272 мм.
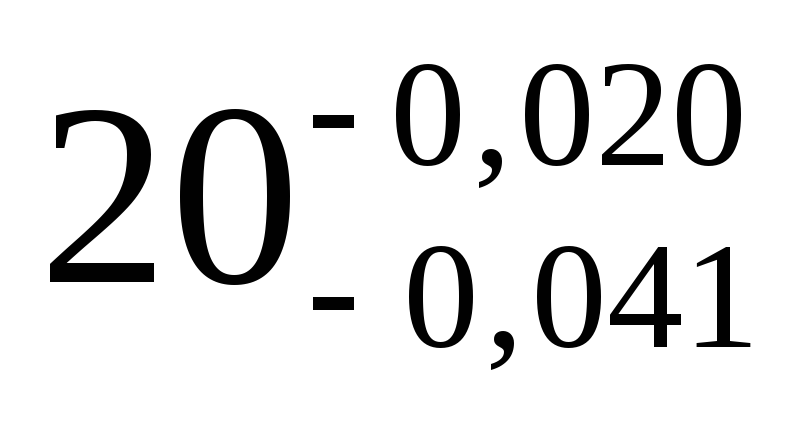
Размер детали, проставляемый на чертеже,
–
![]() .
Верхнее предельное отклонение размера
пишется над нижним. Значения отклонений
записываются более мелким шрифтом, чем
номинальный размер. Знаки «плюс» и
«минус» показывают, какое действие
нужно произвести, чтобы подсчитать
наибольший и наименьший предельные
размеры.
.
Верхнее предельное отклонение размера
пишется над нижним. Значения отклонений
записываются более мелким шрифтом, чем
номинальный размер. Знаки «плюс» и
«минус» показывают, какое действие
нужно произвести, чтобы подсчитать
наибольший и наименьший предельные
размеры.
Если
нижнее и верхнее предельные отклонения
равны, то их записывают так:
![]() .
.
В этом случае размер шрифта у номинального размера и у равных абсолютных величин отклонений одинаковый. Если одно из отклонений равно нулю, то его совсем не указывают. В этом случае плюсовое отклонение наносят на место верхнего, а минусовое – на место нижнего предельного отклонения.
ГОСТ 2.307 – 68* устанавливает общие правила нанесения предельных отклонений линейных и угловых размеров изделия.
Предельные отклонения следует указывать непосредственно после номинального размера, однако допускается числовые значения предельных отклонений указывать в таблице, помещаемой на свободном поле чертежа (рис. 4.9). Предельные отклонения размеров относительно низкой точности (от 12-го квалитета и грубее) не указываются около номинального размера, а оговариваются общей записью в технических требованиях чертежа в соответствии с ГОСТ 25670–83 (СТ СЭВ 302–76).
Предельные отклонения линейных размеров могут быть указаны тремя следующими способами:
-
условными обозначениями полей допусков по ГОСТ 25346–82 (СТ СЭВ 145–75), например: Ø 20Н7; Ø 20f7 (рисунок 2а);
-
числовыми значениями предельных отклонений, например: Ø 20+0,021; Ø
 ,
(рисунок
2б);
,
(рисунок
2б); -
условными обозначениями полей допусков с указанием справа в скобках числовых значений предельных отклонений, например: Ø 20Н7(+0,021); Ø
 ,
(рисунок 2в).
,
(рисунок 2в).
Поля допусков отверстий обозначают прописными, а валов – строчными буквами латинского алфавита
Рис. 4.9
Цифры номера квалитета пишутся в одну строку с буквой и имеют высоту, равную высоте прописных букв.
Предельные отклонения выполняют размером шрифта, на одну ступень меньшим, чем размер шрифта основной величины (номинального размера), или одинакового размера с размером шрифта основной величины (ГОСТ 2.304–81).
Если номинальные размеры указаны буквенными обозначениями, поля допусков должны быть указаны после тире: например А – Н11.
При задании предельных отклонений числовыми значениями верхнее отклонение указывают над нижним; отклонение, равное нулю, не указывают; симметричное отклонение указывают один раз, причем перед ним проставляют знаки ±.
Число знаков после запятой в верхнем и нижнем отклонениях, выраженных десятичной дробью, должно быть одинаковым. При необходимости их выравнивают добавлением нулей.
Если предельные отклонения заданы смешанным способом - условными обозначениями полей допусков и числовыми значениями предельных отклонений, то последние берутся в скобки.
