

32.Ходовые винты большой длины, в основном для тяжелых станков, делают не цельными, а составными, что значительно уменьшает трудности их изготовления, хотя конструкция ходового винта и усложняется.
 Рис.
4.36. Схема соединения секции составных
ходовых винтов Основная трудность —
обеспечение технических требований
после сборки такого винта из отдельно
изготовленных секций. Соединение секций
винта должно обеспечить необходимую
точность и жесткость винта в целом. В
большинстве случаев такие ходовые винты
выполняют по 3-му классу точности, а
опорные шейки — по 7—6-му ^квалитетам.
Конструктивно соединение секций винта
выполняют различными способами. Выбор
того или иного соединения зависит от
размеров винта, числа стыкуемых секций.
На рис. 4.36 показана одна из распространенных
конструкций соединения ходовых винтов
тяжелого токарного станка 1660 (диаметр
вала 85 мм, длина 14235 мм) и глубокорасточного
станка 2959 (диаметр вала 170 мм, длина 46
000 мм). Обе секции винта 1 и 2 соединяют с
помощью проставки 3, причем сначала
обрабатывают одну секцию винта, в которую
завернута на резьбе обработанная заранее
проставка, и производят предварительное
нарезание резьбы.
Затем проставку вывертывают и соединяют
с другой секцией винта. Проставка служит
эталоном для нарезания резьбы на этой
секции вала. Особенность технологического
процесса изготовления составных ходовых
винтов заключается в том, что отдельные
секции винта и проставку обрабатывают
отдельно, а затем совместно. При этом
особое внимание уделяется точности
посадочных наружных и внутренних
соединительных поверхностей секции
винта и проставки и их концентричности
с наружными поверхностями винта.
Посадочные отверстия под замок в секции
винта растачивают и развертывают,
допустимое отклонение от концентричности
0,01... 0,02 мм. В связи с этим наружную
поверхность винта шлифуют. По этой
поверхности, как по технологической
базе, выставляют винт на операции
обработки отверстия под замок.
Предварительно нарезанные секции винта
собирают с проставками 3, при этом опорные
торцы должны плотно прилегать (проверка
щупом 0,02 мм), их положение фиксируется
коническими штифтами 4. На торцах секции
винта и соединительной проставки ставят
клеймо одного номера. В собранном виде
винт устанавливают в центрах и люнете
и производят окончательное нарезание
резьбы поочередно с двух концов, с
поворотом винта на 180°» При калибровке
резьбы на первой секции резьбу на
проставке нарезают вместе с винтом.
Вставленную проставку с окончательно
нарезанной резьбой используют для
настройки станка и инструмента.
Рис.
4.36. Схема соединения секции составных
ходовых винтов Основная трудность —
обеспечение технических требований
после сборки такого винта из отдельно
изготовленных секций. Соединение секций
винта должно обеспечить необходимую
точность и жесткость винта в целом. В
большинстве случаев такие ходовые винты
выполняют по 3-му классу точности, а
опорные шейки — по 7—6-му ^квалитетам.
Конструктивно соединение секций винта
выполняют различными способами. Выбор
того или иного соединения зависит от
размеров винта, числа стыкуемых секций.
На рис. 4.36 показана одна из распространенных
конструкций соединения ходовых винтов
тяжелого токарного станка 1660 (диаметр
вала 85 мм, длина 14235 мм) и глубокорасточного
станка 2959 (диаметр вала 170 мм, длина 46
000 мм). Обе секции винта 1 и 2 соединяют с
помощью проставки 3, причем сначала
обрабатывают одну секцию винта, в которую
завернута на резьбе обработанная заранее
проставка, и производят предварительное
нарезание резьбы.
Затем проставку вывертывают и соединяют
с другой секцией винта. Проставка служит
эталоном для нарезания резьбы на этой
секции вала. Особенность технологического
процесса изготовления составных ходовых
винтов заключается в том, что отдельные
секции винта и проставку обрабатывают
отдельно, а затем совместно. При этом
особое внимание уделяется точности
посадочных наружных и внутренних
соединительных поверхностей секции
винта и проставки и их концентричности
с наружными поверхностями винта.
Посадочные отверстия под замок в секции
винта растачивают и развертывают,
допустимое отклонение от концентричности
0,01... 0,02 мм. В связи с этим наружную
поверхность винта шлифуют. По этой
поверхности, как по технологической
базе, выставляют винт на операции
обработки отверстия под замок.
