

СПИСОК
ИСПОЛЬЗУЕМЫХ СОКРАЩЕНИЙ
АБС - акрилонитрилбутадиенстирол
ПС - полистирол
ТПА – термопластавтомат
ПТР – показатель текучести расплава
Нр – норма расхода сырья
Рд – масса детали
П – план выпуска детали за год
Тл – температура расплава перед впрыском в форму
Тф – температура формы
Кл – поправочный коэффициент, учитывающий течение полимера во время подпидки
tв – время выдержки под давлением
Т0 – температура охлаждающей поверхности формы
t0 – время выдержки при охлаждении
Тр – температура расплава
Еу – энергия активации вязкого течения
R – газовая постоянная
N – гнездность формы
Nсм – усилие смыкания
Рф – давление в форме
Рл – масса литниковой системы
Qот - объем отливки
Fизд – площадь изделия
tшт – штучное время для литья деталей
δ – толщина стенки
α – коэффициент учитывающий затраты времени
γ – скорость сдвига
τ – напряжение сдвига
tсм – время на смыкание формы
tпд – время на подвод материального цилиндра
tрз – время на размыкание формы
tосн - основное время
tвсп – вспомогательное время
tуд
- время на удаление остатка литника
tпу
- время пуска или остановки машины
tпр
- время на протирку гнезд формы
m – количество литьевых машин
tом
- суммарное время, необходимое для
выполнения годовой программы
R – радиус литника
l – длина канала
РЕФЕРАТ
Сведения: объем работы
количество таблиц
количество рисунков
Ключевые слова: Литье под давлением, Полистирол, АБС, Термопластавтомат, Проектируемое производство, Технологический процесс, Изделия из пластмассы.
Тема проекта – Производство изделий из термопластов методом литья под давлением. Для производства выбраны материалы- полистирол марки 525 и АБС - 2332. Для проектирования производства проведены следующие расчеты: материальный расчет, расчет технологических параметров, расчет количества оборудования, расчет литниковой системы, тепловой расчет.
Содержание
ВВЕДЕНИЕ………………………………………………………………...
1 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ МЕТОДА И ОБЪЕМА ПРОИЗВОДСТВА …...……………………………………..
2 ТЕХН0ЛОГИЧЕСКАЯ ЧАСТЬ……………………………………….
2.1
Теоретические основы процесса…………………………………….
2.1.1 Химические и физико-химические основы………………………
2.1.2 Технологические основы процесса ………………………………
2.2 Характеристика исходного сырья ………………………………….
2.3 Характеристика готовой продукции и отходов производства……
2.4 Разработка блок схемы производства………………………….……
2.5 Материальный расчет производства…………………………………
2.6 Описание аппаратурно-технологической схемы производства……
2.7 Расчет технологических параметров процесса………………………
2.8 Выбор и расчет основного и вспомогательного
оборудования….………..…………………………………………...……
2.9 Расчеты оборудования………………………………………………
2.9.1 Механический расчет…………………..……………………………..
2.9.2 Тепловой расчет………………………………………………………
3 СТРОИТЕЛЬНО – МОНТАЖНАЯ ЧАСТЬ……………………………
4 СТАНДАРТИЗАЦИЯ...…………………………………………………
5 ОРГАНИЗАЦИЯ ТРУДА И УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ…..
6 ЗАКЛЮЧЕНИЕ ПО ПРОЕКТУ……………………………………..
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ…………………….
ВВЕДЕНИЕ
Дипломный проект является самостоятельной работой студента, которая основывается на использовании уже существующих, проверенных практикой систем, оценке условий их применения и возможности их совершенствования и модернизации.
В процессе работы над дипломным проектом рассматриваются возможности использования нововведений, появившихся за последнее время в организации производства.
При производстве изделий все чаще производители отдают предпочтение пластическим массам. В нашем урбанизированном быстро развивающемся мире резко возрос спрос на полимерные материалы. Трудно себе представить полноценную работу заводов, электростанций, котельных, учебных заведений, электрической бытовой техники, которая нас окружает дома, на учебе и на работе, современных вычислительных машин, автомобилей и много другого без использования этих материалов.
В широком смысле переработку полимеров можно рассматривать как некую инженерную специальность, занимающуюся превращением исходных полимерных материалов в требуемые конечные продукты. Большинство методов, применяемых в настоящее время в технологии переработки полимеров, являются модифицированными аналогами методов, используемых в керамической и металлообрабатывающей промышленности. Действительно, нам необходимо понять все тонкости переработки полимеров для того, чтобы заменить обычные традиционные материалы другими материалами с улучшенными свойствами и внешним видом.
Последние десятилетия стали периодом бурного развития технологии литья пластмасс под давлением со всеми сопутствующими факторами; метод был значительно усовершенствован, расширился диапазон его применения.
Преимущества литья пластмасс под давлением очевидны:
- недорогой материал;
- небольшой расход энергии при формовании вследствие относительно низких температур обработки;
- получение материала с заранее заданными свойствами
-
прямой путь от сырья до конечного
продукта (одноступенчатая технологическая
операция, доработка не требуется).
- возможность ограничения использования природных ресурсов (древесина, металлы и т.д.)
Области применения полимерных материалов очень разнообразны, а перспективы использования практически неограниченны. Основные области применения полиэтилена высокой плотности:
- электроприборостроение, в качестве изоляции проводов и кабелей;
- пищевая промышленность и бытовая химия, в качестве тары и упаковки:
- производство предметов домашнего обихода, игрушек и хозтоваров;
- изделий медицинского назначения
1
ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
МЕТОДА И ОБЪЕМА
ПРОИЗВОДСТВА
Переработка пластических масс представляет собой совокупность различных процессов, с помощью которых исходный полимерный материал превращается в изделие с заранее заданными эксплуатационными свойствами. В настоящее время насчитывается несколько десятков разнообразных приемов и методов переработки пластмасс. Выбор метода переработки для изготовления изделия в каждом конкретном случае определяется такими факторами, как конструктивные особенности изделия и условия его эксплуатации, технологические свойства перерабатываемого материала, а также рядом экономических факторов (тиражность, стоимость и т.д.) [3, с. 10].
