

330 / ЗаданКурсЖурналПолныйМПУСУ / 1ПодготовкаКормов
.pdfРАЗРАБОТКИ СЕЛЬСКОЕ ХОЗЯЙСТВО
АСУ ТП производства комбикормов на базе контроллера
Fastwel RTU188 BS
Виктор Букреев, Николай Гусев, Михаил Нечаев, Иван Краснов, Руслан Гурьев, Сергей Кремис
В статье рассказывается об автоматизированной системе управления технологическим процессом дозирования и смешивания компонентов комбикормов на свиноводческом комплексе ЗАО «Сибирская аграрная группа». Описаны функциональные возможности и аппаратно$программная реализация системы управления. В результате внедрения удалось значительно превзойти по производительности и точности требования, предъявленные заказчиком к системе.
|
|
ВВЕДЕНИЕ |
|
|
|
технологий. Так, в частности, с целью |
ботке АСУ ТП дозирования и смеши |
||||
|
|
Производительность труда и эффек |
|
снижения |
транспортных |
затрат по |
вания компонентов |
комбикормов |
|||
|
|
тивность производства во многом оп |
|
доставке |
комбикормов, |
потребляе |
(АСУ ТП ДСКК). |
|
|||
|
|
ределяются степенью автоматизации |
|
мых |
свиноводческим комплексом, |
Основными требованиями, которые |
|||||
|
|
технологических процессов и, что осо |
|
была |
поставлена задача |
развернуть |
были предъявлены заказчиком к АСУ |
||||
|
|
бенно важно для предприятий пище |
|
кормосмесительный цех по их произ |
ТП ДСКК, стали следующие: |
||||||
|
|
вой и перерабатывающей промышлен |
|
водству в непосредственной близости |
● точность дозирования компонентов |
||||||
|
|
ности, достоверностью информации о |
|
от свиноферм (рис. 1). Отделом ре |
комбикормов ±3%; |
|
|||||
|
|
сырьевых потоках и качестве продук |
|
конструкции и развития предприятия |
● производительность за смену (12 ча |
||||||
|
|
ции. |
|
|
|
было закуплено и смонтировано необ |
сов) — 90 тонн; |
|
|||
|
|
На свиноводческом комплексе ЗАО |
|
ходимое технологическое оборудова |
● возможность установки дополни |
||||||
|
|
«Сибирская |
аграрная |
группа» |
|
ние. В связи с высокими требования |
тельного расходного бункера и шне |
||||
|
|
(г. Томск) проводятся мероприятия по |
|
ми, предъявляемыми к производи |
кового питателя с целью расширения |
||||||
|
|
совершенствованию производствен |
|
тельности цеха и точности дозирова |
базы рецептов; |
|
|||||
|
|
ных процессов |
и внедрению новых |
|
ния, возникла необходимость в разра |
● резервирование баз данных на дли |
|||||
|
|
|
|
|
|
|
|
|
|
тельный период времени; |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
● исполнение интерфейса управле |
|
|
|
|
|
|
|
|
|
|
|
ния — доступное для неквалифици |
|
|
|
|
|
|
|
|
|
|
|
рованного персонала. |
|
|
|
|
|
|
|
|
|
|
|
ОСОБЕННОСТИ ОБЪЕКТА |
|
|
|
|
|
|
|
|
|
|
|
АВТОМАТИЗАЦИИ |
|
|
|
|
|
|
|
|
|
|
|
В состав технологического оборудо |
|
|
|
|
|
|
|
|
|
|
|
вания для производства комбикормов |
|
|
|
|
|
|
|
|
|
|
|
входят: |
|
|
|
|
|
|
|
|
|
|
|
● 6 расходных бункеров, содержащих |
|
|
|
|
|
|
|
|
|
|
|
дозируемые компоненты (ячмень, |
|
|
|
|
|
|
|
|
|
|
|
горох, отруби пшеничные, пшеница, |
|
|
|
|
|
|
|
|
|
|
|
шрот подсолнечный, концентрат); |
|
|
|
|
|
|
|
|
|
|
|
● 6 шнековых питателей; |
|
|
|
|
|
|
|
|
|
|
|
● бункер дозатор грузоподъёмностью |
|
|
|
|
|
|
|
|
|
|
|
до 1000 кг, установленный на трёх |
|
|
|
|
|
|
|
|
|
|
|
тензодатчиках (рис. 2); |
|
74 |
|
|
|
|
|
|
|
|
|
● бункер смеситель, |
оснащённый |
|
Рис. 1. Кормосмесительный цех |
|
|
Рис. 2. Бункер дозатор |
|
асинхронным двигателем смесителя |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
|
СТА 1/2006 |
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru

Р А З Р А Б О Т К И / С Е Л Ь С К О Е Х О З Я Й С Т В О
Рис. 3. Бункер смеситель
мощностью 15 кВт и двигателем рых лителя (рис. 3);
●бункер отгрузки готовой продукции c ёмкостным датчиком уровня;
●транспортная подсистема отгрузки готовой продукции.