Предварительно нарезанные секции винта
собирают с проставками 3, при этом опорные
торцы должны плотно прилегать (проверка
щупом 0,02 мм), их положение фиксируется
коническими штифтами 4. На торцах секции
винта и соединительной проставки ставят
клеймо одного номера. В собранном виде
винт устанавливают в центрах и люнете
и производят окончательное нарезание
резьбы поочередно с двух концов, с
поворотом винта на 180°» При калибровке
резьбы на первой секции резьбу на
проставке нарезают вместе с винтом.
Вставленную проставку с окончательно
нарезанной резьбой используют для
настройки станка и инструмента.
33.Изготовление, винтов пар качения в известной степени аналогично изготовлению прецизионных винтов скольжения с упрочняемой объемной закалкой. Винты, изготовляемые из сталей ХВГ и других, подвергают в процессе изготовления неоднократной термической обработке с применением обработки холодом для придания винту необходимой твердости (не менее HRC3 60 ... 62), износостойкости и длительного сохранения точности. Так как при объемной закалке винт значительно деформируется, то под резьбошлифование устанавливают большой припуск, и предварительное нарезание резьбы перед термической обработкой может оказаться малоэффективным (не экономичным). Для сокращения трудоемкости нарезания резьбы после закалки винтов до высокой твердости операцию резьбошлифования заменяют более прогрессивным процессом — предварительным нарезанием резьбы на токарно-винторезных станках особо высокой точности резцами, оснащенными пластинами из твердого сплава ВК6М или ВКЗМ с профилем, соответствующим профилю винтовой канавки. Резец имеет следующие геометрические параметры: у =- — 5°; а = 10°; А, = 0. Обработка ведется при скорости резания 20 м/мин и глубине резания 0,1 мм при подаче, равной шагу резьбы. При этом способе нарезания предотвращается появление трещин и значительно повышается производительность. Для получения полукруглого и арочного профиля на последующих операциях резьбошлифования абразивные круги правят с помощью специальных приспособлений. При шлифовании резьбы, которое делится на получистовое и чистовое, следует учитывать рекомендации, данные для изготовления прецизионных ходовых винтов скольжения. Для азотируемых винтов (сталь ЗОХЗВА) необходимо иметь в виду, что глубина азотируемого слоя невелика 0,4 ... 0,45 мм), особое внимание следует уделять деформациям винта при его механической обработке. Поэтому процесс нарезания резьбы предусматривает четыре операции: две первые — черновую и чистовую — производят резцом, а остальные две шлифовальным кругом — до азотирования и после него.
34.Параметры точности ходовых винтов (наружный, средний и внутренний диаметры, отклонение от круглости и от профиля продольного сечения поверхностей, угол профиля, шаг рузьбы) контролируют в зависимости от класса точности ходовых винтов различными измерительными средствами: скобами с отсчетным устройством, СР, специальными и универсальными машинами, профильными шаблонами и специальными измерительными микроскопами, приборами для контроля погрешности шага. При измерении шага винта могут обнаружиться отклонения и других параметров точности. Измерение шага у винтов невысокого D-го) класса точности целесообразно производить с помощью шагомеров довольно простой конструкции по одной стороне профиля на отдельных его участках (длиной 50 и 300 мм). Для винтов более высокого класса точности шаг измеряют на специальных измерительных устройствах с использованием образцовых винтов высокой точности.
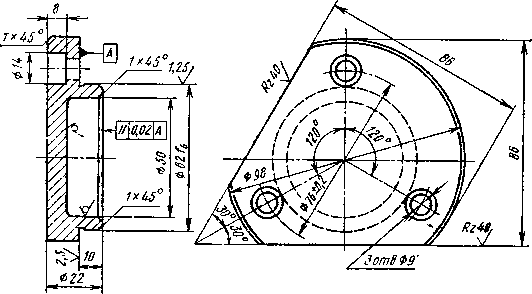
45.Основное служебное назначение фланцев заключается в ограничении осевого перемещения вала, установленного на подшипниках в изделии (машине), путем создания необходимого натяга или гарантированного осевого зазора между торцом фланца и торцом наружного кольца подшипника.
Кроме того, фланцы выполняют роль крышек отверстий под валы, создавая необходимое уплотнение.
Конструкции фланцев весьма разнообразны, однако все они к корпусу крепятся винтами и, как правило, с утопленными головками.
По техническим требованиям точность цилиндрической поверхности центрирующего пояска выполняется не выше чем по 7-му квалитету, а параметр шероховатости поверхности Ra = 1,25 ... 2,5 мкм. Во избежание перекоса подшипника в процессе затяжки фланца винтами для обеспечения натяга (или требуемого зазора) допуск взаимного расположения поверхности торцов фланца устанавливают достаточно малым.
В зависимости от серийности выпуска в качестве заготовок для фланцев применяют отливки (чугунные и стальные), поковки и штампованные заготовки, а также диски, отрезанные от сортового прутка.