Большинство методов переработки пластических масс предусматривает формование изделий из полимеров, находящихся в вязкотекучем состоянии. Это литье под давлением, экструзия, прессование, каландрование и др. Отдельные методы основаны на формовании материала в высокоэластическом состоянии -вакуумформование, пневмоформование. Находят промышленное использование методы формования из растворов и дисперсий полимеров, получение изделий методом полива, заливки и т.д. [3, с. 10]. Термопласты претерпевают ряд превращений. Сначала материал плавится и в процессе пластической деформации ему придается конфигурация будущего изделия. Далее охлаждением до температуры теплостойкости фиксируется приданная ему форма. Самым часто используемым методом переработки является литье под давлением.
Литье под давлением - высокопроизводительный и автоматизированный метод переработки термопластов. Существующие в настоящее время технологические разновидности метода литья под давлением (включая вибролитьевое формование и интрузионное формование, литье вспениваемых материалов) отличаются способами и степенью нагрева металла, способами его в форму и последующего формования [3,с.13]. Литье под давлением является одним из основных методов переработки термопластов. Этот метод позволяет изготавливать высококачественные изделия с высокой
степенью точности при высокой производительности.
Технологические свойства полимеров (реологические, термостабильность, содержание воды и др.) определяют процессы переработки и качество изготовляемых изделий.
Поведение материала при переработке зависит от его реологических свойств.
Знание
этих свойств необходимо для расчета и
выбора оптимальных
технологических
параметров и режимов формования,
позволяющих получать качественные
изделия; для расчета параметров
перерабатывающего оборудования,
размеров рациональной оснастки и
формующего инструмента. Реологические
свойства полимера зависят от молекулярной
массы полимера, параметров деформирования,
реализуемых при формовании (температуры
Т и скорости
сдвига, также от содержания воды в
исходном материале (до переработки).
Зная показатель текучести расплава ПТР или ньютоновскую вязкость при некоторой фиксированной температуре или среднее значение молекулярной массы, можно рассчитать вязкость полимера при различных скорости сдвига γ и температуре Т в конкретных условиях переработки с учетом содержания воды в материале.
Метод литья под давлением обладает рядом преимуществ по сравнению с методом прессования термопластов. Главными преимуществами являются: высокая производительность за счет нагрева термопласта вне литьевой формы, что позволяет впрыскивать расплав в непрерывно охлаждаемую форму; высокая точность размеров и чистота готовых изделий; минимальная дополнительная обработка изделий, которая сводится только к удалению следов литника, так как изделия не имеют заусенцев (грата) по плоскости разъема литьевой формы; экономичность, достигаемая вследствие небольшого износа литьевых форм (из-за отсутствия трущихся частей, к литьевых форм (по сравнению с пресс-формами), что облегчает операции по их установке на литьевой машине; возможность изготовления изделий сложной конфигурации, тонкостенных, со слабой арматурой, с длинными оформляющими знаками, так как смыкание литьевой
формы происходит до заполнения ее материалом; возможность полной автоматизации процесса изготовления изделий [4, с.8].
В то же время литье под давлением имеет ряд недостатков. Во-первых, велики начальные затраты на оборудование. Во-вторых, во многих случаях высока стоимость литьевых форм. В-третьих, литьем под давлением трудно получить изделия с большой разнотолщинностью без поверхностных или других дефектов [4,с.8].
Переработка
термопластов литьем под давлением
осуществляется на литьевых
машинах. Различают литьевые машины с
различными объемами впрыска.
Литьем под давлением изготавливают разнообразные детали машин и аппаратов (шестерни, винты, гайки, подшипники, ручки, уплотнительные кольца, арматура, вентили, текстильные шпули и т.п.). В электротехнике используются следующие литьевые изделия: выключатели, клеммы, плиты, кожухи приборов, кнопки и другие детали, изготовленные литьем под давлением. В медицине, строительстве, в быту и для упаковки также применяются различные литьевые изделия из термопластов.
Литье под давлением периодический процесс, в котором технологические операции выполняются в определенной последовательности и по замкнутому циклу. Поэтому процесс литья довольно просто автоматизируется с использованием простейших серийных приборов, таких как реле времени, регуляторы давления и электронные потенциометры, а с помощью датчиков, преобразующих технологические параметры в электрические сигналы, легко может быть переключен на управление с ЭВМ. Это позволяет существенно повысить эффективность производства [1,с.246].
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1
Теоретические основы процесса
2.1.1 Химические и физико-химические основы процесса
Процесс формования изделий из пластмасс осуществляется, когда полимеры находятся преимущественно в вязкотекучем состоянии и лишь в некоторых случаях (пневмовакуумное формование) – в высокоэластическом. При охлаждении изделий полимер переходит в твердое агрегатное состояние в результате стеклования или кристаллизации. Переход из одного физического состояния в другое, а также процессы плавления и кристаллизации происходят при определенных значениях температур, знание и использование которых необходимо при выборе режимов переработки полимеров. Так, в зависимости от температуры стеклования и плавления (текучести) изменяются время охлаждения изделия, температура формы и рабочих узлов литьевых машин. Большое практическое значение имеют такие характеристики, как скорость кристаллизации, теплота плавления, а также изменение размеров и конфигурации структурных образований кристаллизующихся полимеров в зависимости от условий формования и охлаждения изделий.
Физическое состояние термопластов. Термопласты могут находиться в трех физических состояниях: твердом (кристаллическом или стеклообразном), высокоэластическом и вязкотекучем. Способность термопластов переходить в вязкотекучее состояние позволяет перерабатывать их литьем под давлением и другими методами. Для правильного выбора метода и условий переработки важно знать особенности поведения термопластов во всех физических состояниях.
Особую роль в процессе переработки термопластов играют условия возникновения и развития деформации, поскольку основной целью переработки является придание термопласту определенной формы, а это, естественно, связано с деформацией полимера.
Температура перехода из одного состояния в другое зависит от условий опыта, от скорости деформации, от скорости нагревания и охлаждения, и величины действующей силы. Поэтому не существует определенной температуры перехода из одного состояния в другое, а имеется некоторый интервал температур, в котором происходит постоянное изменение свойств.