Вобщей сложности на объекте авто матизации используется 10 асинхрон ных электродвигателей мощностью от 1,7 до 15 кВт.
Зерновое сырьё поступает в расход ные бункеры с автомобильного терми нала. Загрузка одного бункера ёмкостью 50 тонн занимает не менее трёх часов. После загрузки расходных бункеров компоненты поочерёдно поступают в бункер дозатор, где в соответствии с за данным рецептом осуществляется дози рование. По окончании процесса дози рования всех компонентов общая масса поступает в бункер смеситель. Время смешивания варьируется от 1 до 3 минут в зависимости от заданного рецепта. Полученная смесь поступает в бункер отгрузки готовой продукции. Отгрузка готовой продукции происходит через автомобильный терминал с производи тельностью 15 тонн в час.
Проведённые тестовые испытания технологического оборудования при дозировании с ручного пульта управле ния, функционирующего в режиме «пуск/стоп», подтвердили актуальность разработки АСУ ТП ДСКК, так как при этом производительность цеха достига ла всего лишь 50% от требуемой.
ПРИНЦИПЫ ПОСТРОЕНИЯ
СИСТЕМЫ УПРАВЛЕНИЯ
В результате анализа функций извест ных систем дозирования было установ лено, что система управления должна предусматривать ручной и автоматиче ский режимы дозирования, иметь под систему управления базой рецептов,
обеспечивать автома тическое ведение базы данных расхода дози руемых компонентов в процессе производ ства и выхода готовой продукции.
В целях достижения высокой надёжности программно техниче ский комплекс систе мы управления дол жен состоять, как ми нимум, из трёх уров ней. Следует, однако, отметить, что экс плуатируемые на се
годняшний день АСУ ТП смешивания и дозирования, как правило, имеют двухуровневую организацию. Верхний уровень таких систем образует персо нальный компьютер с установленными ISA или PCI платами ввода вывода информации. Нижний уровень форми руется исполнительными приводами и датчиками с соответствующими уст ройствами преобразования сигналов.
Для управления в реальном времени электроприводами шнековых питате лей чаще всего используются два алго ритма. Один из них предполагает сту пенчатое регулирование скорости дви гателя. При этом возникает необходи мость экспериментально определять и учитывать массу «падающего столба» из шнекового питателя в бункер доза тор для каждого материала отдельно. Ввиду того что свойства материалов из меняются (из за разной дисперсности, влажности и т.п.), а остановка шнеко вого питателя при завершении дозиро вания происходит на большой скоро сти двигателя (для обеспечения высо кой производительности), погреш ность может существенно увеличивать ся; меньшим же скоростям соответст вует низкая производительность при более высокой точности. Другой алго ритм заключается в автоматическом регулировании скорости двигателя с использованием программно реализо ванного регулятора веса. Сигнал с вы хода регулятора веса является заданием на скорость регулируемого электро привода. Так как в этом случае оста новка двигателя производится на не большой скорости (причём без ущерба производительности), масса «падаю щего столба» невелика, и нестабиль ность свойств материала сказывается на точности дозирования незначитель но. Правильный выбор параметров ре
гулятора веса позволяет оптимизиро вать соотношение производительности и точности, особенно на малых весах. Поэтому разработчиками АСУ ТП ДСКК был выбран второй из описан ных алгоритмов управления шнековы ми питателями.
ФУНКЦИОНАЛЬНЫЕ
ВОЗМОЖНОСТИ
РАЗРАБОТАННОЙ СИСТЕМЫ
УПРАВЛЕНИЯ
Разработанная система АСУ ТП ДСКК функционирует в трёх режимах.
1.Автоматический режим. В этом режи ме оператор задаёт требуемый рецепт из базы рецептов и количество цик лов дозирования (суммарный вес од ной порции до 1000 кг).
2.Ручной режим с автодозированием.
Управление в этом режиме осуще ствляется с использованием вирту ального пульта. Оператор обеспечи вает запуск дозирования, открытие и закрытие задвижек дозатора и смеси теля, запуск и останов смесителя. Остановка шнековых питателей про исходит автоматически при достиже нии массой дозируемого компонента заданного значения.
3.Ручной режим без автодозирования.
Управление процессом дозирования и смешивания осуществляется так же, как и в ручном режиме с автодо зированием, но в отличие от него ос тановка шнековых питателей осуще ствляется оператором. Данный ре жим используется для отладки и по иска неисправностей.