46.Фланцы изготовляют из различного материала: чугуна СЧ 15, сталей 30, 45 и других деталей.
В зависимости от серийности выпуска в качестве заготовок для фланцев применяют отливки (чугунные и стальные), поковки и штампованные заготовки, а также диски, отрезанные от сортового прутка. При достаточно большой серийности литые фланцы изготовляют по выплавляемым моделям с минимальными припусками, ряд их поверхностей может не подвергаться в дальнейшем механической обработке, например, отверстия под крепежные болты.
47.В зависимости от вида заготовки, материала и технических требований фланцы подвергают термической обработке — отжигу.
Технологический процесс механической обработки во многом зависит от серийности производства. Основными (конструкторскими) базами фланца являются поверхности центрирующего пояска и торцы фланцев. На первой операции в качестве технологических баз используют наружную цилиндрическую поверхность и торец большого фланца. На этой операции обрабатываются посадочная поверхность цилиндрического пояска, два торца и выточки. Затем на базе этих обработанных поверхностей обрабатывают цилиндрическую поверхность, торец и фаски большого фланца.
На этих же базах обрабатывают крепежные отверстия и лыски, если они предусмотрены конструкцией.
|
№ операции |
Содержание операции |
Технологические базы |
Оборудование |
|
005 |
Токарная: подрезать торцы А и J5, обточить поверхность диаметром 62, проточить канавку и фаски |
Наружная поверхность и торец фланца |
16К20ФЗ |
|
010 |
Токарная: обточить наружную поверхность фланца, торец и фаску диаметром 96 |
Поверхность центрирующего пояска и торец |
16К20, 16К20ФЗ |
|
015 |
Сверлильная: сверлить и цековать отверстия диаметрами 9 и 14 |
То же |
2Р135Ф2 |
|
020 |
Фрезерная: фрезеровать лыски |
|
6M82F |
В табл. приведен технологический маршрут обработки фланца.
48.Рычаги,
коромысла, собачки, прихваты и другие
подобные детали являются кинематическими
звеньями механизмов машин, приборов и
технологической оснастки и принадлежат
к деталям типа рычагов. Рычаги, совершая
качательное или вращательное движение,
передают необходимые силы и обеспечивают
заданные законы движения сопряженных
с ними деталей. Для достижения определенного
положения рычага 1
(рис. 6.1, ау
б) при
повороте его базирование в механизме
осуществляется по двойной направляющей
базе — цилиндрическому или коническому
посадочному отверстию 5, иногда шлицевому
(рис. 6.1, в).
Другие
цилиндрические и резьбовые отверстия
4
(рис. 6.1, а—е),
оси
которых параллельны (см. рис. 6.1, г—е)
или перпендикулярны (см. рис. 6.1, а, б),
оси отверстия 3
служат вспомогательными базами и
обеспечивают базирование присоединяемых
деталей механизма. Для закрепления этих
деталей и самого рычага 1
(см.
рис. 6.1, г), часто предусматривают пазы
для стяжки рычага крепежными деталями.
С помощью торцов 5
рычагов обеспечивается его осевое
положение.

49.В зависимости от служебного назначения детали ее отверстия, служащие основными и вспомогательными базами, должны быть изготовлены в пределах допусков Н6—Н11, а отклонения межосевых расстояний не должны превышать ±(0,05 ... 0,50) мм.
Оси отверстий для вспомогательных баз детали должны быть параллельны или соответственно перпендикулярны оси отверстия — основной базе; допустимые отклонения от 0,02 : 100 до 0,10 : 100.
Для обеспечения прилегания торцов бобышек рычагов и вилок шарнирных соединений к сопряженным деталям и снижения контактных напряжений эти торцы должны быть перпендикулярны к осям соответствующих отверстий; допустимые отклонения от 0,1 : 100 до 0,3: 100, а параметр шероховатости их поверхности Ra — 0,32 ... 1,25 мкм.
Исполнительные поверхности рычагов переключения для обеспечения требуемого сопряжения с поверхностями передвигаемых деталей должны быть перпендикулярны к оси отверстия — основной базе; допустимые отклонения от 0,05: 100 до 0,10: 100, а параметр шероховатости поверхности Ra = 0,63 ... 2,5 мкм; для рычагов — коромысел клапанов — от Ra = 0,63 мкм до Rz = 40 мкм.
Параметр шероховатости поверхности отверстий Ra = 0,63 ...2,5 мкм, а отклонение от их формы — обычно в пределах допуска на диаметр.
Для увеличения срока службы твердость исполнительных поверхностей этих деталей устанавливают HRC9 40—50 ... 50—55.