

Логистика. Слайды по лекциям
.pdfПример применения алгоритма Джонсона при составлении оптимального расписания последовательной обработки партии из шести различных деталей на двух станках
Данные о времени обработки деталей:
№ детали |
1 |
2 |
3 |
4 |
5 |
6 |
Время обработки |
|
|
|
|
|
|
детали на первом |
8 |
6 |
3 |
5 |
10 |
2 |
станке, мин. |
|
|
|
|
|
|
Время обработки |
3 |
4 |
7 |
4 |
2 |
5 |
детали на втором |
||||||
станке, мин. |
|
|
|
|
|
|
Перед проведением оптимизации была составлена временная диаграмма обработки деталей при неоптимальном (исходном, по порядку) расписании обработки партии
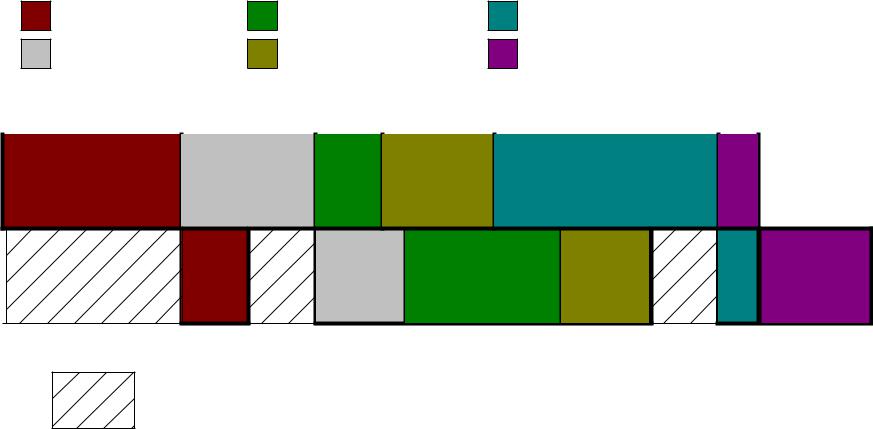
Временная диаграмма при неоптимальном, исходном расписании обработки деталей
Деталь №1 |
Деталь №3 |
Деталь №5 |
Деталь №2 |
Деталь №4 |
Деталь №6 |
|
|
|
|
|
|
Время |
|
|
|
|
|
|
|
8 |
6 |
3 |
5 |
10 |
2 |
обработки |
|
|
|
|
|
|
на станке 1 |
8 |
3 |
3 |
4 |
7 |
4 |
3 |
2 |
5 |
Время |
обработки |
|||||||||
|
|
|
|
|
|
|
|
|
на станке 2 |
Время простоев
Общее время обработки последовательно 6 деталей на двух станках:
8+3+3+4+7+4+3+2+5 = 39 мин.
Их них время простоя оборудования: 8+3+3 = 14 мин.

Оптимизация расписания обработки партии. Этап 1
№ детали |
1 |
2 |
3 |
4 |
5 |
6 |
|
Время |
|
|
|
|
|
|
|
обработки |
8 |
6 |
3 |
5 |
10 |
2 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 1, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время |
|
|
|
|
|
|
|
обработки |
3 |
4 |
7 |
4 |
2 |
5 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 2, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальный |
|
|
|
|
2 в |
2 в |
|
элемент в не- |
|
|
|
|
|||
|
|
|
|
нижней |
верхней |
||
переставлен- |
|
|
|
|
|||
|
|
|
|
строке |
строке |
||
ных столбцах |
|
|
|
|
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Оптимизация расписания обработки партии. Этап 1
№ детали |
1 |
2 |
3 |
4 |
5 |
6 |
|
Время |
|
|
|
|
|
|
|
обработки |
8 |
6 |
3 |
5 |
10 |
2 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 1, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время |
|
|
|
|
|
|
|
обработки |
3 |
4 |
7 |
4 |
2 |
5 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 2, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальный |
|
|
|
|
2 в |
2 в |
|
элемент в не- |
|
|
|
|
|||
|
|
|
|
нижней |
верхней |
||
переставлен- |
|
|
|
|
|||
|
|
|
|
строке |
строке |
||
ных столбцах |
|
|
|
|
|||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Ставим
Ставим на первое свободное место

Оптимизация расписания обработки партии. Этап 1
№ детали |
6 |
1 |
2 |
3 |
4 |
5 |
|
Время |
|
|
|
|
|
|
|
обработки |
2 |
8 |
6 |
3 |
5 |
10 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 1, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время |
|
|
|
|
|
|
|
обработки |
5 |
3 |
4 |
7 |
4 |
2 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 2, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальный |
2 в |
|
|
|
|
2 в |
|
элемент в не- |
|
|
|
|
|||
верхней |
|
|
|
|
нижней |
||
переставлен- |
|
|
|
|
|||
ных столбцах |
строке |
|
|
|
|
строке |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|

Оптимизация расписания обработки партии. Этап 2
№ детали |
6 |
1 |
2 |
3 |
4 |
5 |
|
Время |
|
|
|
|
|
|
|
обработки |
2 |
8 |
6 |
3 |
5 |
10 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 1, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время |
|
|
|
|
|
|
|
обработки |
5 |
3 |
4 |
7 |
4 |
2 |
|
детали на |
|||||||
|
|
|
|
|
|
||
станке 2, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Минимальный |
|
|
|
|
|
|
|
элемент в не- |
|
|
|
|
|
|
|
переставлен- |
|
|
|
|
|
|
|
ных столбцах |
|
|
|
|
|
|
И Т.Д.