Кроме того, АСУ ТП ДСКК выпол няет следующие функции:
●обеспечение параллельной работы подсистем дозирования, смешива ния и отгрузки;
●анализ текущего состояния испол нительных устройств нижнего уров ня управления (преобразователя час тоты, силовых контакторов);
●проверка на перегрузку бункера до затора и бункера смесителя, провер ка состояния бункера готовой про дукции;
●косвенный анализ ряда технологиче ских неисправностей путём контро ля веса бункера дозатора при загруз ке и выгрузке компонентов из него;
●звуковая и визуальная сигнализация с блокировкой работы исполнитель ных механизмов при возникновении аварийной ситуации;
●отображение состояния бункера до
затора, бункера смесителя и расход |
75 |
СТА 1/2006 |
www.cta.ru |
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru
|
Р А З Р А Б О Т К И / С Е Л Ь С К О Е Х О З Я Й С Т В О |
|
|
|
|
|
|
|
|
Верхний уровень |
|
|
|
|
|
|
|
|
|
|
|
RS 232 |
|
АРМ оператора |
||
|
|
|
|
|
|
|
||
|
Средний уровень |
|
|
|
|
Электротехнический шкаф со степенью защиты IP66 |
||
|
Контроллер |
|
|
Модули релейной коммутации TBR 8 |
||||
|
|
RTU188 BS |
|
|
||||
|
+5 В |
|
|
|
|
|
|
24 В |
|
Блок питания |
|
|
|
|
|
|
Блок питания |
|
LOGO!Power |
|
|
|
|
|
|
LOGO!Power |
|
Нижний уровень |
|
|
|
|
|
|
|
|
|
|
|
|
… |
|
… |
|
|
24 В |
|
|
|
|
|
|
|
|
|
|
|
|
|
Контакторы |
|
|
|
Блок питания |
Преобразователь |
|
DILEEM 10 |
|
|||
|
LOGO!Power |
|
|
|
|
|||
|
частоты EI 7011 |
|
|
|
|
|||
|
|
|
|
|
|
|||
|
Клеммы WAGO |
|
|
Клеммы WAGO |
Клеммы WAGO |
|||
|
Входные сигналы |
|
|
|
• Управление |
• Управление задвижкой дозатора |
||
|
• Аналоговый сигнал с датчика веса (4 20 мА) |
|
двигателями |
• Управление задвижкой смесителя |
||||
|
• Концевые выключатели задвижек смесителя, |
|
шнековых |
• Управление двигателями смесителя, |
||||
|
дозатора («сухой» контакт — СК, 24 В) |
|
|
питателей |
рыхлителя |
|||
|
• Датчик движения нории (СК, 24 В) |
|
|
|
|
|
|
|
|
• Ёмкостный датчик уровня бункера отгрузки |
|
|
|
|
|
||
|
• Датчик блокировки открытия окна бункера |
|
|
|
|
|
||
|
смесителя |
|
|
|
|
|
|
|
|
Рис. 4. Структурная схема АСУ ТП ДСКК |
представляет |
собой автоматизирован |
ковых питателей, все двигатели под |
||||
|
|
|
ное рабочее место (АРМ) оператора на |
ключаются к одному и тому же преоб |
||||
|
ных бункеров в режиме реального |
базе |
персонального |
компьютера |
разователю частоты по очереди через |
|||
|
времени; |
|
(рис. 5). Взаимодействие между верх |
коммутатор из силовых контакторов. |
||||
|
● ведение базы рецептов; |
|
ним и средним уровнем осуществляет |
Входными дискретными сигналами |
||||
|
● учёт используемых рецептов за сме |
ся посредством интерфейса RS 232 на |
от технологического оборудования яв |
|||||
|
ну; |
|
физическом уровне по специально раз |
ляются сигналы типа «сухой» контакт |
||||
|
● автоматический учёт и ведение баз |
работанному |
для проекта протоколу |
от концевых выключателей задвижек, |
||||
|
данных расхода дозируемых компо |
обмена со скоростью 9600 бод. |
|
датчика блокировки открытия смотро |
||||
|
нентов в процессе производства и |
|
|
|
|
|
вого окна бункера смесителя, датчика |
|
|
выхода готовой продукции, |
расчёт |
Аппаратные средства |
|
уровня бункера отгрузки готовой про |
|||
|
остатка компонентов на конец дня; |
Двигатели задвижек бункера дозато |
дукции, а также датчика движения но |
|||||
|
● установка требуемого времени сме |
ра и бункера смесителя, двигатели |
рии. Кроме того, в контроллер вводят |
|||||
|
шивания компонентов и конфигури |