Эти интервалы называются интервалом стеклования и интервалом появления текучести. У кристаллических полимеров переход из кристаллического в высокоэластическое или вязкотекучее состояние определяется температурой плавления (рис. 2.1).
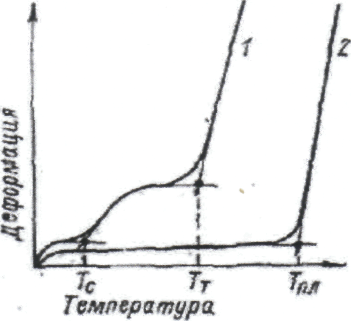
Рисунок 2.1 - Термомеханические кривые аморфного (1) и кристаллического
(2) полимеров
При
нагревании аморфного полимера и
воздействии постоянной нагрузки на
термомеханической кривой четко
просматриваются три физических состояния:
стеклообразное, высокоэластическое и
вязкотекучее (рис.2.1). При температуре
ниже температуры стеклования (Тс)
аморфный полимер находится в твердом
агрегатном состоянии, при этом сегменты
макромолекул зафиксированы в
пространстве и деформация происходит
за счет изменения валентных углов между
атомами [1, с. 10].
Способность полимеров переходить в стеклообразное состояние позволяет достигать определенной конструкционной жесткости изделий и применять их при стеклования является нижней границей, до которой целесообразно проводить охлаждение изделия после формования его в процессе переработки полимеров.
Температура плавления как определенная характеристика отсутствует у кристаллических полимеров. При охлаждении кристаллизующихся полимеров за счет совместной упорядоченной укладки отрезков макромолекул происходит образование структур, что затрудняет переход их из одной конформации в другую. Вследствие этого гибкость макромолекул в обычных условиях проявиться не может и высокоэластичность исчезает (рис.2.1). Высокоэластичность возникает у этих полимеров только при температурах близких к температуре плавления. Таким образом, высокоэластическое состояние у кристаллизующихся полимеров находится между температурой плавления (Тпл) и температурой текучести (Тт) и зависит в значительной степени от молекулярной массы и скорости охлаждения [1, с.11].
Теплофизические
свойства термопластов.
Теплофизические
свойства термопластов
играют важную роль в процессе литья под
давлением. Они имеют определенное
значение на таких стадиях процесса
литья, как нагревание и охлаждение.
Скорость распространения температуры
в материале при его нагреве
зависит не только от теплофизических
характеристик, но и от плотности;
чем выше теплопроводность, тем быстрее
происходит передача тепла в
материале; чем ниже теплопроводность,
тем меньше требуется тепла для повышения
температуры. При нагревании некоторых
полимеров тепло расходуется
не только на повышение температуры, но
и на изменение их агрегатного
состояния. Так, кристаллические полимеры
при нагревании плавятся,
а дополнительное количество тепла на
это называют теплотой плавления.
Кристаллические полимеры по сравнению с аморфными обладают не только более высокой удельной теплоемкостью, но и большей энтальпией (теплосодержанием) (рис.2.2). Время затвердевания расплава термопласта очень важно при процессе литья.
Рисунок 2.2 –
Реологические
свойства расплавов термопластов.
Для
литья под давлением важнейшее
значение имеют реологические свойства
расплавов полимеров, так как они
определяют технологию, конструктивное
оформление процесса литья под давлением
и свойства получаемых изделий. Реология
изучает деформацию и течение
в материалах под воздействием внешних
сил. Характер течения жидкостей
оценивается
с помощью зависимости напряжения сдвига
от скорости сдвига или скорости
деформации. Эта зависимость может быть
представлена графически или в виде
аналитической функции - реологическим
уравнением состояния. Расплавы полимеров
обычно являются псевдопластичными
жидкостями, у которых вязкость уменьшается
с увеличением скорости сдвига или
напряжения сдвига. Течение таких
систем описывается уравнением:
 (2.1)
(2.1)
где τ- напряжение сдвига; γ — скорость сдвига; κ - коэффициент, характеризующий меру консистенции расплава; n - показатель степени, характеризующий степень отклонения закономерности течения от ньютоновского закона [1, с.40].
Наиболее полные реологические свойства расплавов полимеров при любой температуре могут быть представлены кривыми течения, характеризующими зависимость между напряжением сдвига и скоростью сдвига и вязкостью и скоростью сдвига в соответствии с рис.2.3. Кривые течения позволяют описать реологическое поведение термопластов в широком интервале температур и скоростей сдвига, свойственных переработке полимеров методом литья под давлением.
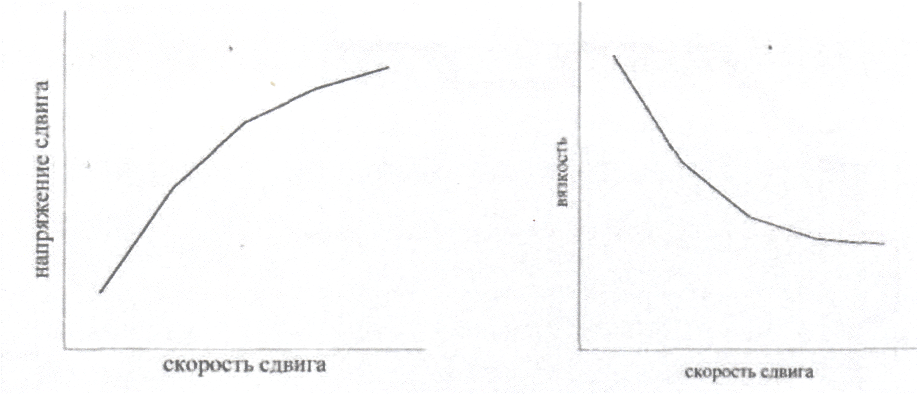
Рисунок 2.3 - Зависимость напряжения сдвига (а) и вязкости от скорости
сдвига (б)
Для псевдопластичных жидкостей характерно уменьшение вязкости с увеличением скорости сдвига (рис.2.3б). Проявление аномалии вязкости, в данном случае уменьшение ее с ростом скорости сдвига, объясняется тем, что с увеличением скорости течения асимметричные частицы постепенно ориентируются. При этом вязкость убывает до тех пор, пока сохраняется возможность дальнейшего ориентирования частиц, а затем зависимость напряжения от градиента скорости становится линейной, т.е. в дальнейшем течет как ньютоновская жидкость.
