

3.15. Необходимое число витков катушки вибратора.
 ;
(127)
;
(127)
где
![]() эффективное
значение напряжения на зажимах катушки
вибратора
эффективное
значение напряжения на зажимах катушки
вибратора
![]() -
действительная площадь сечения железа,
-
действительная площадь сечения железа,
![]() -действительная
магнитная индукция,
-действительная
магнитная индукция,
 ;
(128)
;
(128)
![]() -
длина среднего магнитного пути железного
сердечника в см
-
длина среднего магнитного пути железного
сердечника в см
![]() (см);
(129)
(см);
(129)
![]() магнитная
проницаемость железа сердечника (для
электротехнической стали)
магнитная
проницаемость железа сердечника (для
электротехнической стали)
![]()
3.16.Регулирование величины возмущающего усилия вибратора.
В зависимости от изменения напряжения в сети будет изменяться величина возмущающего усилия, а следовательно, и производительность питателя. Поэтому часто возникает необходимость в регулировании возмущающего усилия вибратора, которое может осуществляться несколькими способами:
а) с изменением напряжения с помощью автотрансформатора;
б) с изменением силы тока и падения напряжения в электромагните с помощью реостата;
в) с изменением усилия путем регулирования воздушного зазора электромагнита;
г) с регулированием величины возмущающего усилия путем изменения числа находящихся под током витков катушки электромагнита.
Представим формулу (127) в следующем виде:
 ;
(130)
;
(130)
Анализируя
формулу можно заметить, что величину
магнитной индукции, а следовательно и
величину возмущающего усилия путем
можно регулировать, изменяя величины
![]() ,
,![]() или
или![]() .
.
Для вибраторов средних и больших размеров наиболее удобным является способ регулирования возмущающего усилия путем изменения числа находящихся под токами витков катушки вибратора.
При
этом способе регулирования по формуле
(127) для предельных возможных величин
напряжение в сети
![]() и
и![]() ,
подсчитывается максимальное и минимальное
числа витков катушки
,
подсчитывается максимальное и минимальное
числа витков катушки![]() и
и![]() .
.
 ;
(131)
;
(131)
![]() ;
(132)
;
(132)
Регулируемый
диапазон разбивают на
![]() ступеней, определяемых в зависимости
от требуемой плавности регулирования
ступеней, определяемых в зависимости
от требуемой плавности регулирования![]()
Затем
определяют числа витков катушки
![]() ,
приходящихся на одну ступень регулирования:
,
приходящихся на одну ступень регулирования:
![]() ;
(133)
;
(133)
При
намотке катушки, начиная с числа витков,
равного
![]() через каждые
через каждые![]() витков делают отводы, которые подключаются
к многопозиционному переключателю.
Отключая от катушки последовательно
секции, имеющие по
витков делают отводы, которые подключаются
к многопозиционному переключателю.
Отключая от катушки последовательно
секции, имеющие по![]() витков, можно ступенчато изменять
величину возмущающей силы при постоянном
напряжении или поддерживать постоянную
производительность при изменении
напряжения в сети.
витков, можно ступенчато изменять
величину возмущающей силы при постоянном
напряжении или поддерживать постоянную
производительность при изменении
напряжения в сети.
Эффективное значение тока, потребляемое вибратором из сети, определяется по формуле:
![]() ;
(134)
;
(134)
где В –магнитная индукция в зазоре (114)
Диаметр провода обмотки
![]() ;
(135)
;
(135)
В
зависимости от значений
![]() диаметр провода может быть определен
по формулам:
диаметр провода может быть определен
по формулам:
При
![]()
![]() ,
мм
,
мм
![]()
![]() ,
мм
,
мм
![]()
![]() ,
мм
,
мм
4 Управление работой вибрационного загрузочного устройства
4.1 Управление при работе с электромагнитным вибратором.
В качестве источника колебаний в нормализованных вибропитателях применяют электромагнитные приводы переменного тока, являющиеся наиболее современными и удобными типами вибраторов. Применение электромагнитного привода исключают необходимость в механических частях, преобразующих различные формы движения в требуемое возвратно – поступательное движение, что значительно упрощает кинематическую схему и даёт возможность непосредственного соединения в одно целое рабочего органа и двигателя, т. е. электромагнита.
