

3.4 Выбор модельного состава, расчет его количества на программу
Необходимо подобрать модельные материалы в соответствии с требованиями. Рецептура модельного состава приведена в таблице 3.1
Таблица 3.1 – Рецептура модельного состава
|
|
ПС 50х50 |
ПС 30х70 |
Р - 3 |
№ 1 |
№ 2 |
|
Парафин |
50 |
30 |
50 |
40 |
20 |
|
Стеарин |
50 |
70 |
_ |
40 |
60 |
|
Кубовый остаток |
- |
- |
40 |
- |
- |
|
Канифоль |
- |
- |
10 |
- |
3 |
|
Церизин |
- |
- |
- |
5 |
10 |
|
Буроугольный воск |
_ |
_ |
_ |
15 |
7 |
Рассчитываем общее количество состава на заданную программу, определяется оно из следующих положений.
 Потери
модельного состава по модели 5…7%, потеря
на выход годного 45…70%, возврат модельного
материала 90…95%, рмод
мат=900 кг/м3
Потери
модельного состава по модели 5…7%, потеря
на выход годного 45…70%, возврат модельного
материала 90…95%, рмод
мат=900 кг/м3
3.4.1 Требования к модельным составам и его приготовление
1 Модельный состав в расплавленном состоянии должен обладать хорошей жидкотекучестью для четкого воспроизведения конфигурации модели
2 Температура плавления не должна быть 35…45%
3 Усадка должна быть минимальной и стабильной
4 Не должно быть химического взаимодействия состава с материалом формы
5 После затвердевания модельный состав должен обладать хорошей прочностью и твердостью
6 модельный состав должен быть безвредным для работающих и окружающей среды на всех этапах техпроцесса
3.4.2 Характеристика модельного состава
Для получения модели будем использовать парафино-стеариновый модельный состав ПС 50х50, так как этот состав используется для мелких отливок средней сложности. Состоит он из 50% стеарина и 50% парафина.
Этот модельный состав относится к легкоплавким материалам. Парафино-стеариновые составы хорошо смачиваются суспензией на связующих растворах этил-силиката. Они имеют не высокую температуру плавления, 50-600С, низкую зольность, достаточную жидкотекучесть. Однако имеют низкую температуру размягчения, невысокую прочность (1,6…2МПа) и твердость, нестабильную и высокую усадку, пригодны для многократного использования.
ПС 50х50 приготавливают следующим образом: составляющие разбавляют в водяной бане с электрическим обогревом. Исходные материалы перед загрузкой измельчают для ускорения плавления. Материалы загружаются в порядке возрастания их температур плавления или растворимости. Расплавленный модельный состав перемешивают и фильтруют через металлическую сетку О2. Готовый модельный состав разливают в изложницы для дальнейшего употребления.
 После
выбора модельного состава необходимо
его приготовить. Заливать наш модельный
состав мы будем в пастообразном состоянии,
что позволит снизить усадку. Приготавливают
пастообразный модельный состав при
непрерывном перемешивании в шестеренном
смесителе. Воздух замешивается в
модельный состав в количестве 8..12 % по
объему. В процессе перемешивания в
шестеренном смесителе модельный состав
интенсивно охлаждается, переходя в
пастообразное состояние. Эти смесители
(рис.3.2) имеют большую производительность
и надежность, обеспечивая получение
пасты высокого качества.
После
выбора модельного состава необходимо
его приготовить. Заливать наш модельный
состав мы будем в пастообразном состоянии,
что позволит снизить усадку. Приготавливают
пастообразный модельный состав при
непрерывном перемешивании в шестеренном
смесителе. Воздух замешивается в
модельный состав в количестве 8..12 % по
объему. В процессе перемешивания в
шестеренном смесителе модельный состав
интенсивно охлаждается, переходя в
пастообразное состояние. Эти смесители
(рис.3.2) имеют большую производительность
и надежность, обеспечивая получение
пасты высокого качества.
На рисунке 3.2 показан смеситель для приготовления пастообразного модельного состава.
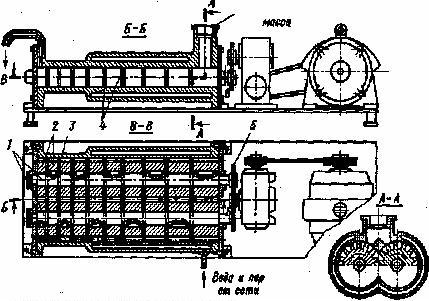
1-вал; 2-шестерня; 3-перегородка; 4-отверстие; 5-привод;
Рисунок 3.2 – Схема шестеренного смесителя для приготовления
пастообразного модельного состава