

3.1 Номенклатура выпускаемых изделий.
Таблица 3.2 Номенклатура выпускаемых изделий
|
№ п/п |
Наименование детали |
t, н/час |
Nвып пред. шт. |
Комп-лект-ность, шт. |
Nвып. шт. |
Nзап. шт. |
Тгод, н/час |
|
1 |
Ролик |
1,19 |
650 |
1 |
650 |
683 |
811 |
|
2 |
Крышка |
30.15 |
394 |
2 |
788 |
828 |
24964 |
|
3 |
Качалка |
14,50 |
280 |
4 |
1120 |
1176 |
17052 |
|
4 |
Цапфа |
20,68 |
350 |
4 |
1040 |
1092 |
22582 |
|
5 |
Муфта |
11,26 |
343 |
4 |
1029 |
1081 |
12179 |
|
6 |
Кронштейн |
10,34 |
420 |
2 |
840 |
882 |
9119 |
|
7 |
Вилка |
9,44 |
518 |
2 |
1036 |
1088 |
10270 |
|
8 |
Втулка |
8,23 |
355 |
1 |
355 |
373 |
3069 |
|
|
ИТОГО |
|
|
|
|
|
97712 |
Расчет веса годовой программы запуска деталей сводим в таблицу 3.3.
Таблица 3.3 Вес годовой программы запуска деталей
|
№ п/п |
Наименование детали |
Марка материала |
Nзап шт. |
Вес детали, кг |
Вес годовой программы запуска, кг
| |||
|
черно-вой |
чисто-вой |
черно-вой |
чисто- вой | |||||
|
1 |
Ролик |
Ак-6Т1 |
683 |
0,6 |
0,23 |
409,8 |
157,09 | |
|
2 |
Крышка |
Ак-6Т1 |
828 |
0,54 |
0,2 |
447,12 |
165,6 | |
|
3 |
Качалка |
Ак-6Т1 |
1176 |
0,3 |
0,1 |
352,8 |
117,6 | |
|
4 |
Цапфа |
Ак-6Т1 |
1092 |
0,59 |
0,20 |
644,28 |
218,4 | |
|
5 |
Муфта |
Ак-6Т1 |
1081 |
0,48 |
0,20 |
518,88 |
216,2 | |
|
6 |
Кронштейн |
Ак-6Т1 |
882 |
0,55 |
0,39 |
452,1 |
320,58 | |
|
7 |
Вилка |
Ак-6Т1 |
1088 |
0,44 |
0,29 |
478,72 |
315,52 | |
|
8 |
Втулка |
Ак-6Т1 |
373 |
0,24 |
0,12 |
89,52 |
44,76 | |
|
|
ИТОГО |
|
7203 |
3,74 |
1,73 |
3393,22 |
1555,75 | |
3.2 0Пределение потребного количества оборудования
Расчет количества единиц основного оборудования зависит в основном
от типа производства, и осуществляется двумя основными методами: по
технологическому процессу и по технико-экономическим показателям.
Расчет по технологическому процессу производят при детальном
проектировании цехов серийного и массового производства.
Определяем суммарное число (в часах), потребное для обработки
годовой программы по формуле:[12]
 (3.10)
(3.10)
где N - годовая программа
tK - штучно - калькуляционное время обработки одной детали
Результаты расчетов сведены в таблицу 3.4
Таблица 3.4 Структура видов работ на участке
|
Вид обработки |
Модель оборудования |
| |||||||
|
Ролик |
Крышка |
Качалка |
Цапфа |
Муфта |
Кронштейн |
Вилка |
Втулка | ||
|
Токарная ЧПУ |
16К20Ф3 |
123.7 |
15589 |
1585 |
10598 |
7556 |
- |
3860 |
2008 |
|
Фрезерная ЧПУ |
Sterlitamak 400V |
419.58 |
800 |
13268 |
- |
- |
7258 |
5789 |
- |
|
Сверлильная ЧПУ |
Sterlitamak 400V |
53.36 |
3026 |
795 |
4568 |
1589 |
1489 |
202 |
- |
|
Расточная ЧПУ |
Sterlitamak 400V |
59.88 |
4359 |
512 |
6434 |
2099 |
- |
- |
840 |
|
Слесарная |
Верстак |
52.36 |
210 |
260 |
222 |
141 |
65 |
248 |
65 |
|
Контрольная |
Стол контрольный |
102.45 |
980 |
632 |
760 |
794 |
307 |
171 |
156 |
|
Итого |
|
811 |
24964 |
17052 |
22582 |
12179 |
9119 |
10270 |
3069 |
 год,
н/ч
год,
н/ч
Определяем действительный годовой фонд времени работы оборудования по
формуле:[12]
Fд=FH*K (3.11)
Где FH- номинальный фонд работы оборудования;
К = 0.97, коэффициент ремонта оборудования (2 смены)
FH=1945 ч.
Fд=1945*0,97=1886,65 ч.
Определяем потребное количество оборудования по формуле:[12]
С= (3.12)
(3.12)
Где m-число смен работы
С16К20Ф3=41319,7/1886,65*2=10,9
С Sterlitamak 400V=52720,82/1886,65*2=15,2
С верстак=1198,36/1886,65*2=0,31
С стол контрольный=3746,45/1886,65/2=0,99
Определяем коэффициент загрузки оборудования, показывающий занятость оборудования при выполнении работ по формуле:[12]
 (3.13)
(3.13)
Ƞз(16К20Ф3)=10,9/11=0,98
Ƞз(Sterlitamak 400V)=15,2/16=0,98
Ƞз(верстак)=0,31/1=0,31
Ƞз(стол контрольный)=0,99/1=0,99
Результаты расчтов сведем в таблицу 3.5
Таблица 3.5
|
№ |
Модель оборудования |
Суммарная трудоемкость |
Колличество оборудования |
Ƞз | |||||
|
Расчетное |
Принятое | ||||||||
|
1 |
16К20Ф3 |
39031,7 |
10,9 |
11 |
0,99 | ||||
|
2 |
Sterlitamak 400V |
52720,82 |
15,2 |
16 |
0,95 | ||||
|
5 |
Верстак |
1198,36 |
0,31 |
1 |
0,31 | ||||
|
6 |
Стол контрольный |
3746,45 |
0,99 |
1 |
0,99 | ||||
|
Итого |
97712 |
|
29 |
| |||||
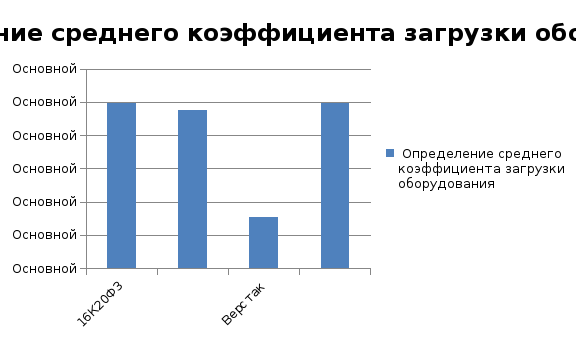
Рисунок 3.1 график среднего коэффициента загрузки оборудования.