

pract-2788
.pdfНанести на чертеж поковки перемычку.
Определение величины радиусов закруглений
Радиусы закруглений (рис. 7.4 г) сопрягающихся поверхностей необходимы для лучшего заполнения полости штампа, предохранения преждевременного износа штампа и для устранения концентраторов напряжений, приводящих к поломке штампа. Оптимальная величина внешнего радиуса закругления у поковки определяется соотношением: rn = rд + П,
где rд – радиус закругления внешнего угла детали; П – величина припуска.
Внутренние радиусы закругления определяются: R = (3 4) rn. Радиусы закругления внешних сопряжений определяются в зави-
симости от массы поковки и группы точности (табл. 7.5).
|
|
|
|
Таблица 7.5 |
|
|
|
||
Масса поковки, мг |
Радиус внешних углов сопряжений для |
|||
|
|
|
поковки групп точности, мм |
|
|
|
|
1-я группа |
2-я и 3-я группа |
До 0,25 |
0,8 |
1,0 |
||
|
|
|
|
|
0,25 |
– 0,63 |
1,0 |
1,5 |
|
0,63 |
– 1,6 |
1,5 |
2,0 |
|
|
|
|
||
1,6 – 2,5 |
1,5 |
2,5 |
||
|
|
|
||
2,5 – 4 |
2,0 |
3,0 |
||
|
|
|
||
4 – 6,3 |
2,5 |
3,0 |
||
|
|
|
||
6,3 – 10 |
2,5 |
3,5 |
||
|
|
|
|
|
10 |
– |
16 |
2,5 |
3,5 |
|
|
|
|
|
16 |
– |
25 |
3,0 |
4,0 |
|
|
|
|
|
25 |
– |
40 |
3,0 |
4,0 |
|
|
|
|
|
40 |
– |
63 |
3,0 |
4,5 |
63 |
– |
100 |
3,5 |
4,5 |
|
|
|
||
100 – 125 |
3,5 |
5,0 |
||
|
|
|
||
125 – 160 |
4,0 |
6,0 |
||
160 – 200 |
5,5 |
8,0 |
||
90
Расчет заусенечной канавки
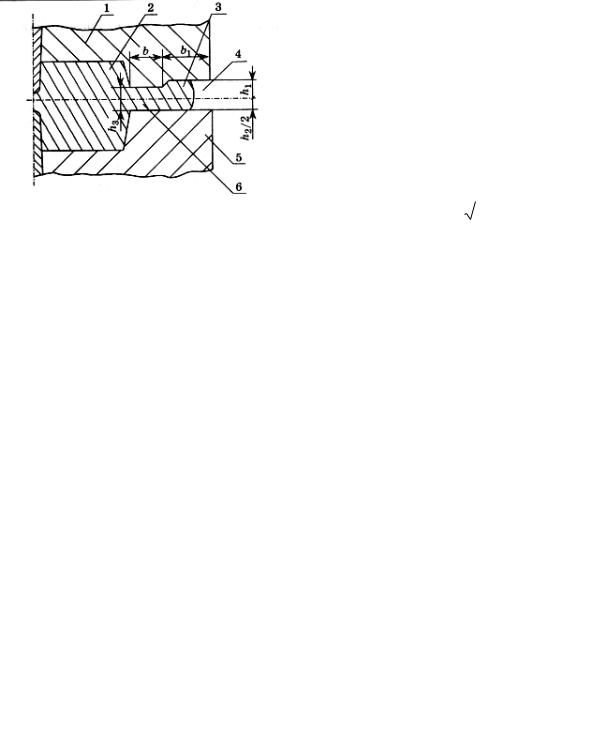
В открытых штампах по периметру поковки в плоскости разъема предусматривается заусенечная канавка для выдавливания излишка металла. Узкая входная полость в заусенец обеспечивает высокое сопротивление истечению металла, благодаря чему более полно заполняет весь профиль штампа. Заусенечная канавка (рис. 7.5) имеет пережимной мостик, толщина которого определяется по фор-
|
|
|
|
|
||
Рис. 7.5. Заусенечная канавка: |
муле hз = 0,015 Fn |
для поко- |
||||
1 – верхняя половина штампа; 2 – поковка; |
вок произвольной |
формы |
в |
|||
3 – облой; 4 – заусенечная канавка; |
||||||
плане площадью Fn. |
|
|
||||
5 – нижняя половина штампа; |
|
|
||||
Для поковок |
круглых |
в |
||||
6 – заусенечный мостик |
||||||
|
плане диаметром (Дп); hз |
= |
||||
0,015 Дп. Форма и размеры канавок для заусенца выбирают по таблице
7.6.
