

3 Расчет элементов вибрационных бункерных загрузочных устройств
3.1 Выбор конструктивных параметров вибрационного бункера.
Чтобы правильно выбрать параметры вибрационного бункера нужно знать форму, размеры и вес транспортируемой детали, а также необходимую производительность.
Производительность вибрационного бункера определяется по формуле:
![]() (22)
(22)
где
![]() - средняя скорость движения детали
(мм/с) по лотку.
- средняя скорость движения детали
(мм/с) по лотку.
Z – один из габаритных размеров детали (мм).
К – коэффициент заполнения, учитывающий разрывы в потоке.
Производительность
бункера не является величиной строго
постоянной, а может колебаться в
определенных пределах в зависимости
от колебаний величины скорости движения
деталей и коэффициента заполнения.
Однако, среднюю производительность
![]() бункера можно считать постоянной. В
рабочий механизм станка детали должны
поставляться равномерно, в количеству,
которое обозначается
бункера можно считать постоянной. В
рабочий механизм станка детали должны
поставляться равномерно, в количеству,
которое обозначается![]() .
.
Рассмотрим два случая взаимосвязи между средней производительностью бункера и постоянной производительностью станка.
Средняя производительность бункера равна производительности станка
![]() (23)
(23)
Средняя производительность бункера выше производительности станка
![]() (24)
(24)
Допустим,
что в период времени от нуля до
![]() (рис. 12), станок потребляет больше, чем
выдает бункер, а в период времени от
(рис. 12), станок потребляет больше, чем
выдает бункер, а в период времени от![]() до
до![]() выдача деталей из бункера превышает
потребление рабочим механизмом станка.
Количество недоданных бункером деталей,
поступающих в накопитель в период
повышенной производительности бункера
– заштрихованной площадью
выдача деталей из бункера превышает
потребление рабочим механизмом станка.
Количество недоданных бункером деталей,
поступающих в накопитель в период
повышенной производительности бункера
– заштрихованной площадью![]() .
.
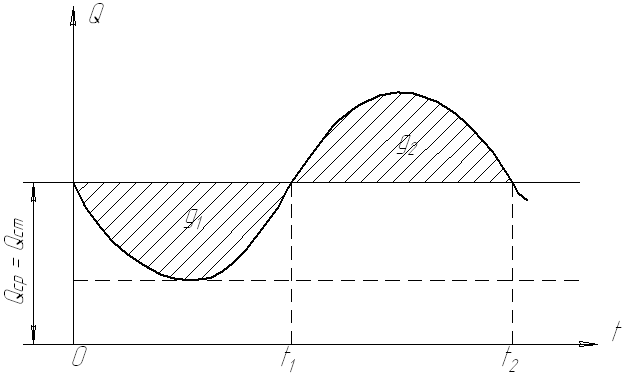
Рис. 12. Периоды изменения производительности вибробункера
Очевидно,
что накопитель бункерного загрузочного
устройства при таком законе изменения
производительности должен иметь емкость
не меньше, а лучше несколько больше, или
![]()
При правильном определении средней производительности а главное, объема накопителя, можно достичь такого положения, что бункерное загрузочное вибрационное устройство будет работать ритмично и ровно, при этом запас деталей в накопителе будет изменяться в некоторых определенных пределах, а в рабочую машину в единицу времени будет поступать точно определенное количество деталей. Однако, осуществить практически такой вариант работы вибробункера и станка представляет значительные трудности, ибо это связано со сложными аналитическими расчетами емкости накопителя, и не всегда удается обеспечить постоянство средней производительности бункера.
Для
обеспечения относительно бесперебойной
работы станка - автомата, вибрационный
бункер, подающий детали в станок, в
настоящее время рассчитывают на работу
с перевыполнением, т.е. при
![]() .
В таких случаях берут расчетную
производительность бункера несколько
большей производительности станка
.
В таких случаях берут расчетную
производительность бункера несколько
большей производительности станка
![]() (25)
(25)
где
![]() - коэффициент переполнения, учитывающий
превышение призводительности бункера
над призводительностью станка.
- коэффициент переполнения, учитывающий
превышение призводительности бункера
над призводительностью станка.
Величина
коэффициента переполнения зависит от
стабильности работы бункера и количества
деталей, вмещающихся в накопитель,
устанавливаемый между питателем и
рабочим органом станка. Практически
установлено, что для большинства
вибрационных питателей можно принять
![]() .
Однако, и этот вариант работы системы
(вибрационный бункер- накопитель-станок)
не лишен недоработок. Во-первых, при
работе с явным «переполнением» накопитель
все время будет переполнен деталями,
следовательно необходимо предусмотреть
в вибробункере сбрасывающее устройство,
которое будет сбрасывать лишние детали
и исключать возможность заклинивания
деталей в бункере а также потерянной
ориентации при переполнении накопителя.
Во-вторых, мы явно увеличиваем мощность
привода, что также является нежелательным.
.
Однако, и этот вариант работы системы
(вибрационный бункер- накопитель-станок)
не лишен недоработок. Во-первых, при
работе с явным «переполнением» накопитель
все время будет переполнен деталями,
следовательно необходимо предусмотреть
в вибробункере сбрасывающее устройство,
которое будет сбрасывать лишние детали
и исключать возможность заклинивания
деталей в бункере а также потерянной
ориентации при переполнении накопителя.
Во-вторых, мы явно увеличиваем мощность
привода, что также является нежелательным.