Технологические свойства пластических масс. Выбор методов переработки полимеров и расчет технологических параметров проводится с учетом технологических свойств материалов: текучести, влажности, времени отверждения, дисперсности, усадки и объемных характеристик. В зависимости от значений этих показателей полимеры можно считать технологичными или нетехнологичными.
Текучесть характеризует способность полимеров к вязкому течению при воздействии внешних усилий и численно равна обратной величине вязкости 1/η. Наиболее полная количественная оценка текучести может быть дана с использованием реологических характеристик, однако, применяются и другие показатели, например, показатель текучести расплава. По значению показателя
текучести расплава проводится предварительный выбор метода переработки полимеров. Литьем под давлением можно перерабатывать полимеры с
показателем текучести расплава 1,2-15 г/10мин. Поскольку определенную конфигурацию и размеры изделий принимает в форме, когда полимер находится в расплаве с пониженной плотностью, то последующее охлаждение вызывает изменение объема полимера и соответственно уменьшение линейных размеров изделия, т.е. появление усадки [1, с.88]. Усадка У (в %) характеризует уменьшение линейных размеров изделий по отношению к размерам формующего инструмента: [1,с.88]
 (2.2)
(2.2)
где
 -
размер формующей полости при 20 °С;
-
размер формующей полости при 20 °С; -
размер изделия при 20°С.Наибольшая
усадка имеет место при переработке
пластмасс литьем под давлением, поскольку
при этом методе формования, расплав
затекает (впрыскивается)
в замкнутую форму и охлаждение происходит
с наружной поверхности.
В случае создания недостаточного
давления, охлаждение расплава обуславливает
значительное уменьшение объема полимера,
поэтому внутри изделия появляются
пустоты или изделие имеет большую
усадку. При увеличении давления, плотность
расплава полимера повышается, и усадка
становится меньше, а при повышении
температуры усадка возрастает. При
изготовлении
изделий литьем под давлением, чтобы
снизить усадку изделий, после
заполнения формы, расплав необходимо
сжать под давлением.
-
размер изделия при 20°С.Наибольшая
усадка имеет место при переработке
пластмасс литьем под давлением, поскольку
при этом методе формования, расплав
затекает (впрыскивается)
в замкнутую форму и охлаждение происходит
с наружной поверхности.
В случае создания недостаточного
давления, охлаждение расплава обуславливает
значительное уменьшение объема полимера,
поэтому внутри изделия появляются
пустоты или изделие имеет большую
усадку. При увеличении давления, плотность
расплава полимера повышается, и усадка
становится меньше, а при повышении
температуры усадка возрастает. При
изготовлении
изделий литьем под давлением, чтобы
снизить усадку изделий, после
заполнения формы, расплав необходимо
сжать под давлением.
При
транспортировании в открытой таре и
при длительном хранении в сырых
помещениях в полимерах может увеличиваться
содержание влаги в основном
за счет гигроскопичности материала
(адсорбционная влага) или конденсации
ее на поверхности полимера (внешняя
влага). Содержание влаги определяется
перед переработкой полимерных материалов.
При переработке термопластичных
полимеров с повышенным содержанием
влаги ухудшается адгезионная
способность. Поэтому при литье под
давлением в изделиях могут образовываться
поры и пустоты, а на поверхности
серебристые полосы. 
Повышенное содержание влаги снижает физико-механические свойства изделий, ухудшает их диэлектрические показатели [1, с.94].
К
объемным характеристикам относятся
насыпная плотность, удельный объем,
а также коэффициент уплотнения.
Удельный объем - величина, характеризующая отношение объема, занимаемого пресс-порошком, к его массе. Этот показатель используется в основном для пресс-порошков или порошкообразных полимеров. Удельный объем зависит в основном от дисперсности порошка и его однородности, а также от формы частиц. Насыпная плотность - величина, обратная удельному объему. В зависимости от этих показателей рассчитывают объем загрузочных устройств, бункеров, а также отдельные размеры перерабатывающего оборудования. Особенно велико значение удельного объема при переработке пластмасс на экструзионных или литьевых агрегатах, т.к. в зависимости от насыпной плотности изменяется производительность агрегата и давление в цилиндре [1,с.95].
2.1.2 Технологические основы процесса
Литье под давлением - наиболее распространенный и прогрессивный метод переработки пластмасс, так как позволяет получать изделия сравнительно сложной конфигурации при небольших затратах труда и энергии. Процесс изготовления изделий основан на заполнении формующей полости формы расплавом, его уплотнением за счет давления с последующим охлаждением . Этим способом можно перерабатывать все без исключения термопластичные полимеры, вид и марку которых выбирают в зависимости от назначения изделий, прочности, теплостойкости и других свойств. Для литья под давлением обычно используют полимеры с показателем текучести расплава от 2 до 70 г/10 мин. Однако можно перерабатывать полимеры и с меньшей текучестью, но при этом требуется более высокая температура, что не всегда допустимо, так как может произойти термическая деструкция. Обычно такие полимеры обладают повышенными механическими свойствами и из них изготавливают изделия с большой толщиной стенки. Формы в этом случае имеют укороченные литниковые каналы и большое сечение. При литье тонкостенных изделий используют полимеры с текучестью 7г/10 мин. и более. Однако при этом необходимо учитывать, что прочность изделий и их атмосферостойкость понижаются.