смесителя и рыхлителя включаются в |
|
|||||
|
рование защит; |
|
сеть |
непосредственно |
через |
силовые |
|
|
|
● ведение журнала событий за послед |
контакторы фирмы Moeller. Все ис |
|
|||||
|
ние два месяца эксплуатации. |
пользуемые автоматические выключа |
|
|||||
|
|
|
тели также производства этой фирмы. |
|
||||
|
ПРОГРАММНО АППАРАТНАЯ |
Для |
шнековых питателей требуется |
|
||||
|
РЕАЛИЗАЦИЯ АСУ ТП ДСКК |
плавное регулирование скорости, по |
|
|||||
|
Система имеет трёхуровневую струк |
этому их двигатели управляются по |
|
|||||
|
туру (рис. 4). Нижний уровень содер |
средством преобразователя частоты, в |
|
|||||
|
жит датчики и исполнительные устрой |
качестве которого выбран преобразо |
|
|||||
|
ства. Средний уровень включает в себя |
ватель «Веспер» EI 7011. Так как тех |
|
|||||
76 |
управляющий контроллер и модули ре |
нологический процесс не требует од |
|
|||||
лейной коммутации. Верхний уровень |
новременной работы двух и более шне |
Рис. 5. АРМ оператора |
||||||
|
www.cta.ru |
|
|
|
|
|
|
СТА 1/2006 |
|
|
|
|
|
|
|
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru |
|

|
|
|
|
|
Р А З Р А Б О Т К И / С Е Л Ь С К О Е Х О З Я Й С Т В О |
|
|
совых затрат при необходимом уровне |
го уровня расположены внутри герме |
||
|
|
||||
|
|
надёжности. В качестве основного уст |
тизированного электротехнического |
||
|
|
ройства на этом уровне используется |
шкафа со степенью защиты IP66 |
||
|
|
контроллер |
RTU188 BS |
фирмы |
(рис. 6). Коммутация внешних сигна |
|
|
Fastwel. Данный контроллер имеет 16 |
лов выполнена с помощью клемм |
||
|
|
дискретных неизолированных входов |
WAGO. |
||
|
|
выходов, 16 оптоизолированных вхо |
|
||
|
|
дов, 8 аналоговых входов с разрешени |
Программные средства |
||
|
|
ем 12 бит, последовательные порты RS |
Программное обеспечение на верх |
||
|
|
232 (порт 0) и RS 232/RS 485 (порт 1), |
нем уровне разработано в среде |
||
|
|
флэш память 512 кбайт, ОЗУ 512 кбайт. |
Delphi 7 и работает под управлением |
||
|
|
Тактовая частота его процессора — |
ОС Windows XP. На среднем уровне |
||
|
|
40 МГц. Контроллер является конст |
программное обеспечение реализовано |
||
|
|
руктивно законченным устройством и |
на языке программирования C++ вер |
||
|
|
может устанавливаться на DIN рейку. |
сии 3.11. В качестве ОС используется |
||
|
|
Такой набор параметров и невысокая |
предустановленная дисковая операци |
||
|
|
цена контроллера сделали его в полной |
онная система FDOS фирмы Fastwel. |
||
|
|
мере соответствующим требованиям и |
Такой выбор средств в основном обу |
||
|
|
условиям данного проекта. |
|
словлен опытом их использования в |
|
|
|
Сопряжение порта выходных сигна |
подобных системах. |
||
|
|
лов контроллера и обмоток силовых |
|
||
|
|
контакторов осуществляется через два |
АРМ оператора |
||
|
|
модуля релейной коммутации TBR 8 |
Взаимодействие оператора с АСУ ТП |
||
|
|
||||
|
Рис. 6. Шкаф системы управления |
(Fastwel). Каждый из них имеет 8 нор |
ДСКК осуществляется через компью |
||
|
|
мально разомкнутых однополюсных |
тер АРМ, расположенный в том же по |
||
|
ся дискретные сигналы подтверждения |
каналов, обеспечивающих |
возмож |
мещении, где установлен шкаф систе |
|
|
включения контакторов. Напряжение |
ность коммутации цепей при токе на |
мы управления. При разработке поль |
||
|
питания «сухих» контактов в схеме со |
грузки до 10 А и напряжении 270 В пе |
зовательского интерфейса системы бы |
||
|
ставляет 5 В или 24 В. |
ременного тока или 30 В постоянного |
