

2. Общие положения по работе вибрационных бункерно - загрузочных устройств
Вибрационные бункера предназначены для захвата деталей из навала, ориентации их и последующей выдачи в ориентированном положении в питатель.
Вибрационные бункера являются устройствами с непрерывной выдачей деталей, однако принцип действия их весьма своеобразен. Лоток вибрационного бункерного ориентирующего устройства наклонен под углом к горизонту (рис. 10) и получает возвратно-поступательное перемещение с небольшой амплитудой и значительной частотой в направлении под углом к лотку.
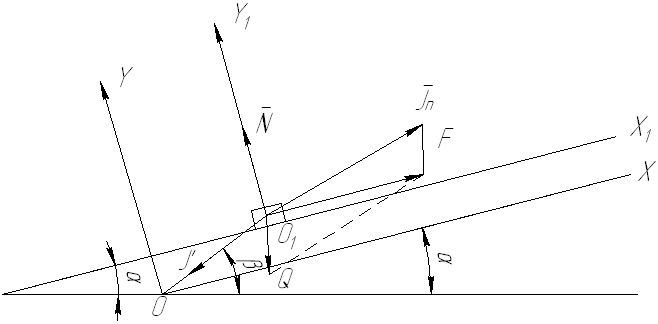
Рис. 10. Геометрические параметры рабочего лотка вибробункера
Если
поступательное движение лотка медленное,
а возвратное – быстрое, то деталь,
лежащая на лотке будет двигаться только
наступательно. Так как перемещение
детали происходит под действием силы
трения, которая не может быть больше,
чем
![]() то
наибольшее ускорение детали
то
наибольшее ускорение детали![]() (т.н. критическое) будет определять
характер движения детали.
(т.н. критическое) будет определять
характер движения детали.
Если ускорение лотка будет больше критического, то произойдет проскальзывание деталей по лотку в направлении, обратном движению лотка.
Так
как для движения детали вперед, ей
необходимо сообщить колебательное
движение с разными ускорениями в прямом
и обратном направлениях, то в случае
хода лотка вперед, ускорение будет
меньше
![]() ,
т.е.
,
т.е.![]() <
<![]() и деталь будет двигаться вместе с лотком
без проскальзывания, в случае хода лотка
назад при
и деталь будет двигаться вместе с лотком
без проскальзывания, в случае хода лотка
назад при
![]() >
>![]() ,
будет происходить скольжение детали
по лотку вперед.
,
будет происходить скольжение детали
по лотку вперед.
Критическое ускорение, превышение которого будет создавать скольжение детали относительно лотка назад – вниз, при этом равно:
![]() (1)
(1)
а критическое ускорение, превышение которого будет создавать скольжение детали относительно лотка вперед-вверх, равно:
![]() (2)
(2)
где g – ускорение силы тяжести
f – коэффициент трения заготовки по лотку.
Для вибробункеров с диаметром чаши до 100 мм значения коэффициента f приведены в табл. 3, при диаметре чаши более 100 мм значение коэффициента f необходимо принимать из табл. 2.
При
движении лотка вверх сила инерции детали
будет действовать противоположно
направлению движения и прижимать деталь
к лотку, увеличивая силу трения, под
действием которой движется деталь. При
ходе лотка вниз сила инерции будет
уменьшать давление детали на лоток и
тем самым уменьшать силу трения, создавая
условия для скольжения детали по лотку
вперед. В зависимости от ускорения лотка
и углов
![]() и
и![]() могут существовать различные режимы
движения деталей, как отрывные, при
которых деталь – часть каждого цикла
– следует не касаясь поверхности
транспортирующего лотка, так и безотрывные,
при которых деталь все время находится
в контакте с поверхностью лотка.
могут существовать различные режимы
движения деталей, как отрывные, при
которых деталь – часть каждого цикла
– следует не касаясь поверхности
транспортирующего лотка, так и безотрывные,
при которых деталь все время находится
в контакте с поверхностью лотка.
Наиболее эффективными режимами работы вибрационного бункера, позволяющими получить высокие скорости движения при высоких КПД и сохранении большой стабильности движения деталей, являются отрывные режимы.
Основными условиями, определяющими движение детали, являются углы наклона лотка и направляющие вибраций, скорость и ускорение лотка, а также коэффициент трения скольжения f между деталью и лотком.
