

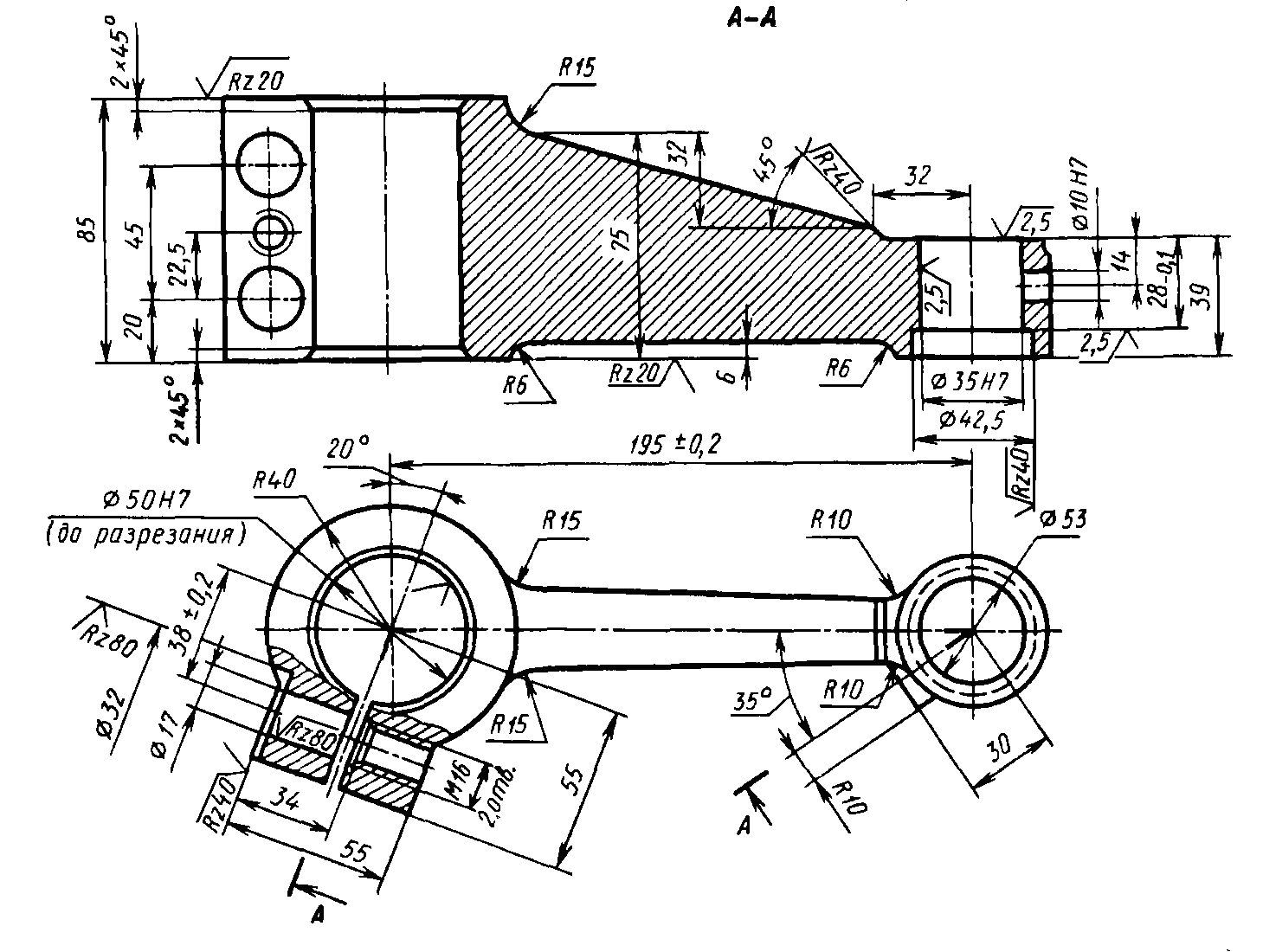
50.Технологический маршрут обработки рычага изготовленного из сталь 45л, заготовка-оливка, число деталей из заготовки – 1
|
Операция |
Содержание или наименование операции (размеры даны в мм) |
Станок, оборудование |
Оснастка |
|
005 |
Литье |
|
|
|
010 |
Обрубка и очистка отливки |
|
|
|
015 |
Фрезеровать литники |
Вертикально-фрезерный консольный 6Т13 |
Тиски |
|
020 |
Навесить бирку с номером детали |
|
|
|
025 |
Фрезеровать нижнюю плоскость с припуском под шлифование |
Вертикально-фрезерный консольный 6Т13 |
Приспособление |
|
030 |
Шлифовать нижнюю плоскость окончательно |
Плоскошлифова-льный с прямоугольным столом и горизонтальным шпинделем |
|
|
035 |
В первой позиции: фрезеровать поверхности бобышек в размер 85 и 39 окончательно, расточить отверстия диаметрами 50Н7, 35Н7 и фаски окончательно; зенковать выточку диаметром 42,5 окончательно. Во второй позиции: обработать два отверстия диаметрами 32/ 17/М16 и одно отверстие диаметром М12 окончательно, фрезеровать паз В=3 окончательно. |
отверстия диаметрами 50Н7, 35Н7 и |
Многоцелевой (сверлильно-фрезерно-расточный) вертикальный высокой точности 2256ВМФ4 |
|
040 |
Обработать отверстие диаметром 10Н7 окончательно |
Радиально-сверлильный 2К52-1 |
Кондуктор |
|
045 |
Зачистить заусенцы |
Машина для снятия заусенцев |
|
|
050 |
Моечная |
Моечная машина |
|
|
055 |
Технический контроль |
|
|
51. В качестве материалов для рычагов, не подвергающихся в машине ударным нагрузкам, значительному растяжению и изгибу, служат недорогой и прочный серый чугун СЧ 12— СЧ 18, для деталей, работающих в более тяжелых условиях и испытывающих большие напряжения, используют более прочный и дорогой чугун СЧ 21—СЧ 24, а при значительных ударных нагрузках — ковкий чугун КЧ 35-10, КЧ 37-12 и др. Применяют также Ст5 и конструкционные стали 20, 35, 45, 40Х, сталь 18ХГТ (поковки), сталь 45Л-1, стали 35Л, 45ЛШ (отливки) и др.
Чугунные заготовки обычно отливают в опоки в разовые песчаные формы, отформованные на машинах большей частью по металлическим моделям. Применение машинной формовки снижает трудоемкость изготовления деталей по сравнению с ручной формовкой в 10 раз и более, так как достигается более высокая производительность; улучшается качество заготовок — снижаются припуски на последующую обработку заготовок. Припуски и допуски на размеры рычагов должны соответствовать ГОСТ 1855—55, а шероховатость поверхностей отливок зависит от свойств формовочного материала, способа очистки отливок и других факторов.
Заготовки из ковкого чугуна после отливки отжигают и правят для снижения остаточных напряжений и деформаций.
Стальные заготовки рычагов также получают литьем в оболочковые формы, а также ковкой, штамповкой, литьем по выплавляемым моделям, которое целесообразно использовать в массовом производстве сложных небольших отливок массой до 3 кг, когда ряд их поверхностей не требует последующей обработки.
Для получения небольшого числа стальных заготовок используют молоты, фрикционные и кривошипные прессы с подкладными штампами. После штамповки заготовки имеют однородную структуру, размеры, близкие к требуемым, припуски на обработку должны соответствовать ГОСТ 7505—74.