ли учтены требования к простоте |
||
|
Измерение текущего веса бункера |
тока. В нашем случае модули использу |
управления как в ручном, так и в авто |
||
|
дозатора осуществляется тремя тензо |
ются для управления силовыми кон |
матическом режиме. Все основные дей |
||
|
датчиками МК2 1 С3 (Тензо М). Сиг |
такторами двигателей смесителя и до |
ствия (просмотр мнемосхемы, базы |
||
|
налы от них поступают в суммирую |
затора, а также для коммутации выход |
данных готовой продукции, текущего |
||
|
щий блок, а затем в нормирующий уси |
ной цепи частотного преобразователя. |
состояния расходных бункеров, выбор |
||
|
литель НУ 420DC, который находится |
Конструкция модулей TBR 8 предпо |
требуемого рецепта) оператор может |
||
|
в непосредственной близости от датчи |
лагает монтаж на DIN рейку. |
|
выполнять с помощью мыши. Мнемо |
|
|
ков. Здесь сигнал усиливается, гальва |
Контроллер и модули релейной ком |
схема содержит необходимый набор |
||
|
нически изолируется и нормализуется |
мутации запитаны от источников се |
элементов для визуализации и управле |
||
|
до уровня стандартного токового сиг |
рии LOGO!Power фирмы Siemens с вы |
ния технологическим процессом. Так, |
||
|
нала 4…20 мА. В таком виде информа |
ходными номиналами 5 В и 24 В. Эти |
мнемосхема ручного режима управле |
||
|
ция о весе поступает в контроллер. |
источники имеют модульную конст |
ния (рис. 7) содержит кнопки пуска/ос |
||
|
Выбор элементной базы среднего |
рукцию, тоже предполагающую мон |
танова шнековых питателей, откры |
||
|
уровня обусловлен, в первую очередь, |
таж на DIN рейку. |
|
тия/закрытия задвижек дозатора и сме |
|
|
требованиями технического задания и |
Всё оборудование среднего уровня |
сителя, индикаторы наличия аварий и |
||
|
стремлением к минимизации финан |
системы и частично устройства нижне |
технологических ошибок, блокировки |
||
Рис. 7. Мнемосхема в режиме ручного управления |
Рис. 8. Окно базы данных |
77 |
|
|
|
|
|
СТА 1/2006 |
|
www.cta.ru |
|
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru

Р А З Р А Б О Т К И / С Е Л Ь С К О Е Х О З Я Й С Т В О
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
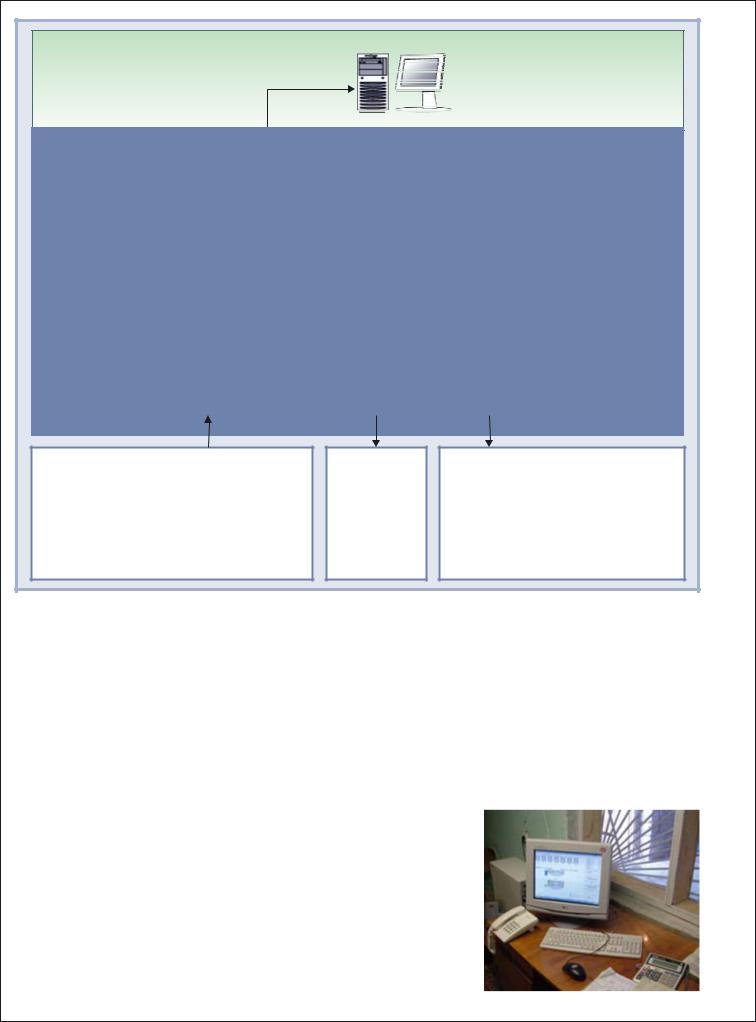
Рис. 9. Имитационная модель системы в среде MatLab 7 |
|
|
|
|
|
|
|
||||
|
|
разрешения отгрузки |
из смесителя. |
ный доступ ко всей информации, хра |
ла) и интегратор (растущая масса бун |
||||||||
|
|
Кроме того, в реальном времени ото |
нящейся в базах данных. Пользователь |
кера дозатора). Голубым цветом выде |
|||||||||
|
|
бражаются состояния бункера дозато |
«зоотехник» имеет как полный доступ |
лены блоки, моделирующие преобра |
|||||||||
|
|
ра и бункера смесителя. Переключение |
к информации, хранящейся в базах |
зователь частоты: задатчик интенсив |
|||||||||
|
|
между мнемосхемой, списком собы |
данных, так и к изменению технологи |
ности на входе преобразователя, про |
|||||||||
|
|
тий, базой данных готовой продукции и |
ческих параметров (времени смешива |
порциональное звено с коэффициен |
|||||||||
|
|
состоянием расходных бункеров осу |
ния, максимально дозируемого веса в |
том, равным 1 (заданию 50 Гц соответ |
|||||||||
|
|
ществляется путём выбора требуемой |
бункере дозаторе), проверке наполне |
ствует выходная частота преобразова |
|||||||||
|
|
закладки. Справа от мнемосхемы на ра |
ния и выгрузки бункера дозатора, ис |
теля 50 Гц и номинальная скорость |
|||||||||
|
|
бочем поле отображаются заданный вес |
пользованию рыхлителя при смешива |
вращения |
