

3.Технологический маршрут изготовления детали
Операция 005 – Перемещение. На этом этапе уже отлитую в цехе литья ковкого чугуна (ЛКЧ) заготовку перемещают для дальнейшей обработки в механосборочный цех (МСЦ-2).
Операция 010 – Автоматная–токарная. Используется токарно-вертикальный 8-и шпиндельный полуавтоматический станок.
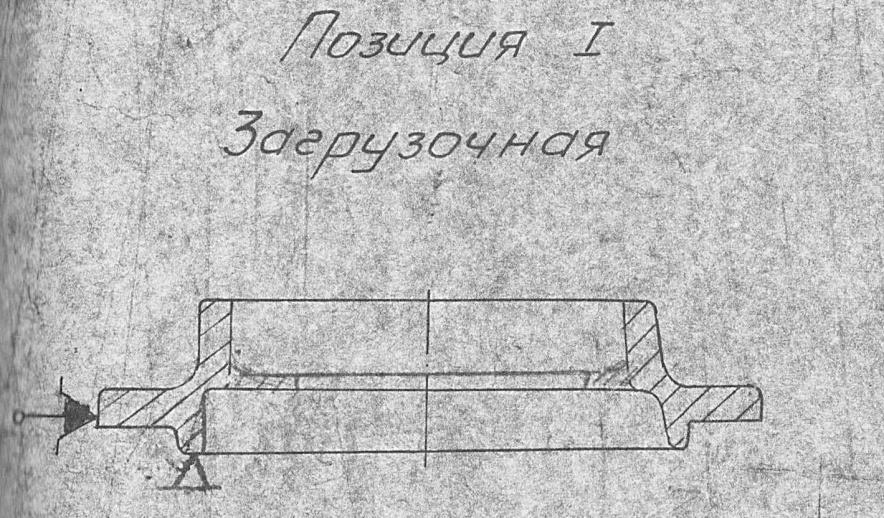
Позиция I - Загрузочная. Снять деталь, установить заготовку. Используется чалка Ча-1025.
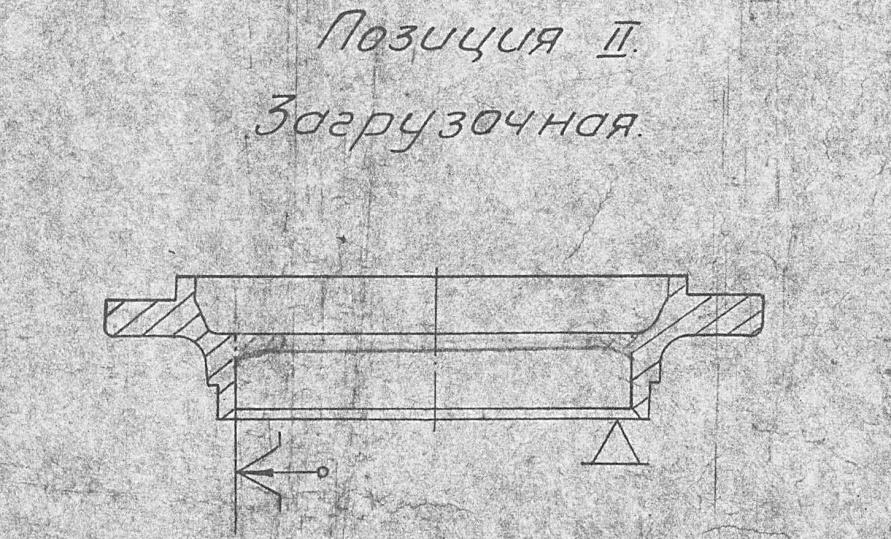
Позиция II - Загрузочная. Снять деталь, установить заготовку. Используется кран подвесной Q=2m.

Позиция III. Точить поверхность. Расточить отверстие выдерживая размеры 1,2,3,4,5.