Физико-химические
основы литья под давлением аналогичны
таковым для экструзии,
однако имеются и некоторые принципиальные
отличия. Так, процесс формования
происходит в очень короткое время,
поэтому расплав впрыскивается в форму
(течет) с очень большой скоростью, что,
естественно, приводит к дополнительному
его разогреву и значительной ориентации
макромолекул. Степень
ориентации повышается также за счет
больших сдвиговых напряжений, возникающих
в формующей полости, при течении расплава
между двумя
охлаждаемыми
пластинами. Очень быстрое двухстороннее
охлаждение расплава приводит к сильному
изменению объема, а так как полимер
охлаждается снаружи, то образующийся
наружный твердый слой полимера
препятствует уменьшению объема,
поэтому возможно появление утяжин. Для
предотвращения этого необходимо
перед охлаждением повышать давление в
форме до 140 - 180 МПа. Однако
охлаждение под высоким давлением
затрудняет протекание релаксационных
процессов и сильно изменяет условия
кристаллизации. Поскольку литьем
под давлением изготавливаются изделия
сложной конфигурации, очень трудно
обеспечить равномерное охлаждение всех
этих элементов. В связи с этим релаксационные
процессы в отдельных местах изделия
завершаются на различном уровне,
а после охлаждения остаются внутренние
остаточные напряжения,
вызывающие
коробление изделий, появление
трещин или снижающие их прочность.
Цикл формования полимеров состоит из следующих операций:
плавление, гомогенизация и дозирование полимера;
смыкание формы;
подвод узла впрыска к форме;
впрыск расплава;
выдержка под давлением и отвод узла впрыска;
охлаждение изделия;
раскрытие формы и извлечение изделия.
1. Плавление, гомогенизация и дозирование расплава
Термопластичный материал, подлежащий переработки, загружается в бункер, откуда подается на шнек, расположенной в материальном цилиндре, который имеет 4 зоны обогрева. Все зоны цилиндра обогреваются электрообогревателями. Температура по зонам: Т1=(235±10)0С, Т2=(240±10)°С, Т3 =(260±10) °С, Т4=(265±10)°С.
Данная операция осуществляется периодически через равные промежутки времени и с постоянной для каждого конкретного изделия частотой вращения шнека. Плавление полимера происходит за счет передачи теплоты от нагретых стенок цилиндра, а также вследствие диссипации энергии вязкого течения расплава и трения гранул. Во время впрыска расплава шнек не вращается, поэтому нагревание гранул происходит только за счет теплопередачи. Таким образом, операция плавления при литье под давлением разбивается на два этапа нагревания - при неподвижном и вращающемся шнеке.
Операция
дозирования осуществляется в результате
перемещения полимера в переднюю
часть цилиндра при вращении шнека.
Вращение шнека включается после окончания
выдержки под давлением предыдущего
цикла литья и уменьшения давления
в цилиндре термопластавтомата. При
давлении впрыска (60 - 140 МПа) нагрузка
на шнек очень велика и вращение его
недопустимо. Дозирование сопровождается
сжатием и нагреванием гранул с последующим
переходом полимера в вязкотекучее
состояние. Для обеспечения хорошей
гомогенизации расплава во время
дозирования шнек отходит не свободно,
а преодолевая усилие подпора. Усилие
подпора на шнеке создается с помощью
поршня узла впрыска, т.к. масло из цилиндра
сливается через обратный клапан. Следует
заметить, что давление подпора увеличивает
температуру расплава и повышает ее
однородность по сечению в каналах
шнека. С увеличением частоты вращения
шнека перемешивание ухудшается и
неоднородность расплава в его каналах
возрастает, поэтому для гомогенизации
расплава
увеличивают усилие подпора за счет
повышения давления масла в цилиндре
узла впрыска.
Во время дозирования расплава втулка клапана отжимается расплавом от шнека и полимер течет по продольным пазам между наконечником и втулкой клапана. При впрыске, показанном на рис. 2.4, втулка прижимается к конической
части хвостовика шнека, перекрывает каналы и исключает обратное течение. В данном случае внутреннее отверстие сопла и переходной втулки изготавливают без уступов, чтобы не возникали застойные зоны. В конце впрыска конический хвостовик шнека входит в коническое отверстие сопла, поэтому расплав почти полностью выдавливается из цилиндра, за счет чего уменьшается время его пребывания в нагретом состоянии и исключается термическая деструкция полимера.
Чтобы расплав во время дозирования не вытекал из отверстия сопла, выходное отверстие мундштука перекрывается клапаном, а при открытых конструкциях сопла узел впрыска не отводят от формы. Наиболее часто это осуществляется с помощью самозапирающегося сопла (мундштука), показанного на рис. 2.5. При дозировании, когда сопло отведено от формы, расплав давит на клапан, смещает его влево, и боковые входные отверстия перекрываются корпусом. На рис. 2.5 клапан показан в открытом виде, когда узел впрыска подведен к форме и клапан находится в правом крайнем положении.
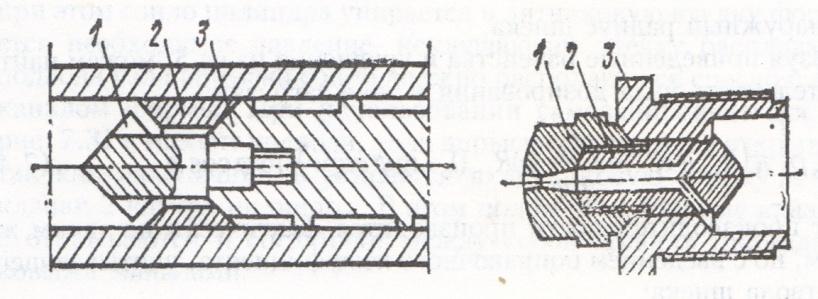
1-наконечник шнека; 2-втулка клапана; 3-шнек.
Рисунок
2.4
- Конструкция
запорного клапана шнека 
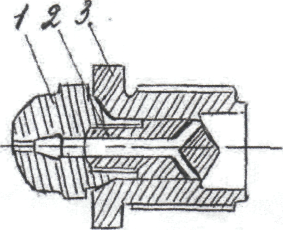
1-наконечник шнека; 2-клапан; 3-корпус
Рисунок 2.5 - Самозапирающееся сопло
Объем
дозы расплава задается величиной отвода
шнека вдоль цилиндра за
счет
изменения расстояния между кулачками
конечных выключателей. После того
как наберется определенна порция
расплава, шток при отходе назад нажимает
на конечный выключатель и вращение
шнека прекращается [5,с.249].