двигателя), ограничитель |
||||||||
|
|
по каждому бункеру, заданное количе |
нии, |
назначению |
автодозирования в |
максимальной и минимальной скоро |
|||||||
|
|
ство циклов дозирования, количество |
ручном режиме. |
|
|
сти, а также блоки, имитирующие вы |
|||||||
|
|
выработанных порций, текущее время |
В случае потери связи с персональ |
ключение электропривода при умень |
|||||||||
|
|
смешивания, а также панель выбора ре |
ным компьютером (например, по при |
шении ошибки дозирования ниже за |
|||||||||
|
|
жима управления (ручной, автоматиче |
чине его «зависания») контроллер вы |
данного уровня. Зелёным цветом выде |
|||||||||
|
|
ский). Статусная панель отображает со |
полнит заданное |
количество циклов |
лены блоки задания на вес, регулятор |
||||||||
|
|
стояние связи с контроллером, номер |
дозирования и выйдет в режим ожида |
веса и блоки, моделирующие квантова |
|||||||||
|
|
текущей смены, уровень доступа («опе |
ния. Терминальная программа на верх |
ние сигнала задания на скорость по |
|||||||||
|
|
ратор», |
«зоотехник», |
«мастер |
цеха»), |
нем уровне, в свою очередь, после пе |
времени и уровню (характеристики ка |
||||||
|
|
номер текущего рецепта. Описанный |
резагрузки компьютера автоматически |
нала связи). Датчик веса в модели име |
|||||||||
|
|
интерфейс обладает максимальной ин |
продолжит работу. |
|
|
ет приведённый единичный коэффи |
|||||||
|
|
формативностью и в то же время про |
|
|
|
|
циент передачи. |
|
|
||||
|
|
стотой управления. При необходимо |
ИССЛЕДОВАНИЯ |
|
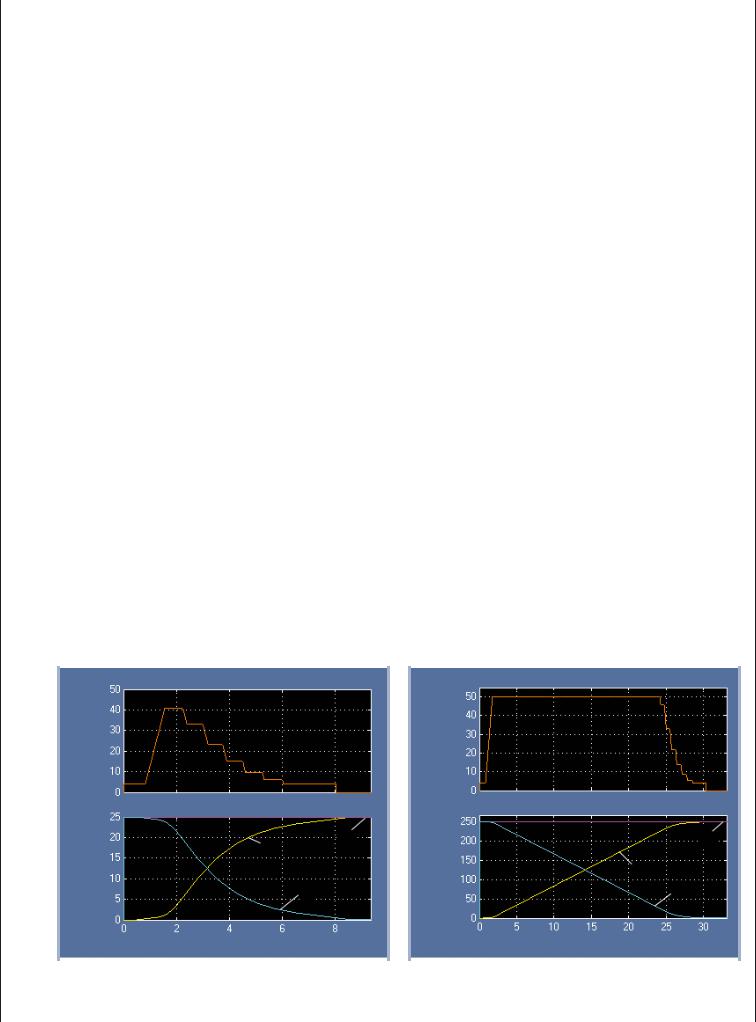
На рис. 10 показаны |
переходные |
|||||||
|
|
сти оператор может просмотреть ин |
НА ИМИТАЦИОННОЙ МОДЕЛИ |
процессы |
дозирования |
весов 25 кг |
|||||||
|
|
формацию не только о выработке по те |
На |
этапе проработки |
алгоритмов |
(рис. 10 а) и 250 кг (рис. 10 б). Наличие |
|||||||
|
|
кущему рецепту, но и всю информацию |
управления было разработано матема |
в системе транспортной задержки при |
|||||||||
|
|
за последний месяц через окно базы |
тическое описание процесса дозирова |
водит к тому, что после остановки дви |
|||||||||
|
|
данных (рис. 8). |
|
|
ния и составлена имитационная мо |
гателя, то есть при потере управляемо |
|||||||
|
|
Все изменения, происходящие в сис |
дель в среде моделирования MatLab 7. |
сти процессом дозирования, вес m про |
|||||||||
|
|
теме как на нижнем, так и на верхнем |
Первоначально |
были |
определены |
должает увеличиваться, как минимум, |
|||||||
|
|
уровне, а также действия оператора за |
структура и параметры регулятора веса |
на величину массы «падающего стол |
|||||||||
|
|
писываются в журнал событий. Глуби |
для |
линеаризованной непрерывной |
ба» материала, причём по мере напол |
||||||||
|
|
на записи событий составляет до двух |
системы, исходя из требования мини |
нения бункера задержка и масса «па |
|||||||||
|
|
месяцев без переполнения дискового |
мизации времени дозирования при апе |
дающего столба» уменьшаются. Кроме |
|||||||||
|
|
пространства. При |
возникновении |
риодическом характере |
переходного |
того, масса столба уменьшается про |
|||||||
|
|
аварийных ситуаций система управле |
процесса и астатизме системы по управ |
порционально скорости, предшест |
|||||||||
|
|
ния включает звуковую сигнализацию |
лению, то есть ошибке дозирования в |
вующей остановке шнекового питате |
|||||||||
|
|
и добавляет соответствующее описа |
установившемся режиме, равной нулю. |
ля. В связи с этим оказался важным, в |
|||||||||
|
|