Наиболее простым и распространённым является реактивный одно-контактный электровибратор, состоящий из статора I, содержащего один электромагнит и якоря 2 (рис. 23). Сила притяжения электромагнита зависит от величины магнитного потока; при включении обмотки катушки в сеть имеет следующую картину: при возрастании магнитного потока якоря притягивается; а при убывании – возвращается под действием упругой подвески. При питании переменным током, когда на протяжении одного периода имеются два максимума силы тока (положительный и отрицательный ) магнитный поток дважды меняется от края до максимума и в соответствии с этим частота колебаний возмущающей силы будет вдвое больше частоты переменного тока. При питании однополупериодным пульсирующим током, когда на протяжении однополупериодным пульсирующим током, когда на протяжении одного периода имеется один максимум силы тока, частота колебаний возмущающей силы совпадает с частотой переменного тока.
Рис. 23. Схема реактивного одноконтактного электровибратора
Для питания малых типоразмеров вибропитателей переменный ток с промышленной частотой 50 Гц; схема, показанная на рис. 23а, позволяет осуществлять процесс вибротранспортирования при частотах лотка 6000 кол/мин. Наибольшее распространение получила схема питания однополупериодным пульсирующим током, при которой в сеть однофазного переменного тока с частотой 50 Гц включается однополупериодным выпрямитель (обычно селеновый типа ВС или ВД); в этом случае лоток вибрационных загрузочных устройств с электромагнитными вибраторами применяются следующие схемы.
При питании вибратора загрузочного устройства через трансформатор (рис. 24) вторичная обмотка трансформатора делается секционированной, и вибратор В подключается к этой обмотки через контакты пускового реле 2PI контакты замедляющего реле IPI – 2. при отсчёте основной части партии контакты замкнуты, как показано на схеме рис.24. для замедления скорости подачи деталей реле IP переключает свои контакты, и на обмотку вибратора подаётся пониженное напряжение, что приводит к уменьшению амплитуды вибрации. После отсчёта заданного числа деталей реле 2P размыкает контакт 2PI, и загрузочное устройство останавливается. Отводы вторичной обмотки I, 2, 3 служат для регулирования скорости движения деталей. Схема пригодна как для работы с выпрямителем (показан на схеме пунктиром), так и без него.
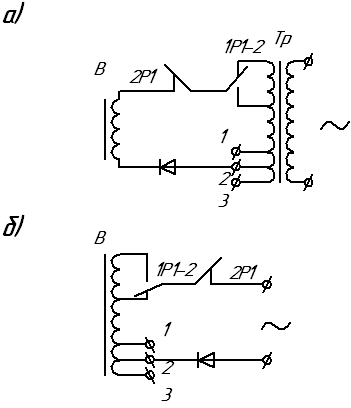
Рис. 24. Схема питания загрузочного устройства через трансформатор
Аналогичная схема управления работой загрузочного устройства может быть использована при питании обмотки вибратора непосредственно от сети. В этом случае обмотка вибратора делается секционированной и также подключается через контакты замедляющего реле IPI – 2 и контакты пускового реле 2PI, как показано на рис. 24. При отсчёте основной части партии деталей контакты обоих реле IP переключаются, и в цепь включается большее количество векторов обмотки вибратора, что приводит к увеличению сопротивления цепи, уменьшению тока через обмотку, уменьшению возмущающего усилия и, следовательно, замедлению скорости подачи деталей. Отводы I, 2, 3, как и предыдущим, случае служат для регулирования скорости деталей.
Отводы
от обмотки вибратора могут и не делаться.
В этом случае схема включения имеет
вид, показанный на рис.25. здесь замедление
скорости подачи после отсчёта основной
части партии деталей осуществляется
последовательным подключением с обмоткой
вибратора сопротивления RI
при размыкании контакта PI.
После отсчета всей партии деталей,![]() как
и в предыдущих случаях, размыкаются
контакты 2РI.