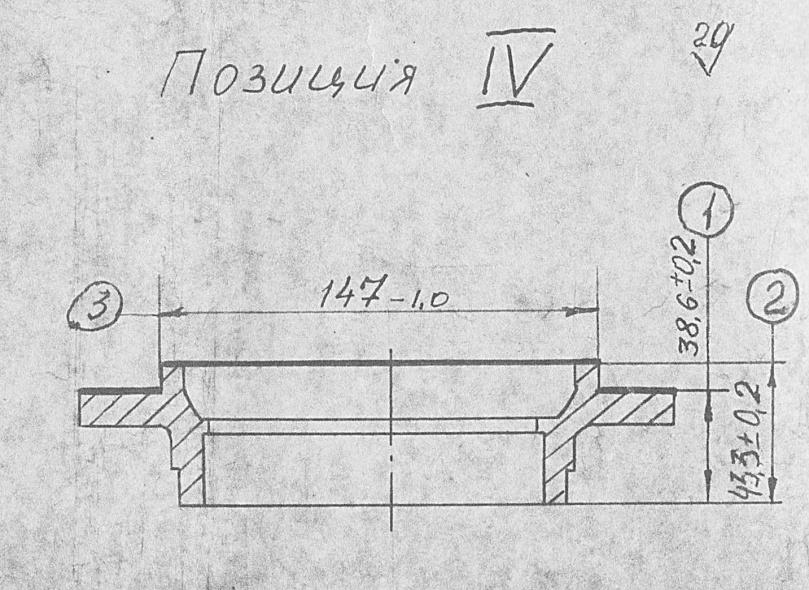
Позиция IV. Подрезать торцы выдерживая размеры 1,2.
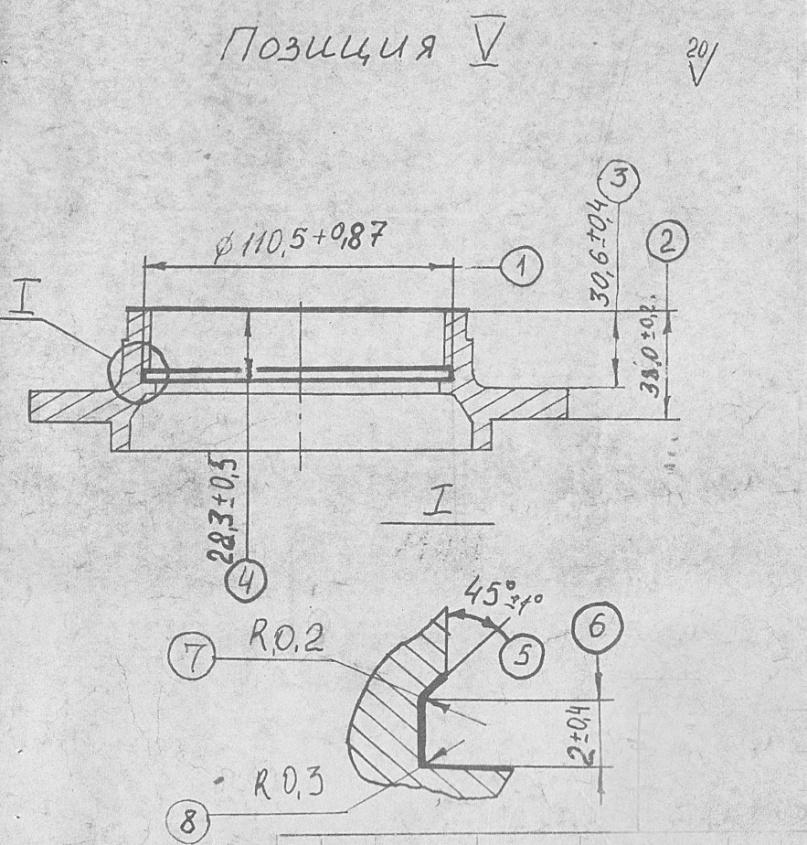
Позиция V. Подрезать торец двумя резцами последовательно и точить канавку выдерживая размеры 1,2,3,4,5,6,7,8. Размеры 5,7,8 обеспечиваются инструментом. Размер 6 обеспечивается наладкой станка.