ние неисправности в журнал событий. |
Для этого при данном объекте управле |
частности, такой параметр электро |
|||||||||
|
|
Многопользовательский интерфейс |
ния оказалось достаточно использовать |
привода, как диапазон регулирования |
|||||||||
|
|
системы позволяет разграничить права |
пропорциональный регулятор. |
скорости. В проекте был применён |
|||||||||
|
|
доступа к различным её элементам. |
Далее была разработана более под |
достаточно |
простой преобразователь |
||||||||
|
|
Так, например, пользователь «опера |
робная имитационная модель системы, |
частоты со |
скалярным |
управлением. |
|||||||
|
|
тор» имеет доступ к базам рецептов и |
показанная на рис. 9. Здесь оранжевым |
Этот преобразователь с используемы |
|||||||||
|
|
готовой |
продукции |
(только |
ввод |
цветом выделены блоки, моделирую |
ми механизмами шнековых питателей |
||||||
|
|
объёма |
отгруженной |
продукции), а |
щие объект управления: шнековый пи |
обеспечивает нижнее значение часто |
|||||||
|
|
также к запуску и останову дозирова |
татель с заданной производительно |
ты вращения двигателя только на уров |
|||||||||
78 |
|
ния и |
смешивания |
комбикормов. |
стью, звено транспортной задержки |
не 3,5…4 Гц, то есть диапазон регули |
|||||||
|
Пользователь «мастер цеха» имеет пол |
(время падения дозируемого материа |
рования составляет чуть более десяти, |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
|
СТА 1/2006 |
||
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru
|
|
|
|
|
|
|
|
|
|
|
|
|
Р А З Р А Б О Т К И / С Е Л Ь С К О Е Х О З Я Й С Т В О |
|||
|
чего, впрочем, оказалось достаточно. |
корректировались в ходе пусконала |
ве базового варианта при расчёте эф |
|||||||||||||
|
Учёт среднестатистической массы «па |
дочных работ в цехе по производству |
фективности внедрения использовался |
|||||||||||||
|
дающего столба» для скорости, пред |
комбикормов. |
|
|
|
|
|
|
вариант установки по производству |
|||||||
|
шествующей останову, осуществляется |
|
|
|
|
|
|
|
|
комбикорма, реализованный на релей |
||||||
|
регулировкой |
порогового уровня |
ЗАКЛЮЧЕНИЕ |
|
|
но контакторной аппаратуре с управ |
||||||||||
|
ошибки регулирования, по превыше |
Внедрение системы АСУ ТП ДСКК |
лением всеми двигателями по команде |
|||||||||||||
|
нию которого двигатель останавлива |
на свиноводческом комплексе позво |
оператора в режиме «пуск/стоп» и с ви |
|||||||||||||
|
ется. При дозировании больших весов |
лило регулярно получать качественную |
зуальным |
контролем дозирования и |
||||||||||||
|
(рис. 10 б) двигатель шнекового пита |
продукцию. При этом в штатном режи |
режимов |
работы |
технологического |
|||||||||||
|
теля работает в нескольких режимах: |
ме для обслуживания системы управ |
оборудования. По сравнению с этим |
|||||||||||||
|
разгон с |
заданной интенсивностью, |
ления достаточно одного оператора. |
вариантом внедрение представленной |
||||||||||||
|
движение на максимальной скорости |
Опыт |
эксплуатации |
кормосмеси |
в статье системы позволило повысить |
|||||||||||
|
ω*ДВ = 50 Гц, торможение до мини |
тельного |
цеха |
|
показал |
высокую |
точность |
дозирования компонентов |
||||||||
|
мальной скорости и досыпка на ней до |
надёжность АСУ ТП ДСКК. Произво |
комбикорма в 4 раза, а производитель |
|||||||||||||
|
заданного веса mЗ. При малых весах |
дительность |
выпуска |
комбикормов |
ность технологической линии произ |
|||||||||||
|
(рис. 10 а) электропривод |
постоянно |
превысила заданную. По нашему мне |
водства комбикорма в 3,6 раза. Кроме |