2, 3 Смыкание формы и подвод узла впрыска
После окончания паузы, предусматриваемой по завершении операции извлечения отливки, изготовленной в предыдущем цикле, срабатывает реле времени и включается механизм смыкания. Смыкание формы осуществляется в результате перемещения подвижной плиты термопластавтомата вместе с закрепленной на ней разъемной частью формы и созданием определенного усилия. Усилие смыкания необходимо для исключения раскрытия формы в момент заполнения ее расплавом.
Подвод узла впрыска к форме производится отдельным механизмом, при этом сопло цилиндра упирается в литниковую втулку формы и создается необходимое давление, исключающее утечку расплава.
В момент подвода узла впрыска сопло должно располагаться соответственно с литниковым каналом формы. При использовании самозапирающегося сопла, показанного на рис. 2.2 в момент подвода узла впрыска происходит открытие клапана, так как наконечник 1 упирается в литниковую втулку и перемещает клапан 2 внутрь цилиндра. В этом положении боковые каналы клапана 2 открываются и соединяют между собой полость цилиндра с литниковыми каналами.
4 Впрыск расплава
Во время впрыска, при движении шнека вдоль цилиндра к соплу, втулка клапана под давлением смещается, перекрывает каналы и исключает обратное течение расплава по каналам шнека. Расплав полимера под действием давления начинает течь через литниковые каналы в формующую полость формы, заполняет ее, а затем под действием давления сжимается. Так как заполнение формы происходит в течение очень короткого времени (1-3 сек), эту операцию называют впрыском. Вначале расплав заполняет литниковые каналы формы, а затем формующую полость, поэтому давление постепенно повышается.
Таким образом, в момент начала впрыска происходит нестационарный процесс течения, так как изменяются скорость течения и длина канала, а также температура расплава.
Характер заполнения формы расплавом зависит от скорости впрыска и размеров формующей полости. При струйном режиме и очень высокой скорости впрыска расплав после выхода из литников движется в формующей полости вначале зигзагообразно, как показано на рисунке 2.3а. По мере заполнения полости формы расплавом происходит уплотнение отдельных зигзагов, расплав прилипает к стенкам формы и струйный режим переходит в ламинарный - течение становится сплошным потоком, как показано на рисунке 2.3б.
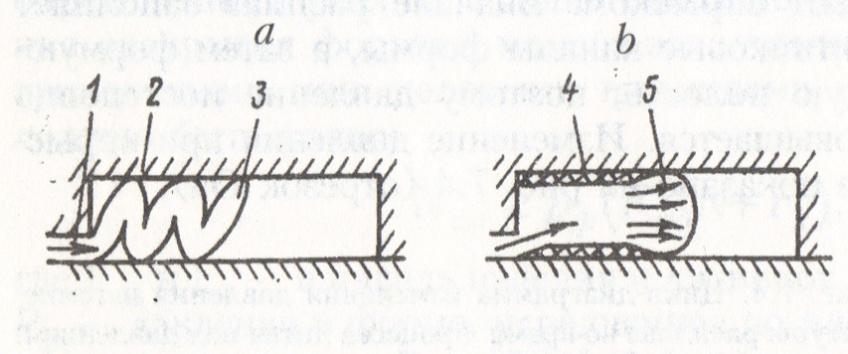
1 - впускной литник; 2 - стенки формы; 3 - струя расплава; 4 - твердый слой полимера; 5 - фронт течения расплава
Рисунок
2.6 - Схема заполнения формующей полости
расплавом в струйном (а) и ламинарном
(б) режимах [5, с.251] 
Внутренние слои полимера перемещаются к поверхности, происходит растяжение фронтального слоя расплава и оттеснение его к поверхности, как показано на рис. 2.3. Растянутые и ориентированные макромолекулы увеличивают неоднородность структуры полимера в изделии. Струйный режим возникает преимущественно в том случае, когда глубина впускного литника намного меньше формующего зазора. Струйный режим иногда приводит к дефектам изделий, после впрыска и уплотнения расплава на поверхности изделия остаются разводы (неоднородности). Заполнение формы при литье тонкостенных изделий или впрыске расплава с невысокой скоростью происходит сплошным потоком, который образуется непосредственно около впускного
литника. Проследить характер течения можно при впрыске малой дозы расплава. Постепенно уменьшая объем впрыска, по виду отливки хорошо виден процесс заполнения формы расплавом. Если струйный режим слишком велик, в местах впуска можно установить ложный знак, который переведет течение расплава со струйного на сплошной поток.
Как в первом, так и во втором режимах заполнения расплав при соприкосновении с холодными стенками формы прилипает к поверхности и на ней появляется пленка затвердевшего полимера.
С одной стороны, образование пленки несколько уменьшает глубину формующей области, а с другой, резко снижает последующее охлаждение расплава ввиду малой теплопроводимости полимера. Поскольку заполнение формы происходит с высокой скоростью, толщина образующегося толстого слоя составляет доли миллиметра и не оказывает значительного влияния на скорость течения, особенно когда литье проводится при высокой температуре расплава и формы.
5 Выдержка под давлением
После заполнения формы расплавом происходит его охлаждение, в результате чего увеличивается плотность и уменьшается объем, занимаемый полимером.
Вследствие уменьшения объема через литники в форму продолжает поступать дополнительная порция расплава и давление в ней поддерживается постоянным.
Таким
образом, после окончания операции
впрыска наступает некоторое равновесие
давлений в цилиндре машины и в формующей
полости и течение расплава переходит
в медленное дополнительное нагнетание
(подпитку), а последняя компенсирует
уменьшение объема полимера в форме при
его охлаждении и уменьшает
усадку изделий. Подпитка воздействует
на подушечный слой массы в передней
части шнека для того, чтобы компенсировать
объемное сжатие полимерной сырья
в форме при охлаждении расплава. 
Влияние
подпитки представлена в таблице 2.1.