При указании условных обозначений полей допусков надо обязательно приводить числовые значения предельных отклонений в следующих случаях:
-
при назначении предельных отклонений, не включенных в ряды нормальных линейных размеров по ГОСТ 6636–69* (СТ СЭВ 514 – 77), например:
 ;
; -
при назначении предельных отклонений, условные обозначения которых не предусмотрены ГОСТ 25347–82 (СТ СЭВ 144–75) или ГОСТ 25348–82 (СТ СЭВ 177–75), например для пластмассовых деталей с предельными отклонениями размеров по ГОСТ 25349–82 (СТ СЭВ 179–75):
 ,
(рис. 4.10, а);
,
(рис. 4.10, а);
-
при назначении предельных отклонений для размеров уступов с несимметричным полем допуска, например:
 (рис.
4.10, б).
(рис.
4.10, б).
Рис. 4.10 (а, б)
На поверхности с одним номинальным размером, имеющей участки с разными предельными отклонениями, границу между участками проводят сплошной тонкой линией (не пересекая заштрихованную часть изображения), а номинальный размер с соответствующими предельными отклонениями наносят для каждого участка отдельно (рис. 4.11). Предельные отклонения угловых размеров указывают только числовыми значениями (рис. 4.12). Предельные отклонения размеров деталей, изображенных на чертеже в сборе (посадки), указывают в виде дроби: в числителе - предельные отклонения отверстия, в знаменателе – предельные отклонения вала.
Предельные отклонения размеров сопрягаемых элементов (в сборочных единицах) наносят тремя способами:
-
в числителе – условное обозначение поля допуска отверстия, в знаменателе – условное обозначение поля допуска вала (рис. 4.13, а)
-
в числителе – числовые значения предельных отклонений отверстия, в знаменателе – числовые значения предельных отклонений вала (рис. 4.13, б)
-
в числителе – условное обозначение поля допуска отверстия с указанием справа в скобках числовых значений предельных отклонений отверстия, в знаменателе – условное обозначение поля допуска вала с указанием справа в скобках числовых значений предельных отклонений вала (рисунок 4.13, в)

Рис. 4.11
Рис. 4.12
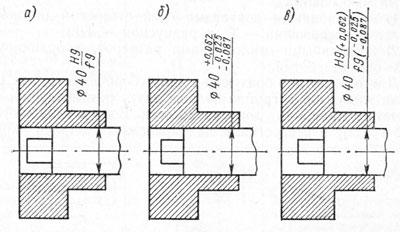
Рис. 4.13 (а, б, в)
Первый способ рекомендуется применять, когда предельные отклонения в сборе даются как справочные.
Допускается на чертежах сборочных единиц приводить предельные отклонения размеров только одной из сопрягаемых деталей, не применяя никаких дополнительных символов, например отверстия под подшипник качения (рис. 4.14). В случае необходимости на чертеже поясняют, к какой детали относится отклонение (рис. 4.15).
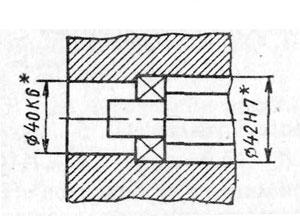
Рис. 4.14
Когда необходимо указать только один предельный размер (второй ограничен в сторону увеличения или уменьшения каким-либо условием), после размерного числа указывают соответственно max или min (рис. 4.16).
Если необходимо ограничить колебания размера одинаковых элементов одной детали в пределах части допуска (рис. 4.17) или ограничить накопленную погрешность расстояния между повторяющимися элементами (рис. 4.18), то эти данные указывают в технических требованиях.
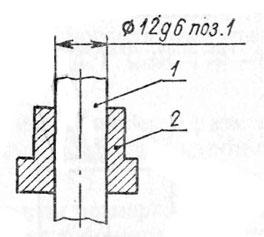
Рис. 4.15
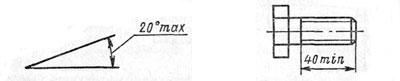
Рис. 4.16
Общие записи в технических требованиях должны соответствовать указаниям ГОСТ 25670–83 (СТ СЭВ 302–76) по нанесению предельных отклонений линейных размеров, размеров углов, радиусов закруглений и фасок.

Рис. 4.17
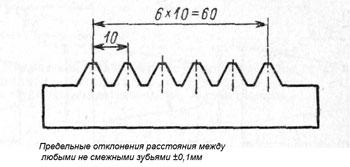
Рис. 4.18
В заключение подчеркнём, что на все исполнительные размеры чертежа предельные отклонения на должны быть указаны в обязательном порядке.