||||||||||||
|
находится в режиме переходного про |
нию, при реализации данного проекта |
того, значительно улучшилось качест |
|||||||||||||
|
цесса. Скорость двигателя ω*ДВ не до |
удалось существенно оптимизировать |
во готовой смеси вследствие более точ |
|||||||||||||
|
стигает |
максимального |
значения. |
соотношения |
таких показателей, как |
ного соблюдения рецептуры и требова |
||||||||||
|
Здесь наиболее значим процесс тормо |
точность/производительность и каче |
ний технологии производства комби |
|||||||||||||
|
жения, который идёт под управлением |
ство/цена. |
|
|
|
|
|
|
корма. |
|
|
|
||||
|
регулятора и зависит от его настройки. |
Разработчикам удалось улучшить по |
В настоящее время разработчиками |
|||||||||||||
|
Очевидно, что наибольшее преимуще |
казатели внедренной системы по срав |
совершенствуются алгоритмы управле |
|||||||||||||
|
ство система плавного регулирования |
нению с требованиями, выдвинутыми |
ния системой, что позволит дополни |
|||||||||||||
|
скорости регулятором веса имеет при |
заказчиком: |
|
|
|
|
|
|
тельно улучшить её технические харак |
|||||||
|
дозировании малых весов, обеспечивая |
● точность дозирования компонентов |
теристики (в том числе повысить точ |
|||||||||||||
|
высокую относительную точность при |
комбикормов ±0,7%; |
|
|
ность дозирования) при сохранении |
|||||||||||
|
высокой производительности. |
● производительность за смену (12 ча |
имеющейся аппаратной базы. |
|||||||||||||
|
Моделирование системы позволило |
сов) — 216 тонн; |
|
|
Проект был разработан и реализо |
|||||||||||
|
сделать и ряд других выводов, в частно |
● возможность |
установки |
дополни |
ван коллективом из четырёх сотруд |
|||||||||||
|
сти, подтвердило, что при данных па |
тельного расходного бункера заре |
ников кафедры |
электропривода и |
||||||||||||
|
раметрах системы достаточно дискрет |
зервирована как на нижнем, так и на |
электрооборудования Томского поли |
|||||||||||||
|
ности управления регулируемым элек |
верхнем уровне АСУ ТП; |
|
технического университета за 3,5 ме |
||||||||||||
|
троприводом на уровне 1…2 Гц. Такую |
● работа оператора сведена к миниму |
сяца. ● |
|
|
|
||||||||||
|
дискретность управления вполне мо |
му: выбор требуемого рецепта, за |
|
|
|
|
||||||||||
|
жет обеспечить встроенный в преобра |
пуск автоматического режима, ввод |
Авторы — сотрудники кафедры |
|||||||||||||
|
зователь частоты интерфейс RS 232 с |
данных в базу по отгрузке готовой |
электропривода |
|
|
|||||||||||
|
протоколом обмена ModBus RTU. |
продукции. |
|
|
|
|
|
|
и электрооборудования Томского |
|||||||
|
Первоначально полученные на моде |
Срок окупаемости АСУ ТП ДСКК |
политехнического университета |
|||||||||||||
|
ли параметры |
системы |
управления |
составил менее двух месяцев. В качест |
Телефон: (3822) 563 759 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
ω*ДВ, Гц |
|
|
|
|
|
|
|
|
ω*ДВ, Гц |
|
|
|
|
||
|
mЗ, кг |
mЗ |
mЗ, кг |
mЗ |
||||
|
m |
|
|
|
||||
|
m, кг |
|
|
|
m, кг |
m |
||
|
δ, кг |
δ |
δ, кг |
δ |
||||
|
|
|
||||||
|
|
t, с |
|
t, с |
||||
|
|
а |
|
б |
||||
|
|
|
|
|
|
|
|
|
|
Условные обозначения: |
|
|
|
|
|
|
|
|
ω*ДВ — скорость двигателя шнекового питателя; mЗ — заданный вес; m — дозируемый вес; δ = (mЗ – m) — ошибка дозирования. |
|||||||
|
Рис. 10. Переходные процессы при дозировании веса 25 кг (а) и 250 кг (б) |
|
79 |
|||||
|
|
|
|
|
|
|
|
|
|
СТА 1/2006 |
|
|
|
|
www.cta.ru |
||
© 2006, CTA Тел.: (495) 234 0635 Факс: (495) 232 1653 http://www.cta.ru