

5.5.4. Тонкое шлифование свободным абразивом
Тонкое шлифование свободным абразивом также, как и шлифование алмазным инструментом, выполняют в несколько переходов. Их число определяется относительной кривизной обрабатываемой поверхности, а зернистость абразива (от М28 до М10). ее размером. На каждом переходе должен быть сошлифован слой стекла толщиной h, равный разности в толщине слоев нарушенных абразивом зернистости М„.\ предшествующего перехода (операции) и абразивом зернистости Мп данного перехода т.е, h=hun.\ - hwn- На интенсивность износа и шероховатость шлифованной поверхности оказывают влияние некоторые технологические факторы, в частности:
Расход абразивной суспензии характеризует степень замены разрушающихся зерен свежими. С увеличением расхода интенсивность износа стекла возрастает и, достигнув предельного значения, остается неизменной, т.к. все разрушенные зерна будут полностью компенсированы вновь поступающими в зазор между притираемыми поверхностями. При этом наблюдается наибольшее число случаев их воздействия на обрабатываемый материал. На шероховатость шлифуемой поверхности расход абразива не влияет.
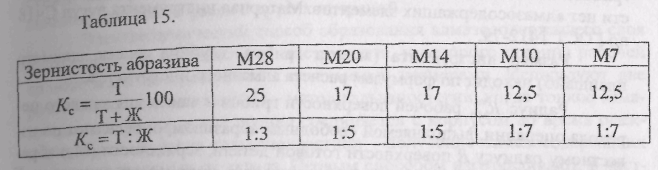
Концентрация абразивной суспензии определяет количество зерен, находящихся в зазоре. Концентрация Кс характеризуется выраженным в процентах отношением массы абразива Т к массе суспензии Ж, т.е. Т:Ж или численным отношением массы Т абразива к массе жидкости Ж, т.е.
#=—^—100 Я =Т:Ж = 1:1; 1:2;...
с Т + Ж
Увеличение А"с до 10% сопровождается повышением интенсивности износа. Начиная с /ifc=10%, она практически постоянна. На шерохованости ^ не влияет, но при ее малом (менее 10%) значении г царапины, характерные для работы единичных закрепленных н "оптимальные значения Кс приведены в табл. 15.
Давление определяет количество зерен абразива, участвующих в активной работе. С увеличением давления система "стекло-абразив-инструмент" упруго деформируется, число работающих зерен становится больше. Интенсивность износа возрастает пропорционально давлению. При некотором его критическом значении основная масса зерен разрушается. Остаются неразрушенными только отдельные наиболее прочные.
В этих условиях с повышением давления интенсивность износа снижается. Увеличивая давление, необходимо изменять и концентрацию суспензии для уменьшения нагрузки на каждое работающее зерно. На шероховатость шлифуемой поверхности давление не влияет.
Скорость относительного перемещения заготовки (блока) и инструмента характеризует число случаев воздействия зерен абразива на обрабатываемую поверхность в единицу времени. В интервале скоростей от ,05 до 0,1 м/с, которые использует при тонком шлифовании свободный абразивом, интенсивность износа изменяется по линейному закону. Шероховатость шлифованной поверхности от скорости не зависит.
Зернистость абразива определяет интенсивность износа и толщину нарушенного слоя шлифуемой поверхности, которые прямо пропорциональны размеру зерна основной фракции абразива.
Строение рабочей поверхности шлифовальника определяет усло-
i проникновения зерен абразива в зазор между притираемыми поверх-
'ями и удаления из него продуктов износа. При переходе от сплошной
'Верхности к поверхности, разделенной на отдельные площадки, эти ус-
я улучшаются. Такую поверхность создают, закрепляя на поверхно-
иифовальника металлическую сетку с минимальным размером
VW тонкого шлифования свободным абразивом используют стан-
>рые в зависимости от типоразмера, определяемого назначением
«а, рядовая оптика, крупногабаритные детали и др.) различа-
й привода, конструкцией верхнего звена, механизмом созда-
х>чего давления, режимом работы и др. Инструмент для тонкого шлифования свободным абразивом тац же, как и для тонкого шлифования алмазным инструментом, имеет вид грибов, чашек и планшайб, с тем отличием, что на его рабочей поверхно-сти нет алмазосодержащих элементов. Материал инструмента чугун Сч1& по ГОСТ 1412-79.
Размер инструмента (высота грибов, глубина чашек, диаметр планшайб) находят по формулам расчета алмазного инструмента.
Радиус R^n рабочей поверхности грибов и чашек для каждого перехода операции, выполняемой свободным абразивом, определяют по известному радиусу R поверхности готовой детали, зернистости (М„) абра-зива перехода, для которого предназначается инструмент, толщины F слоя, нарушаемого этим абразивом и толщине Амп слоя абразива, находящегося в зазоре между притираемыми поверхностями.
Радиус ЛМп поверхности заготовки (блока) после тонкого шлифования абразивом зернистости М„ с учетом увеличения на 20% толщины fm,, нарушаемого слоя из-за неоднородного состава
*Mn=tf±l,25FMn.
Радиус Я£|п рабочей поверхности инструмента в виде гриба или чашки для каждого перехода операции:
^n=*±(l,25FMn+AMn).
В приведенных формулах знак (+) берется для определения радиуса рабочей поверхности чашки, знак (-) для гриба.