|
|
|
|
Таблица 7.6 |
|
Размеры канавки для заусенца |
|||
|
|
|
|
|
hз, мм |
h, мм |
б, мм |
б1, мм |
Площадь канавки |
|
|
|
|
для заусенца, S см2 |
0,6 |
3 |
6 |
18 |
0,52 |
0,8 |
3 |
6 |
20 |
0,69 |
1,0 |
3 |
7 |
22 |
0,8 |
1,6 |
3,5 |
8 |
22 |
1,02 |
2 |
4 |
9 |
25 |
1,36 |
3 |
5 |
10 |
28 |
2,01 |
4 |
6 |
11 |
30 |
2,68 |
5 |
7 |
12 |
32 |
3,43 |
6 |
8 |
13 |
35 |
4,35 |
8 |
10 |
14 |
38 |
6,01 |
10 |
12 |
15 |
40 |
7,68 |
91
Определение размеров заготовки
Размеры заготовки для получения поковки должны учесть объем поковки (Vп), объем металла, идущего в заусенец (Vз), перемычку (Vпер), потери металла на угар.
Объем заготовки находят по формуле:
Vзаг = (Vп+Vз+Vпер) 100 см3,
см3,
100
где Vп, Vз, Vпер – объемы поковки, заусенца и перемычки, см3;
Vn n Vдет,
Vдет,
где n – коэффициент, учитывающий увеличение объема детали на припуски (n = 1,2 – 1,4);
 – потери металла на угар, %.
– потери металла на угар, %.
Потери на угар определяют в зависимости от метода нагрева заготовок и составляют: электронагревательные устройства и пламенные нагревательные печи с безокислительным нагревом 0,3-1 %; в пламенных печах – 2-3 %.
Объем заусенца при штамповке:
Vз к  S
S  Pn см3,
Pn см3,
где к – 0,5 – коэффициент заполнения канавки;
S – площадь поперечного сечения канавки для заусенца в см2 (табл.
7.6);
Рп – периметр поковки в плоскости разъема, Рп = dn .
Объем перемычки Vпер  dп 2t см3 ,
dп 2t см3 ,
4
где dп – диаметр перемычки с учетом припусков в отверстии; hз – толщина перемычки (табл. 7.6).
Далее находим диаметр исходной заготовки:
Д |
|
1,08 3 |
|
Vзаг |
|
, |
заг |
|
|||||
|
|
|
m |
|||
|
|
|
|
|||
где m Lзаг (1,5 2,5) 2,8 .
Д заг
92

При превышении m > 2,8 может искривиться заготовка при штамповке. Полученный диаметр округляют до ближайшего по ГОСТу 2590-74, а затем уточняют длину заготовки.
Диаметры по ГОСТу (мм): 5; 5,6; 6,3; 7; 8; 9; 10; 11; … до 20; 21;
22, 24; 25; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 53; 56; 60; 63; 65; 70; 75; 80; 85; 90; 95; 100; 105; 110; 120; 125; 130; 140; 150; 160; 170; 180; 190; 200; 210; 220; 240; 250.
Находим длину заготовки:
Vзаг |
|
4Vзаг |
, см. |
||
Lзаг |
|
|
|
|
|
F |
|
Д |
2 |
||
|
заг |
|
|
заг ГОСТ |
|
Определение температурного интервала нагрева под штамповку
Для повышения пластичности металла и одновременного снижения сопротивления деформированию его перед обработкой давлением нагревают.
Каждый металл и сплав имеет свой строго определенный температурный интервал для горячей обработки давлением. Верхнее значение интервала соответствует температуре начала, а нижнее – окончания горячей штамповки. Температура начала (Tн) штамповки ограничивается пережогом и перегревом. Пережог (оплавление границ зерен) – неисправимый брак. Перегрев (крупнозернистая структура) – исправимый брак термообработкой (отжиг). Температура конца (Тк) штамповки ограничивается: верхний предел – вторичной рекристаллизацией (крупнозернистая структура); нижний предел – наклеп (искажение кристаллической решетки), который приводит к повышению твердости, хрупкости и снижению вязкости. Эти дефекты устраняются термообработкой (отжигом). Температурный интервал выбирают по справочникам, а режим нагрева (скорость нагрева, продолжительность нагрева) – исходя из состава металла или сплава. Продолжительность нагрева должна обеспечивать равномерное распределение температуры по сечению, минимальное окисление и обезуглероживание поверхности, сохранение целостности нагреваемого металла. Рекомендуемые интервалы температуры штамповки приведены в таб-
лицах 7.7-7.8.