Таблица 2.1 - Влияние подпитки на качество изделий подпитки на качество изделий
|
Результаты чрезмерно низкой подпитки |
Результаты чрезмерно высокой подпитки |
|
Впадины |
Перегрузка и тусклые места, в особенности на участке литника |
|
Усадочные раковины |
Меньшая усадка |
|
Большая усадка |
Слишком большой размер литого изделия |
|
Слишком малый размер литого изделия |
Увеличение внутренних напряжений |
|
Значительный разброс размеров |
Образование слоя |
|
Ориентации внутри изделия, возникающие за счет обратного потока расплава |
Сложности, возникающие при извлечении изделия из формы |
Выдержка под давлением обычно продолжается до тех пор, пока расплав на каком-нибудь участке литниковой системы или в формующей полости около литника не охладится ниже температуры текучести. Так как после охлаждения до Тт масса расплава в формующей полости больше не изменяется, подпитка прекращается и не происходит вытекания расплава при отводе сопла. Чем больше выдержка под давлением, тем сильнее понижается температура расплава в формующей полости, поэтому при последующем охлаждении, после окончания выдержки под давлением, размеры изделия изменяются меньше. При повышении давления в форме плотность расплава повышается и при охлаждении объем изделия уменьшается меньше. Таким образом, усадочные процессы, происходящие в форме зависят от размеров литника и формующей полости, температуры расплава и формы, а также от давления в форме и теплофизических свойств полимера.
Выдержка под давлением производится до тех пор, пока полимер в формующей полости находится в расплаве, поэтому глубину впускного литника обычно выбирают с учетом заданной усадки, но меньше толщины стенки изделия, примерно 0,7 ее толщины.
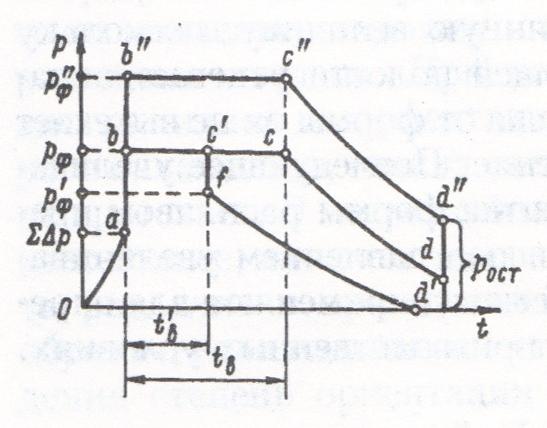
Оаbcd - оптимальный режим; Оаb"с"d" -высокое давление в форме; Оаbс'd' -
выдержка под давлением недостаточна
Рисунок 2.7 - Цикл диаграмма литья при различных режимах
Давление при выдержке рассчитывают с учетом всех технологически: параметров процесса, а также размеров литников. При правильно выбранном давлении после окончания охлаждении в формирующей полости остается некоторое остаточное давление Рост. Если чрезмерно увеличить давление в форме (диаграмма Оаb"с"d" показанная на рис. 2.4), то в конце цикла литья остаточное давление Рост будет очень большим. Под действием Рост полимер плотно прижимается к стенкам формирующей полости, силы трения возрастают, поэтому затрудняется извлечение изделий из формы и при выталкивании может произойти разрушение их или деформация.
Обратная
картина наблюдается при малой выдержке
под давлением или создание низкого
давления в форме. Если сопло машины
отводится раньше, чем произойдет
охлаждение
расплава в летнике или формующей полости,
то полимер частично вытекает из формы
и давление падает (диаграмма Оаbс'd'
как показана на
рис. 2.4). Из-за недостаточной компенсации
усадочных процессов в
изделиях
в этом случае появляются утяжины и
раковины (пустоты) или увеличивается
усадка [5, с.261].
На второй стадии, когда расплав уже охладился до Тт, подача расплава в форму не происходит, и масса материала не изменяется. При этих условиях усадка аморфного полимера происходит за счет термического сжатия (сокращения), определяемого коэффициентом объемного расширение. Усадка зависит от скорости охлаждения, определяемой температурой формы. Чем ниже температура формы, тем меньше усадка аморфного термопласта случае кристаллических полимеров усадка на этой стадии определяется главным образом процессом кристаллизации, в результате которого происходит значительное уменьшение размеров литьевых изделий. Определяющим факторам на этой стадий для кристаллических полимеров является температура формы. Чем выше температура формы, тем больше усадка кристаллического полимера, поскольку отвод тепла происходит медленнее и кристаллизация протекает полнее. При более высокой температуре формы, расплав в конце выдержки под давлением также имеет более высокое значение температуры, поэтому в процессе последующей: охлаждения у него сильнее изменяется плотность и усадка изделия возрастает.
Усадка форме на второй стадии может быть свободной, когда оформляющие части формы не препятствуют усадки материала, или несвободной, когда оформляющее части препятствуют уменьшению линейных размеров полимера. Например, при наличии металлической арматуры в изделии или формирующих знаков для отверстий. На третьей стадии, после извлечение изделия из формы, происходит только свободная усадка, если, конечно, изделие не сажают на какую-либо оправку.
6. Охлаждение изделия
Охлаждение расплава фактически начинается сразу после впрыска расплава, однако как отдельная технологическая операция охлаждение задается с помощью реле времени по окончание выдержки под давлением. Таким образом, выдержка при охлаждении необходима для окончательной конструкционной жесткости изделий, исключающей их деформацию при извлечении из формы с помощью толкателей или плит съема.
Температура
полимера пред размыканием формы должна
быть такой, чтобы при извлечении
извлечения не произошло его коробление
или разрушение. 
В процессе охлаждение температура расплава уменьшается, а так как объем остается неизменным, то давление в форме снижается. Поскольку охлаждение происходит со всех сторон, то на поверхности формующей полости образуется твердый слой полимера, который в дальнейшем препятствуют изменению объема. В отличие от производства экструзионных или выдувных изделий в данном случае дальнейший рост плотности при охлаждении происходит за счет уменьшения давления сжатого расплава, т.е. снижения давления в формирующей полости. При недостаточном сжатии расплава у изделий с большой толщиной стенок внутри изделия могут образоваться пустоты (раковины).