Регулирование скорости движения (при
отсчёте основной части партии )
осуществляется подбором сопротивления
Р2. положительным качеством рассмотренной
схемы является отсутствие экстра токов
в обмотки вибратора при срабатывании
замедляющего реле IР
в предыдущих схемах (см. рис. 24) приводит
к резкому подергиванию чаши бункера во
время переключения, что при подаче
довольно мелких деталей может свести
на нет результаты предварительного
замедления, так как во время толчка в
приёмную тару сразу сбрасывается
несколько деталей.
как
и в предыдущих случаях, размыкаются
контакты 2РI.
Регулирование скорости движения (при
отсчёте основной части партии )
осуществляется подбором сопротивления
Р2. положительным качеством рассмотренной
схемы является отсутствие экстра токов
в обмотки вибратора при срабатывании
замедляющего реле IР
в предыдущих схемах (см. рис. 24) приводит
к резкому подергиванию чаши бункера во
время переключения, что при подаче
довольно мелких деталей может свести
на нет результаты предварительного
замедления, так как во время толчка в
приёмную тару сразу сбрасывается
несколько деталей.
Во всех рассмотренных схемах управления остановка и пуск загрузочного устройства осуществляется путём отключения и подключения обмотки вибратора с помощью пускового реле 2P.
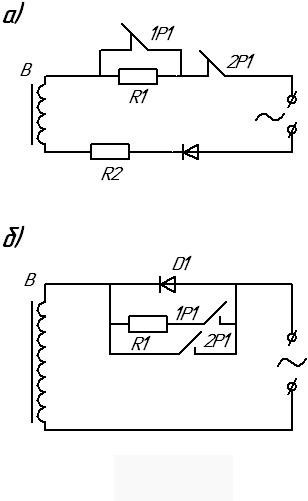
Рис. 25. Схема включения вибратора
Этот способ имеет два существенных недостатка. Во первых, во время подключения обмотки вибратора получается резкий толчок чаши, в результате чего может произойти сдваивание деталей и, следовательно ошибка в счёте. И, во вторых, при отключении обмотки вибратора остановка происходит не мгновенно, а чаша совершает ещё ряд колебаний, в результате чего возможны перебросы деталей. Оба эти недостатка становятся, особенно заметны при подаче мелких и весьма мелких деталей.
От перечисленных недостатков свободная схема, представленная на рис. 25. здесь регулирование скорости подачи вибропитателя и его остановка осуществляются шунтированием выпрямителя. Схема предназначена для вибрационных питателей, работающих с частотой
![]() =50
Гц. При подаче основной части партии
деталей контакты пускового и замедляющего
реле замкнуты, и в обмотку вибратора
поступает ток, пульсирующий с частотой
50 Гц (рис. 26). В результате частота
возмущающего усилия также равна 50 Гц.
после отсчёта основной части партии
деталей срабатывает замедляющее реле
IP,
которые контактами IPI
параллельно диоду выпрямителя ДI
подключает сопротивление R
=50
Гц. При подаче основной части партии
деталей контакты пускового и замедляющего
реле замкнуты, и в обмотку вибратора
поступает ток, пульсирующий с частотой
50 Гц (рис. 26). В результате частота
возмущающего усилия также равна 50 Гц.
после отсчёта основной части партии
деталей срабатывает замедляющее реле
IP,
которые контактами IPI
параллельно диоду выпрямителя ДI
подключает сопротивление R![]() . при этом через обмотку вибратора, кроме
основной составляющей тока, магнитодвижущая
сила которой (кривая I,
рис.26) работает в такт с колебаниями
чаши и раскачивает ее, протекает ток
второго полу периода, магнитодвижущая
сила которого (кривая 2, рис.26) работает
в противофазе с основной магнитодвижущей
силой; в результате амплитуда колебаний,
а следовательно, и скорость подачи
деталей уменьшается. После отсчёта всей
партии деталей срабатывает пусковое
реле 2P
и контактами 2PI
полностью шунтирует выпрямитель. Тогда
магнитодвижущие силы обоих полу периодов
равны (I
и 2, рис.26), и частота возмущающего усилия
становится равной
. при этом через обмотку вибратора, кроме
основной составляющей тока, магнитодвижущая
сила которой (кривая I,
рис.26) работает в такт с колебаниями
чаши и раскачивает ее, протекает ток
второго полу периода, магнитодвижущая
сила которого (кривая 2, рис.26) работает
в противофазе с основной магнитодвижущей
силой; в результате амплитуда колебаний,
а следовательно, и скорость подачи
деталей уменьшается. После отсчёта всей
партии деталей срабатывает пусковое
реле 2P
и контактами 2PI
полностью шунтирует выпрямитель. Тогда
магнитодвижущие силы обоих полу периодов
равны (I
и 2, рис.26), и частота возмущающего усилия
становится равной
![]() =
100 Гц. так как собственная частота упругой
системы вибрационного загрузочного
устройства близка к 50 Гц, то получается
резкое рассогласование частот; кроме
того, по движению чаши второй полу период
оказывается в противофазе с первым, в
результате амплитуда колебаний резко
падает и становится на столько малой,
то движение деталей прекращается. Так
как прекращается подачи деталей в этом
случае осуществляется не отклонением
обмотки вибратора, а за счёт подачи в
его обмотку второго полупериода тока,
то остановка чаши получается очень
быстрой и переброс деталей невозможен.
