

6. Некоторые явления, сопутствующие процессу обработки металлов резанием
У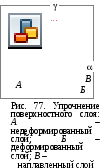 прочнение
при обработке металлов резанием.
При резании металлов поверхностный
слой обработанной детали пластически
деформируется (рис. 77), что изменяет
его структуру, вызывая упрочнение или
наклеп. Повышается
твердость, прочность и снижается
пластичность поверхностного слоя.
Твердость вблизи обработанной поверхности
в 2…3 раза выше твердости исходного
металла. На степень упрочнения влияют
свойства обрабатываемого материала,
геометрические параметры рабочей части
инструмента и его затупление, режим
резания, наличие смазочно-охлаждающей
жидкости и др. Чем пластичнее обрабатываемый
материал, тем интенсивнее он упрочняется.
прочнение
при обработке металлов резанием.
При резании металлов поверхностный
слой обработанной детали пластически
деформируется (рис. 77), что изменяет
его структуру, вызывая упрочнение или
наклеп. Повышается
твердость, прочность и снижается
пластичность поверхностного слоя.
Твердость вблизи обработанной поверхности
в 2…3 раза выше твердости исходного
металла. На степень упрочнения влияют
свойства обрабатываемого материала,
геометрические параметры рабочей части
инструмента и его затупление, режим
резания, наличие смазочно-охлаждающей
жидкости и др. Чем пластичнее обрабатываемый
материал, тем интенсивнее он упрочняется.
Упрочнение поверхностного слоя повышает износостойкость, усталостную прочность и другие эксплуатационные свойства обработанной детали. Но это является вредным при ее обработке.
Тепловые явления при резании. При обработке резанием работа деформации срезаемого слоя, сил трения стружки о переднюю поверхность инструмента и о поверхность резания заготовки ведут к образованию тепла, которое отводится стружкой 8…25 % всей теплоты, заготовкой 10…50 %, инструментом 2…8 % и около 1 % рассеивается в окружающую среду.
Повышение температуры режущего инструмента снижает его твердость, теплостойкость и износостойкость. Наибольшее влияние на повышение температуры в зоне резания оказывает увеличение скорости резания, а наименьшее увеличение глубины резания.
С повышением температуры заготовки и инструмента увеличиваются их размеры, что приводит к увеличению толщины снимаемого слоя и получения бракованных деталей.
7. Применение смазочно-охлаждающих жидкостей
Для уменьшения трения и охлаждения режущего инструмента и обрабатываемой детали при их обработке применяют смазочно-охлаждающие жидкости: водные растворы минеральных солей, эмульсии, растворы мыла, минеральные, животные и растительные масла, скипидар, керосин и др.
Смазочно-охлаждающие жидкости снижают трение, препятствуют образованию нароста на передней поверхности резца (налипанию частиц стружки), уменьшают степень шероховатости обработанной поверхности. Мощность, необходимая для снятия стружки, уменьшается на 10…15 %, резко возрастает стойкость режущего инструмента, повышается точность обработанной поверхности и уменьшается степень шероховатости.
8. Износ и стойкость режущих инструментов
Большое количество тепла, большие контактные давления и интенсивное трение между инструментом, заготовкой и стружкой приводят к износу режущего инструмента.
В зоне резания начинают действовать силы молекулярного сцепления адгезия (слипание материала инструмента со стружкой). Это сопровождается вырыванием отдельных частиц материала инструмента сходящей стружкой и ускоряет процесс его изнашивания.
При обработке без смазочно-охлаждающих жидкостей преобладаю-
щим становится абразивное изнашивание инструментов по передней и задней поверхностям.
Износ режущего инструмента влияет на стойкость режущего инструмента, качество обработки и размеры деталей.
Стойкость это промежуток времени непрерывной работы инструмента, в течение которого его износ достигает установленной величины. Стойкость измеряется в минутах и обозначается буквой Т. Наибольшее влияние на износ, а соответственно и на стойкость оказывает скорость резания V.
Обычно задаются такими режимами резания, чтобы стойкость инструмента была в пределах 30…90 мин.