Литьевые изделия могут иметь весьма разнообразную конфигурацию и размеры, а также разнотолщинность, которые служат основной причиной появления остаточных внутренних напряжений. Особенно большое влияние на равномерность процесса охлаждения влияет разнотолщинность стенок. При заполнении формы расплавом там, где находится тонкая стена, возникаю большие скорости сдвига. На участках, где толщина стенок большая, расплава течет медленнее, поэтому в степень ориентации в этих формирующих зазорах незначительна. При последующих охлаждениях расплава происходит частичная дезориентация макромолекул, однако за счет более быстрого охлаждения тонких стенок релаксация на этих участках практически не протекает. В местах с большой толщиной стенок дезориентация протекает полнее, а так как там первоначально напряжения и так были меньше, то различие в ориентации по площади изделия усиливается. Таким образом, если изделие имеет различную толщину стенок, то после охлаждения степень ориентации будет различной и это вызывает появление остановочных напряжений. При извлечении таких изделий из формы может произойти их коробление или с течением времени у полимеров с высоким модулем жесткости образуется микротрещины. Коробление возможно и у изделий, не имеющих разнотолщинности стенок, из-за неравномерного охлаждения.
Поэтому
конструкция охлаждающих каналов формы
должна обеспечивать равномерное
температурное
поле. На коробление могут повлиять не
только остаточные напряжения,
но и последующая усадка неравномерно
охлажденных участков. Так, при литье в
форму, которая имеет различную температуру
плит, после 
извлечения
изделия происходят неравномерные
усадочные
процессы и оно избегается в сторону
поверхности, которая была перед
извлечением
более нагретой. Это объясняется тем,
что линейные размеры более нагретой
поверхности изделия после извлечения
из формы при охлаждении изменяются
сильнее, чем у менее нагретой.
7.Раскрытие формы и извлечение изделия
После окончания операции охлаждение происходит раскрытие формы. Подвижная часть формы, закрепления на плите узла смыкания, отводится, при этом изделие уходит вместе с ней. Выступающая часть толкателей упирается в ограничитель, и выталкиватели останавливаются вместе с изделием, а подвижная часть формы отводится дальше, за счет чего происходит извлечение изделия из матрицы.
Одновременно с изделием из литниковой втулки извлекается литник. Расплав при течении из центрального литника затекает в отверстие плиты, которое имеет обратный конус, и застывает в нем. В результате в подвижной части формы образуется замок, с помощью которого при раскрытии формы происходит извлечение литника из литниковой втулки [5,с.267].
Температура расплава в передней части шнека в основном зависит от выбранного температурного профиля материального цилиндра, включая мундштук и разогрев за счет трения, создаваемого вращением шнека и динамическим давлением. Температура расплава влияет на следующие параметры:
вязкость расплава;
потерю давления в форме;
время заполнения;
ориентации в формованном изделии, различимость линий стыка;
время охлаждения.
Температура поверхности литьевой формы оказывает решающее влияние на качество готового изделия. Более высокой температура, как правило, положительно влияет на свойства изделия, но одновременно увеличивает время цикла.
В общих чертах повышение температуры литьевой формы означает
следующее:
-меньшее сопротивление течению;
-меньшая потребность в давлении для заполнения формы;
-меньшая макромолекулярная ориентация;
-уменьшение внутренних напряжений в готовом изделии;
-лучшее качество поверхности;
-более высокая кристалличность и более равномерная структура;
-более высокая технологическая усадка;
-меньшая эксплуатационная усадка;
-увеличение продолжительности времени охлаждения.
Как уже было отмечено, температура расплава и формы очень сильно влияют на анизотропию свойств изделия, чем они выше, тем меньше разница в свойствах изделий вдоль и поперек направления литья. Особенно сильно на анизотропию свойств, сказывает время выдержки под давлением. Чем больше размеры литников, тем больше длится подпитка формы расплавом, поэтому охлаждение происходит при воздействии напряжении сдвига, а это затрудняет релаксационные процессы и увеличивает ориентацию макромолекул и её неоднородность.
Таким образом, время выдержки под давлением и время застывание впускного литникового канала определяют время передачи давления. Поэтому при малых сечениях впуска время выдержки под давлением почти не влияет на предел прочности при растяжении, в то время как при впусках большого размера время выдержки под давлением оказывает влияние на этот показатель.
Проанализировать влияние температуры литья на изменение основных параметров процесса и свойства изделий можно на приведенной схеме на рис. 2.8
Изменение вязкости
Время выдержки под давлением
Время охлаждения
Изменение давления при впрыске в форму
Изменение ориентации макромолекул
Усадка изделия
Себестоимость изделия
Прочность изделия
Производи-тельность
Потр. мощность
Изменение плотности









Температура расплава


Анизотропия усадки и прочности изделия
Рисунок 2.8 - Влияние температуры литья на изменение основных параметров процесса и свойства изделий
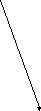
Технологические параметры процесса литья очень сильно влияют на усадку изделий, т.е. на их линейные размеры. Это достаточно легко проследить, используя зависимость изменения плотности расплава полимера от температуры и давления. Известно, что при увеличении давления в форме плотность расплава возрастает. Например, при давлении р1 исходная точка, характеризующая состояние расплава, находится на пересечении линий давления р1 и средней температуры расплава после выдержки под давлением Тср показанный на рис. 2.9.
При увеличении давления плотность приема повышается и исходное состояние смещается в точку b. Поскольку в точке "b" плотность выше. Чем в точке "а", при охлаждении расплава под высоким давлением происходит меньшее изменение объема и усадка изделий уменьшается.
Рисунок 2.9 - Зависимость плотности расплава аморфного полимера от давления и температуры
Рассмотрим второй случай, когда давление остается постоянным и равным р1, а температура в цилиндре литьевой машины увеличивается. В этом случае средняя температура расплава в конце выдержки под давлением будет больше и равна Тср (точка "с" на показанном рис. 2.9). Этому состоянию соответствует плотность меньше, чем в точке "а". Таким образом, с ростом температуры усадка в поперечном направлении увеличивается, т.к. плотность полимера понижается. При высокой температуре ориентация уменьшается, и усадка вдоль направления литья понижается. По этой же причине повышается удельная ударная вязкость изделий.
То же самое происходит при повышении температуры формы. Чем выше Тф, тем больше средняя температура расплава в конце выдержки под давлением и рабочая точка смещается по направлению к точке "с". Однако, если с повышении температуры Тр или Тф увеличить выдержку под давлением, то усадка может остаться прежней или даже несколько уменьшиться.