93
Таблица 7.7
Температурные интервалы штамповки металлов и сплавов
Марка материала |
Темпера- |
Температура |
Рекомен- |
|
|
тура на- |
конца штам- |
дуемый |
|
|
чала |
повки, 0С |
интервал |
|
|
штампов- |
не вы- |
не ни- |
температу- |
|
ки, 0С |
ше |
же |
ры, 0С |
Ст. 0, 1, 2, 3… |
1300 |
800 |
700 |
1280-750 |
Ст. 4, 5, 6… |
1250 |
850 |
750 |
1200-800 |
Ст. 7… |
1200 |
850 |
750 |
1170-780 |
Ст. 10, 15… |
1300 |
800 |
700 |
1280-750 |
Ст. 20, 25, 30, 35… |
1280 |
830 |
720 |
1250-750 |
Ст. 40, 45, 50… |
1260 |
850 |
760 |
1200-800 |
Ст. 55, 60… |
1240 |
850 |
760 |
1200-800 |
Ст. 65, 70… |
1220 |
850 |
770 |
1180-800 |
Ст. 15Г, 20Г, 25Г, 30Г |
1250 |
850 |
750 |
1230-800 |
Ст. 40Г, 45Г, 50Г |
1220 |
850 |
760 |
1200-800 |
Ст. 15Х, 15ХА, 20Х... |
1250 |
870 |
760 |
1200-800 |
Ст. 60Г, 65Г |
1200 |
850 |
760 |
1180-800 |
Ст. 30Х, 38ХА |
1230 |
870 |
780 |
1180-820 |
Ст. 40Х, 45Х, 50Х |
1200 |
870 |
800 |
1180-830 |
Ст. 40Г2, 45Г2, 40ХГ |
1200 |
870 |
800 |
1180-830 |
Ст. 18ХГ, 18ХГТ |
1200 |
850 |
780 |
1180-800 |
Ст. 38ХЕ, 40ХС |
1200 |
870 |
800 |
1150-830 |
Ст. 30ХМ, 30ХМА, |
1220 |
880 |
830 |
1180-850 |
35ХМ |
|
|
|
|
Ст. 20ХФ, 40ХФА |
1240 |
850 |
760 |
1200-800 |
Ст. 15НМ, 20НМ |
1250 |
850 |
800 |
1230-820 |
Ст. 40ХН, 45ХН, 50ХН |
1200 |
870 |
780 |
1180-830 |
Ст. 20Х2НЧА |
1180 |
800 |
750 |
1150-780 |
Ст. 20ХГСА, 25ХГСА |
1200 |
870 |
800 |
1160-830 |
Ст. |
1180 |
870 |
800 |
1140-830 |
30ХГС,30ХГСА,35ХГСА |
|
|
|
|
Ст. 40ХНМА |
1180 |
900 |
800 |
1160-850 |
Ст. 38ХЮ, 38ХВФЮ |
1180 |
880 |
820 |
1150-850 |
Ст. ШХ15, Ш15СГ |
1180 |
870 |
800 |
1150-830 |
94
Таблица 7.8
Температурные интервалы ковки и штамповки некоторых цветных сплавов
Марка |
|
Температура, 0С |
|
|
|
начала |
конца |
|
Алюминиевые сплавы |
|
|
АМц, АМг |
|
510 |
380 |
Д1, Д1П |
|
500 |
380 |
Д6, Д16, Д16П |
|
460 |
380 |
АК2, АК-4 |
|
500 |
380 |
|
Магниевые сплавы |
|
|
МА1 |
|
430 |
300 |
МА2 |
|
420 |
350 |
МА3, МА5 |
|
370 |
340 |
|
Латуни |
|
|
М (техническая медь) |
|
1000 |
800 |
Л90 |
|
900 |
700 |
Л70, Л68, Л62 |
|
800 |
650 |
Л62-1, ЛС59-1 |
|
800 |
650 |
|
Бронзы |
|
|
Бр.ОФ 6,5 – 0,15 |
|
900 |
780 |
Бр.ОЦ 4 – 3 |
|
920 |
800 |
Бр.АЖМц 10 – 3 – 1,5 |
|
900 |
750 |
Бр.КН 1 – 3 |
|
950 |
800 |
|
Титановые сплавы |
|
|
ВТЗ, ВТЗ – 1 |
|
1050 |
850 |
ВТ5, ВТ6, ВТ8 |
|
1160 |
850 |
Выбор переходов в штампах
При выборе ручьев молотовых штампов рекомендуется в начале рассмотреть, как штампуют поковки с аналогичным распределением металла и весом и затем приступать к выбору ручьев. Далее планируют расположение всех ручьев в одном штампе.