Кроме того обмотка вибратора не
обесточивается, в результате чего
отсутствуют толчки при переключениях
и пуске загрузочного устройства .
=
100 Гц. так как собственная частота упругой
системы вибрационного загрузочного
устройства близка к 50 Гц, то получается
резкое рассогласование частот; кроме
того, по движению чаши второй полу период
оказывается в противофазе с первым, в
результате амплитуда колебаний резко
падает и становится на столько малой,
то движение деталей прекращается. Так
как прекращается подачи деталей в этом
случае осуществляется не отклонением
обмотки вибратора, а за счёт подачи в
его обмотку второго полупериода тока,
то остановка чаши получается очень
быстрой и переброс деталей невозможен.
Кроме того обмотка вибратора не
обесточивается, в результате чего
отсутствуют толчки при переключениях
и пуске загрузочного устройства .
В последнее время всё более широкое применение получают бесконтактные переключающиеся устройства; их использование для управления работой вибрационных загрузочных устройств малой мощности вполне возможно и рационально. При этом бесконтактные переключающие устройства могут одновременно служить и для стабилизации напряжения, подаваемого на обмотку вибратора, в результате чего стабильность работы таких устройств значительно повышается.
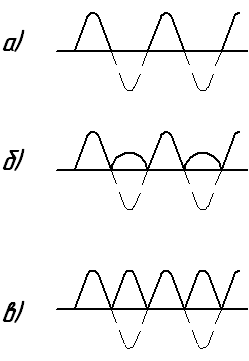
Рис. 26. Колебания тока
На
рис. 27 приведена схема управления и
стабилизации напряжения вибратора
загрузочного устройства, собранная на
полупроводниковых приборах, для питателей
мощностью в несколько ватт. Обмотка В
загрузочного устройства питателя то
силового трансформатора Т![]() через конденсатора С
через конденсатора С![]() .
.
Параллельно
обмотке вибратора бункера подключена
схема стабилизации напряжения и
управления. Работает схема следующим
образом: во время счёта основной части
партии деталей транзистор Т![]() заперт, и схема служит электронным
стабилизатором. При достижении напряжения
на обмотке вибратора в каждом полу
периоде уровня стабилизации опорного
диода Д
заперт, и схема служит электронным
стабилизатором. При достижении напряжения
на обмотке вибратора в каждом полу
периоде уровня стабилизации опорного
диода Д![]() (I8
в) транзистор Т
(I8
в) транзистор Т![]() открывается и шунтирует обмотку
вибратора. Происходит перераспределение
сопротивлении, не позволяющее напряжению
между точками подняться выше напряжения
стабилизации, а весь излишек напряжения
гасится на конденсаторе С
открывается и шунтирует обмотку
вибратора. Происходит перераспределение
сопротивлении, не позволяющее напряжению
между точками подняться выше напряжения
стабилизации, а весь излишек напряжения
гасится на конденсаторе С![]() . таким обозом, транзистор Т
. таким обозом, транзистор Т![]() ,
управляемый диодом Д
,
управляемый диодом Д![]() ,
ограничивает напряжение на обмотке
вибратора в обоих полу периодах, благодаря
чему это напряжение имеет трапецеидальную
форму с постоянной амплитудой. Это
обеспечивает постоянную амплитуду
вибрации чаши питателя с частотой
,
ограничивает напряжение на обмотке
вибратора в обоих полу периодах, благодаря
чему это напряжение имеет трапецеидальную
форму с постоянной амплитудой. Это
обеспечивает постоянную амплитуду
вибрации чаши питателя с частотой![]() =100
Гц, независимо от колебаний напряжения
сети, чем достигается постоянная и
равномерная скорость движения деталей.