Примем
две системы ориентировки, т.е. осей
координат: Первая ХОУ – реновал (по
станине бункера), связанная с землей,
вторая Х![]() О
О![]() У
У![]() - относительная, связанная с движущимся
лотком (рис. 10)
- относительная, связанная с движущимся
лотком (рис. 10)
При
рассмотрении движения детали по лотку,
наклоненному под углом
![]() к коризонту и совершающему гармонические
колебания под углом
к коризонту и совершающему гармонические
колебания под углом![]() (при
(при![]() >
>![]() ),
уравнение движения лотка относительно
системы ХОУ имеет вид:
),
уравнение движения лотка относительно
системы ХОУ имеет вид:
![]() =
=
![]()
![]() cos
cos![]() (3)
(3)
![]() =
=
![]()
![]() (4)
(4)
![]() =
=
![]()
![]() cos
cos![]() (5)
(5)
![]()
![]() =
=![]()
![]() (6)
(6)
где
А![]() - размах колебаний лотка в параллельном
ему направлении
- размах колебаний лотка в параллельном
ему направлении
А![]() - размах колебаний в направлении,
перпендикулярном скорости лотка
- размах колебаний в направлении,
перпендикулярном скорости лотка
W – угловая частота колебаний
![]() =Wt
– фазовый угол
=Wt
– фазовый угол
t – время
Дифференциальное
уравнение движения детали и начальный
период относительно лотка в системе
координат Х![]() О
О![]() У
У![]() связанной с лотком, имеет вид:
связанной с лотком, имеет вид:
![]() (7)
(7)
![]() (8)
(8)
где m – масса детали
g – ускорение силы тяжести
N – нормальная реакция
F – сила трения
Процесс
движения детали в режимах с отрывом ее
от лотка в общем случаю можно рассматривать
в пяти этапах. В первом этапе (этап
разгона) деталь находится на плоскости
лотка (![]() ).
Уравнение движения детали на первом
этапе имеет вид:
).
Уравнение движения детали на первом
этапе имеет вид:
![]() (9)
(9)
а уравнение абсолютного движения (т.е. относительно неподвижной системы координат) будет иметь вид:
![]() (10)
(10)
![]() (11)
(11)
(при
![]() =0,
С=0)
=0,
С=0)
Так
как лоток совершает гармонические
колебания, то графически первый этап
можно представить в виде кривой
![]() (рис. 11), физический смысл этого участка
кривой состоит в том, что деталь
проскальзывает относительно лотка и
двигается с ускорением которое
определяется по формуле (10). Скорость
движения детали растет по кривой
(рис. 11), физический смысл этого участка
кривой состоит в том, что деталь
проскальзывает относительно лотка и
двигается с ускорением которое
определяется по формуле (10). Скорость
движения детали растет по кривой![]() ,
выраженной уравнением (11), пока в точке
,
выраженной уравнением (11), пока в точке![]() скорости детали и лотка не сравняются.
скорости детали и лотка не сравняются.
В
этот момент наступает второй этап,
который носит название этапа ПЕРВОГО
ТОРМОЖЕНИЯ. Деталь начинает двигаться
с замедлением по замедляющему ход лотку
(кривая
![]() ),
но быстрее него.
),
но быстрее него.
Уравнение движения детали на этапе торможения имеет вид:
![]() (12)
(12)
![]() (13)
(13)
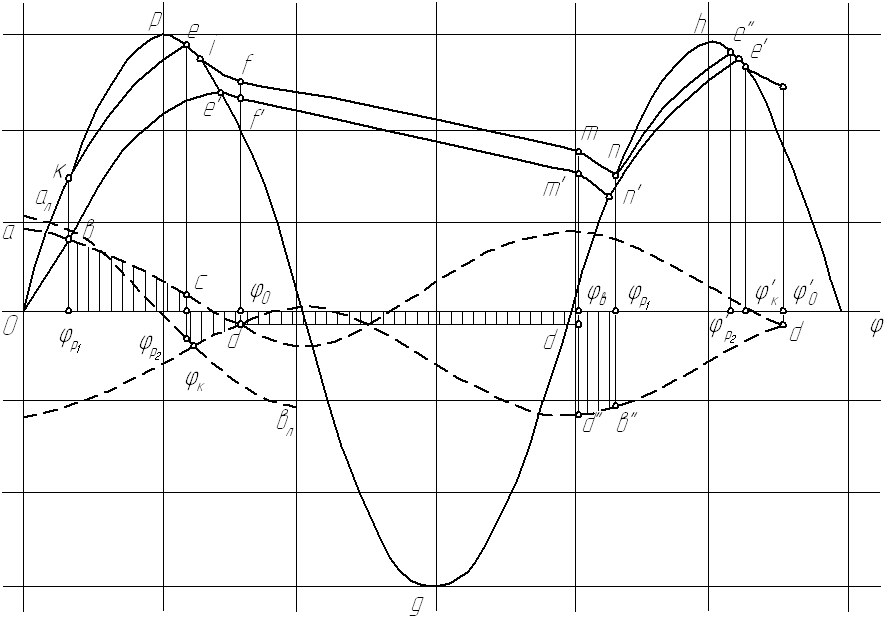
Рис. 11. Графики движения перемещаемой на лотке вибробункера детали
Во
второй четверти периода движения
ускорение лотка (кривая
![]() )
станет отрицательным и сила инерции
детали
)
станет отрицательным и сила инерции
детали![]() (рис. 10) будет направлена вверх, и, в тот
момент, когда нормальная реакцияN
станет равной нулю, произойдет отрыв
заготовки от лотка.