В зависимости от сложности поковки существуют следующие переходы:
1. Штамповка в одном ручье – поковки несложной формы.
95
2. Осадка и окончательная штамповка поковки несложной фор-
мы.
3. Заготовительные переходы, предварительная и окончательная штамповка – поковки сложной формы.
Осадка предназначена для приближения размеров заготовки к размерам поковки, разрушения и удаления окалины.
Переходы в заготовительных ручьях могут быть следующими: а) протяжной – увеличение длины заготовки за счет уменьшения
площади поперечного сечения; б) подкатной – перераспределение объема металла по длине за-
готовки за счет уменьшения площади поперечного сечения в отдельных частях заготовки;
в) пережимной – уширение заготовки за счет изменения формы поперечного сечения;
г) гибочный – применяется для изменения кривизны заготовки; д) отрубной – применяется при изготовлении поковок от длин-
ного прутка; е) предварительный ручей предназначен для придания заготовке
формы, близкой к форме поковки и для уменьшения износа окончательного ручья;
ж) окончательный ручей предназначен для получения поковки с размером и формой, соответствующей чертежу.
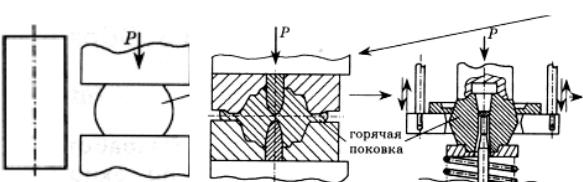
осадка |
штамповка |
обрезка заусенца и |
|
|
прошивка отверстия |
Рис. 7.6. Процесс формообразования поковки
96
Контрольные вопросы
1.Что такое горячая объемная штамповка?
2.Что такое открытый и закрытый штампы? Объясните их устройство, достоинства и недостатки.
3.Схема и устройство кривошипного горячештамповочного пресса.
4.Схема и устройство штамповочного молота и принцип его работы.
5.Изложите порядок определения размеров и массы заготовки по чертежу готовой детали.
6.Какие применяют ручьи при изготовлении поковок сложной формы?
Литература
1.Мансуров А.М. Технология горячей штамповки. – М.: Машино-
строение, 1971. – 415 с.
2.Ковка и объемная штамповка стали: Справочник: В 2 т. /Под ред. М.В. Сторожева. Том 1. – 2-е изд. – М.: Машиностроение, 1967. – 435 с.
3.Ковка и объемная штамповка стали: Справочник. В 2 т. /Под ред. М.В. Сторожева. Том 2. –2-е изд. – М.: Машиностроение, 1968. – 448 с.
4.Справочник машиностроения: В 6 т /Под ред. Э.А. Сатель. 3-е изд.
– М.: ГНТИ Машиностроительной литературы, 1964. – Т. 5. – 450 с.
5.Дальский А.М. и др. Технология конструкционных материалов. – 2- е изд. – М.: Машиностроение, 1985. – 448 с.
97
СОДЕРЖАНИЕ
Введение………………………………………………………..………….….3
Лабораторная работа №1…Изучение свойств формовочных смесей и изготовление литейных форм из песчано-глинистых материа-
лов……………….……………………………………………………….……7
Лабораторная работа №2…Изучение литейных свойств метал-
лов…………………...……………………………………….………………19
Лабораторная работа №3…Разработка технологического процесса изго-
товления отливки…………...………….……………………………….……28
Лабораторная работа №4…Изучение вырубки листового материа-
ла…………………..…………………...…………………………..…………58
Лабораторная работа №5…Изучение вытяжки листового материа-
ла…………………………………………………………………..…………65
Лабораторная работа №6…Изучение формообразования поковки и сво-
бодной ковки………………..……………………………………………….72
Лабораторная работа №7…Разработка технологии получения поковок горячей объемной штамповкой ………………………………………..….80
98