Данные для составления временной диаграммы при оптимальном расписании обработки деталей
№ детали |
6 |
3 |
2 |
4 |
1 |
|
5 |
Время |
|
|
|
|
|
|
|
обработки |
2 |
3 |
6 |
5 |
8 |
|
10 |
детали на |
|
||||||
|
|
|
|
|
|
|
|
станке 1, мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время |
|
|
|
|
|
|
|
обработки |
5 |
7 |
4 |
4 |
3 |
|
2 |
детали на |
|
||||||
|
|
|
|
|
|
|
|
станке 2, мин. |
|
|
|
|
|
|
|
Порядок обработки деталей:
Деталь №6 Деталь №3 Деталь №2 Деталь №4 Деталь №1 Деталь №5

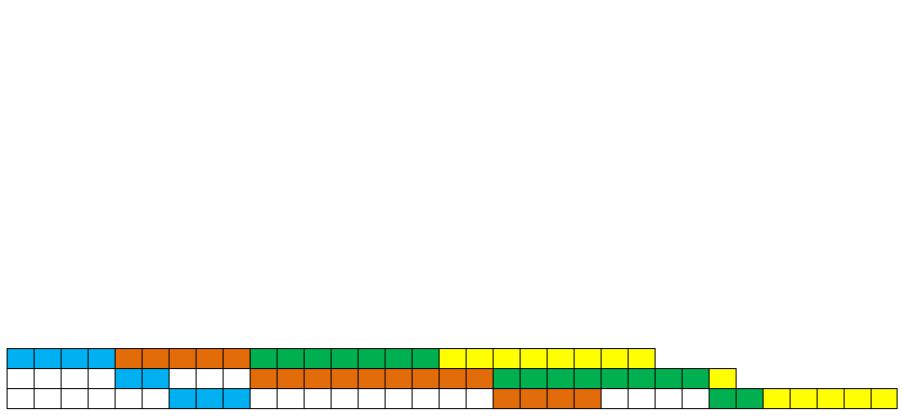
Временная диаграмма при оптимальном расписании обработки деталей
Порядок обработки деталей: Д 6 - Д 3 - Д 2 - Д 4 - Д 1 - Д 5
Деталь №1 |
Деталь №3 |
Деталь №5 |
Деталь №2 |
Деталь №4 |
Деталь №6 |
|
|
|
|
|
|
|
|
|
|
Время |
2 |
3 |
6 |
5 |
|
8 |
|
|
10 |
|
обработки |
|
|
|
|
|
|
|
|
|
|
на станке 1 |
2 |
|
5 |
7 |
4 |
4 |
2 |
3 |
7 |
2 |
Время |
|
обработки |
|||||||||
|
|
|
|
|
|
|
|
|
|
на станке 2 |
Время простоев
Общее время обработки последовательно 6 деталей на двух станках: До применения оптимизации: 39 минут (из них 14 минут простоя) После применения оптимизации: 2+5+7+4+4+2+3+7+2=36 минут Из них время простоя: 2+2+7 = 11 минут
Оптимизация проведена успешно

ПРИМЕР Выбора последовательности обработки деталей
№ детали |
Д1 |
Д2 |
Д3 |
Д4 |
|
Время обработки детали |
5 |
4 |
8 |
7 |
|
на первом станке, мин. |
|||||
|
|
|
|
||
Время обработки детали |
9 |
2 |
1 |
8 |
|
на втором станке, мин. |
|||||
|
|
|
|
||
Время обработки детали |
4 |
3 |
5 |
2 |
|
на третьем станке, мин. |
|||||
|
|
|
|
Альтернативные последовательности:
1.Сначала детали с min Тобр на первом станке; в порядке возрастания Тобр
2.Сначала детали с max Тобр на последнем станке; в порядке убывания Тобр
3.Обрабатываются вначале детали, у которых суммарное Тобр на всех станках максимальное; в порядке убывания Тобр
4.Сначала детали где “узкое место” (станок где происходит max Тобр этой детали) как можно дальше от начала обработки
Составить расписание работы участка
1. Сначала детали с min Тобр на первом станке; в порядке возрастания Тобр
№ детали |
Д1 |
Д2 |
Д3 |
Д4 |
|
Время обработки детали |
5 |
4 |
8 |
7 |
|
на первом станке, мин. |
|||||
|
|
|
|
||
Время обработки детали |
9 |
2 |
1 |
8 |
|
на втором станке, мин. |
|||||
|
|
|
|
||
Время обработки детали |
4 |
3 |
5 |
2 |
|
на третьем станке, мин. |
|||||
|
|
|
|
||
Д2 — Д1 — Д4 — Д3 |
|
|
|
|
После построения графика обработки деталей на станках определено, что: Общее время обработки:33 мин.
Общее время простоев: 26 машино-мин.