(рис. 10) будет направлена вверх, и, в тот
момент, когда нормальная реакцияN
станет равной нулю, произойдет отрыв
заготовки от лотка.
Фазовый угол, при котором начинается отрыв заготовки от лотка равен
![]() (14)
(14)
Режим
движения детали, время ее отрыва и время
падения на лоток зависит от величины
амплитуды нормального ускорения лотка
![]() , которую удобно задавать обобщенным
безразмерным параметром
, которую удобно задавать обобщенным
безразмерным параметром![]()
![]() (15)
(15)
![]() (16)
(16)
С
момента отрыва детали от лотка начинается
третий этап движения – МИКРОПОЛЕТ
ДЕТАЛИ в воздухе со скоростью, определяемой
кривой
![]() .
Абсолютное ускорение движения детали
вдоль оси Х, если пренебречь сопротивлением
воздуха, равно:
.
Абсолютное ускорение движения детали
вдоль оси Х, если пренебречь сопротивлением
воздуха, равно:
![]() (17)
(17)
![]() (18)
(18)
После
микрополета, длительность которого
зависит от режима работы лотка,
определяемого величиной параметра
![]() ,
деталь падает на лоток и начинается
четвертый этап ее движения (этап ВТОРОГО
ТОРМОЖЕНИЯ). Точка
,
деталь падает на лоток и начинается
четвертый этап ее движения (этап ВТОРОГО
ТОРМОЖЕНИЯ). Точка![]() отвечает фазовому углу встречи детали
с лотком
отвечает фазовому углу встречи детали
с лотком![]() ,
величина которого может быть определена
по следующей формуле:
,
величина которого может быть определена
по следующей формуле:
![]() (19)
(19)
При
эффективных режимах работы вибробункера
скорость детали в момент встречи с
лотком (при условии, что удар детали о
лоток неупругий) будет больше скорости
последнего, поэтому на протяжении
четвертого этапа деталь будет двигаться
с отрицательным ускорением
![]() ,
которое определяется по формуле (12, 13)
пока скорости детали и лотка не сравняются.
Такое уравнение скоростей произойдет
в момент времени, соответствующий точке
,
которое определяется по формуле (12, 13)
пока скорости детали и лотка не сравняются.
Такое уравнение скоростей произойдет
в момент времени, соответствующий точке![]() .
.
Далее
начинается цикл, в котором деталь будет
проскальзывать относительно лотка и
скорость движения ее будет расти по
кривой
![]() (этап разгона), в точке
(этап разгона), в точке![]() скорости детали и лотка сравняются,
последуют остальные три этапа, движения
следующего периода.
скорости детали и лотка сравняются,
последуют остальные три этапа, движения
следующего периода.
Как
видно из графика, в результате первого
колебания деталь приобретает скорость,
определяемую точкой
![]() ,
при втором колебании деталь разгоняется
до несколько большей скорости (скорость
в точке
,
при втором колебании деталь разгоняется
до несколько большей скорости (скорость
в точке![]() выше, чем в точке
выше, чем в точке![]() ).
).
В
течение нескольких последних колебаний
нарастание скорости детали будет
продолжаться, пока не наступит режим
установившегося движения (кривая
![]() ).
).
Последний наступит тогда, когда прирощение скорости на участке разгона будет равно сумме падения скоростей на участках замедления. Поскольку скорость – интеграл ускорения по времени, а вычисляется интеграл как площадь, то усилие установившегося характера движения детали можно записать:
площадь
![]() =
площадь
=
площадь![]() (20)
(20)
+
площадь
![]() + площадь
+ площадь![]()
По
выполнению этого условия ордината точки
K
начала
разгона в любом предыдущем цикле будет
равна ординате точки n
начала разгона в любом следующем цикле.
Скорость детали в установившемся режиме
в течение цикла будет изменяться по
кривой kelfmn
и колебаться от
![]() (в
точкеl)
до
(в
точкеl)
до
![]() (в
точкеn).
При определенных условиях помимо
рассмотренных четырех этапов движения
возникает пятый ll
СОВМЕСТНОГО ДВИЖЕНИЯ ДЕТАЛИ С ЛОТКОМ
без проскальзывания.
(в
точкеn).
При определенных условиях помимо
рассмотренных четырех этапов движения
возникает пятый ll
СОВМЕСТНОГО ДВИЖЕНИЯ ДЕТАЛИ С ЛОТКОМ
без проскальзывания.
Такой
этап может возникнуть или в конце участка
разгона
![]() или в его начале
или в его начале![]() ,
если в эти моменты ускорение лотка будет
меньше критического. Наступление этого
условия можно записать в общем виде,
рассматривая сумму проекций всех сил
ось
,
если в эти моменты ускорение лотка будет
меньше критического. Наступление этого
условия можно записать в общем виде,
рассматривая сумму проекций всех сил
ось![]() (рис. 10).
(рис. 10).
![]() (21)
(21)
В формуле (21) знак «плюс» для участка разгона детали, а знак «минус» - для участка торможения.