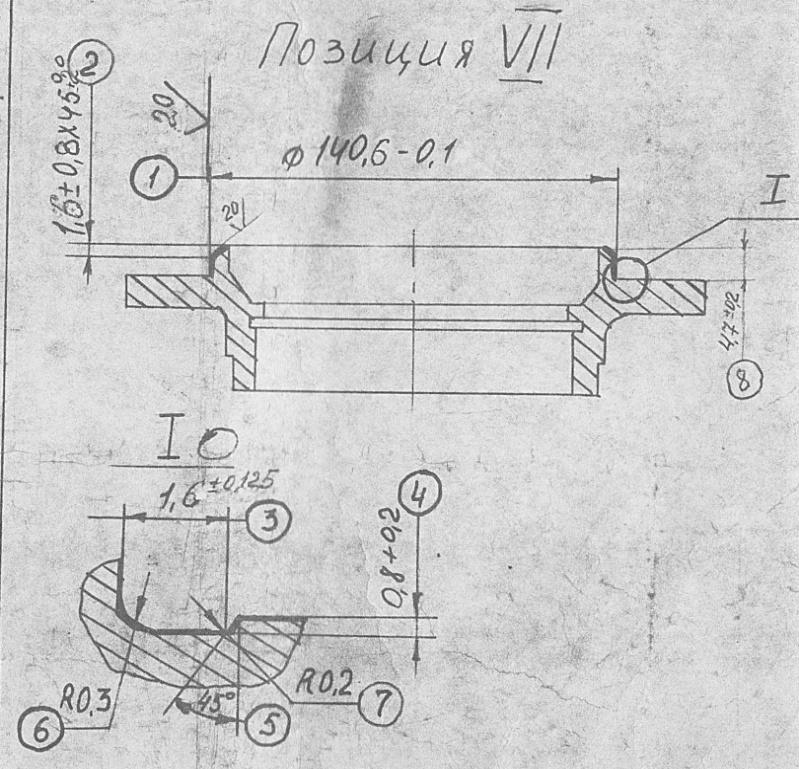
Позиция VII. Точить поверхность, фаску и канавку выдерживая размеры 1-8.Размеры 3,5,6,7 обеспечиваются инструментом. Размер 4 обеспечивается наладкой станка.
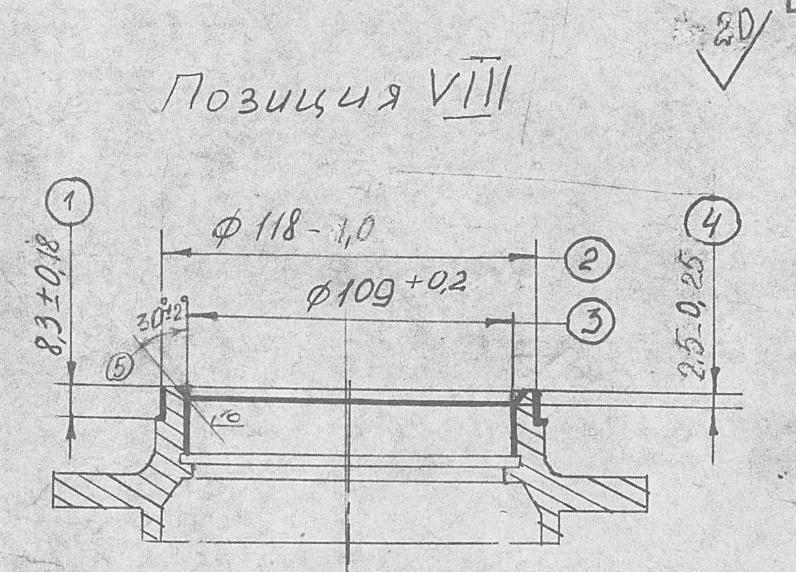
Позиция VIII. Расточить отверстие, точить поверхность и фаску выдерживая размеры 1,2,3,4,5.
Операция 015 – Слесарная. Продуть деталь сжатым воздухом, протереть ветошью х/б. Используется воздушное сопло.
Операция
020 – Алмазно-расточная.