Регулирование этой скорости в небольших
пределах при настройке осуществляется
с помощью реостатаR
=100
Гц, независимо от колебаний напряжения
сети, чем достигается постоянная и
равномерная скорость движения деталей.
Регулирование этой скорости в небольших
пределах при настройке осуществляется
с помощью реостатаR![]() .
.
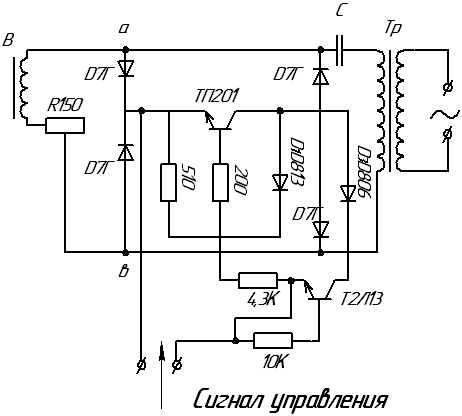
Рис. 27. схема управления и стабилизации напряжения вибратора загрузочного устройства
Переключение
загрузочного устройства на замедленный
режим работы осуществляется следующим
образом. На базу транзистора Т![]() подаётся сигнал управления в виде
постоянного отрицательного напряжения,
при этом через переходы эмиттер – база
транзисторов Т
подаётся сигнал управления в виде
постоянного отрицательного напряжения,
при этом через переходы эмиттер – база
транзисторов Т![]() и Т
и Т![]() течет ток. Величина этого тока выбирается
такой, это транзистор Т
течет ток. Величина этого тока выбирается
такой, это транзистор Т![]() ещё не открыт, а транзистор Т
ещё не открыт, а транзистор Т![]() уже открыт. Тогда к диоду Д
уже открыт. Тогда к диоду Д![]() оказывается подключен параллельно диод
Д
оказывается подключен параллельно диод
Д![]() ,
напряжение стабилизации которого ниже
напряжения стабилизации диода Д
,
напряжение стабилизации которого ниже
напряжения стабилизации диода Д![]() .
В результате этого на обмотку вибратора
подаётся пониженное напряжение, тоже
стабилизированное до величины напряжения
стабилизации диода Д
.
В результате этого на обмотку вибратора
подаётся пониженное напряжение, тоже
стабилизированное до величины напряжения
стабилизации диода Д![]() равного 8в; амплитуда колебаний чаши
вибропитателя, а следовательно, и
скорость движения деталей уменьшается.
равного 8в; амплитуда колебаний чаши
вибропитателя, а следовательно, и
скорость движения деталей уменьшается.
Для
полной остановки нагрузочного устройства
после заданного числа деталей увеличивается
сигнал управления, при этом ток через
эмиттер – базовые переходы транзисторов
и возрастает. Тогда транзистор Т![]() полностью открывается, в результате
чего обмотка вибратора оказывается
постоянно зашунтированной, направление
между точкамиa
и в близко к нулю. Это приводит к резкому
затуханию колебаний чаши бункера, подача
деталей прекращается. Все переключения
осуществляются без размыкания и замыкания
цепей, поэтому при изменении режима
работы и пуске вибропитателя отсутствуют
какие-либо толчки его чаши.
полностью открывается, в результате
чего обмотка вибратора оказывается
постоянно зашунтированной, направление
между точкамиa
и в близко к нулю. Это приводит к резкому
затуханию колебаний чаши бункера, подача
деталей прекращается. Все переключения
осуществляются без размыкания и замыкания
цепей, поэтому при изменении режима
работы и пуске вибропитателя отсутствуют
какие-либо толчки его чаши.
Рассмотренная схема была испытана и применена в одной их конструкций счётных автоматов, разработанных и изготовленных во Львовском политехническом институте.