Используется специальный отделочно-расточной
станок.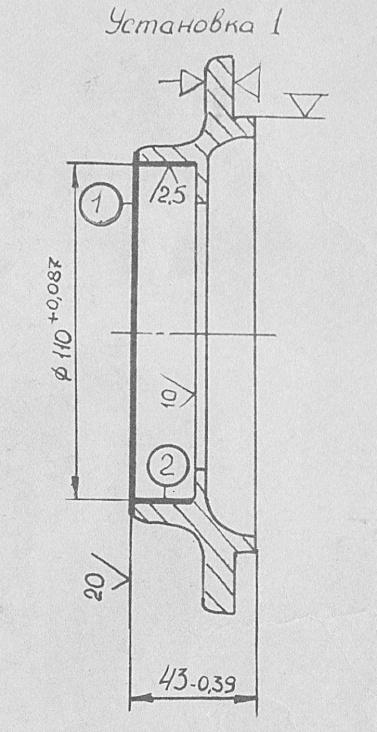
Установка 1. Расточить отверстие 2, подрезать торец 1.Шероховатость поверхности -2.5.
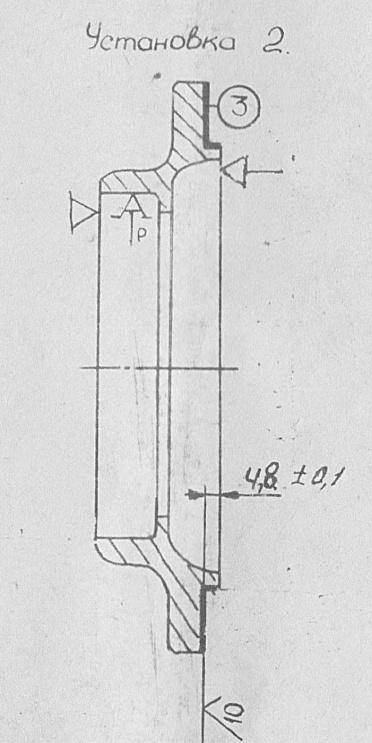
Установка 2. Подрезать торец 3.
Операция 025 – Агрегатная. Используется агрегатный сверлильно-фрезерный станок.
Позиция I. Снять деталь, установить заготовку.
Позиция II. Фрезеровать правый паз на проход, выдерживая размеры 1,3,4.
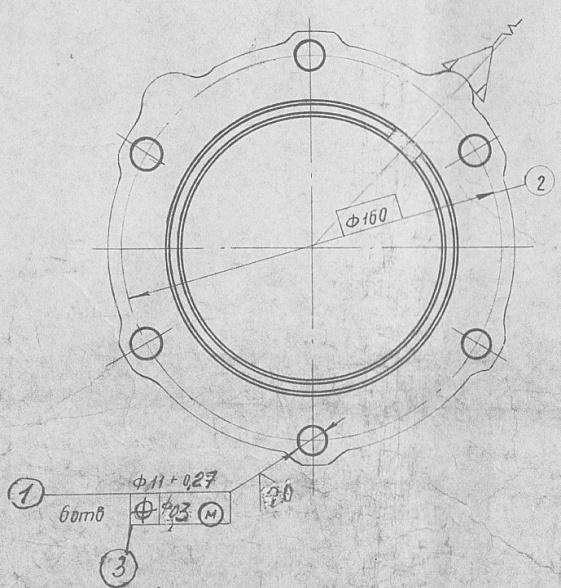
Позиция III. Сверлить 6 отверстий одновременно на проход, выдержав размеры 1,2,3.
Позиция IV. Фрезеровать левый паз напроход, выдержав размеры 1,2,4.
Операция 030 – Слесарная. Заготовка перемещается в цех производственного обслуживания (ЦПО).Зачищаются заусенцы, острые кромки притупляют по торцу фланца в двух пазах и по заплечикам.
Операция 035 – Круглошлифовальная. Данная операция выполняется на торцешлифовальном станке. Шлифуется поверхность поверхность 2 и торец 1.
Операция 040 – Промывка. Промыть деталь в горячем растворе кальцинированной соды.
Операция 045 – Проверка. Это завершающий этап изготовления детали на котором проводится внешний осмотр механической обработки, на наличие заусенцев и острых кромок.