

330 / ЗаданКурсЖурналПолныйМПУСУ / 1РезкаСтали
.pdfРАЗРАБОТКИ
МЕТАЛЛУРГИЯ
Опыт разработки и внедрения системы управления участком мерной порезки
Михаил Блаженков, Максим Саньков, Денис Ченцов
В статье описывается опыт разработки и внедрения системы управления участком мерной порезки профилегибочного агрегата ПГА 2+7*80+500 цеха гнутого профиля МК Запорожсталь.
Введение |
|
ПГА 2 7*80 500 цеха гнутого профиля |
|
ния использованы платы UNIO 48 сов |
||||||
В широком спектре технологий про |
|
металлургического комбината «Запо |
|
местно с платами MPB 24 и модулями |
||||||
изводства металла и, в частности, про |
|
рожсталь». Основные параметры участ |
|
опторазвязок серии 73G. Для обмена |
||||||
ката черного металла существуют и до |
|
ка порезки приведены в табл. 1. |
|
информацией с пультом управления по |
||||||
вольно часто применяются участки по |
|
Таблица 1. Основные технические |
|
каналу RS422 используется коммуника |
||||||
|
||||||||||
перечной разделки, предназначенные |
|
|
ционная плата PCL 745B. В качестве дат |
|||||||
для обрезки концов и/или порезки по |
|
характеристики объекта |
|
|
чиков скорости и положения ножниц и |
|||||
|
|
|
||||||||
лосы на мерные длины. Одним из спо |
|
|
|
|
полосы использовались фотоимпульс |
|||||
|
Скорость прокатки |
|
|
|||||||
собов решения данной технологичес |
|
полосы, м/с, не более |
2,3 |
|
ные датчики ПДФ5 с соответствующи |
|||||
кой проблемы является организация |
|
Длина отрезаемых штук, мм |
500+12000 |
|
ми |
контроллерами |
(разработка |
|||
участка с использованием летучих нож |
|
Толщина полосы, мм |
2+7 |
|
УкрНИИПреобразователь). |
|
||||
ниц (ЛН). В отличие от гильотинных |
|
Ширина полосы, мм |
80+500 |
|
Пульт управления оснащен рабочей |
|||||
ножниц, требующих фиксации металла |
|
|
|
|
станцией AWS 825 (Advantech), на кото |
|||||
в момент реза, ЛН осуществляют порез |
|
Задачей системы управления является |
|
рую возложены задачи визуализации и |
||||||
ку на лету, то есть без остановки разре |
|
управление механизмами листопра |
|
изменения параметров хода технологи |
||||||
заемого материала (отсюда название |
|
вильной машины (ЛПМ), тянущих ро |
|
ческого процесса (рис. 3). Кроме того, в |
||||||
«летучие»). Очевидно, что такой способ |
|
ликов (ТР), следящих роликов (СР) и ле |
|
процессе наладки система AWS 825 ис |
||||||
разделки обеспечивает максимальную |
|
тучих ножниц (ЛН). Структурная схема |
|
пользовалась в качестве отладочного |
||||||
производительность всего участка мер |
|
участка изображена на рис. 1. |
|
средства. AWS 825 оснащена процес |
||||||
ной порезки. Однако в связи с необхо |
|
Аппаратная реализация |
|
сорной |
платой |
PCA 6144V |
||||
димостью одновременного решения за |
|
|
(5х86/133МГц), платой флэш диска ем |
|||||||
дач позиционирования и синхрониза |
|
Принцип построения системы управ |
|
костью 2 Мбайт и коммуникационной |
||||||
ции скоростей движения полосы и нож |
|
ления является традиционным для ме |
|
платой PCL 745B. В качестве исполни |
||||||
ниц в момент реза существенно услож |
|
таллургического производства. То есть |
|
|
|
|
|
|||
няется система управления технологи |
|
основные функции управления объек |
|
|
|
|
|
|||
ческим процессом. Учитывая динамич |
|
том выполняет контроллер промыш |
|
|
|
|
|
|||
ность объекта (скорость металла и его |
|
ленной автоматики (КПА), оснащенный |
|
|
|
|
|
|||
возможное ускорение) и высокие тре |
|
разветвленной системой ввода вывода |
|
|
|
|
|
|||
бования к точности порезки, удовлетво |
|
и размещенный в машзале, в непосред |
|
|
|
|
|
|||
рительное решение одновременно двух |
|
ственной близости от исполнительных |
|
|
|
|
|
|||
указанных задач весьма затруднительно. |
|
устройств — комплектных тиристор |
|
|
|
|
|
|||
Одной из попыток решения данной |
|
ных электроприводов (КТЭ). КПА вы |
|
|
|
|
|
|||
проблемы явилась разработка и внедре |
|
полнен на базе контроллера РСА 6143 |
|
|
|
|
|
|||
ние системы автоматизации участка по |
|
(Advantech) с процессором 80486 DX4 |
|
Цех гнутого профиля МК «Запорожсталь». |
||||||
резки профилегибочного агрегата |
|
(рис. 2). В качестве устройств сопряже |
|
Профилегибочный агрегат ПГА 2,7*80,500 |
||||||
|
|
|||||||||
2/98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
52
(C) 1998 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru

РАЗРАБОТКИ
МЕТАЛЛУРГИЯ
тельных устройств ктроприводы, которыми действующая до модерниза управления.
Программная
При создании комплекта были учтены жесткие тельности цикла формиро
вания управляющего |
|
||
действия. |
Программное |
||
обеспечение КПА написа |
|||
но на языке С с использова |
|||
нием компилятора Borland |
|||
C/C++ 3.1. Выбор версии |
|||
компилятора языка |
|
||
определялся тем, что |
|
||
отладка части |
про |
|
|
грамм осуществлялась |
|
||
непосредственно из |
|
||
оболочки компилято |
|
||
ра, а поскольку разра |
|
||
батываемые програм |
|
||
мы осуществляли пе |
|
||
ренастройку систем |
|
||
ного таймера Т0, за |
Условные обозначения: ЛПМ — листоправильная машина; СР — следящие ролики; ПДФ СР — фотоимпульсный датчик |
||
прещенную |
в |
Win |
положения следящего ролика; ТР — тянущие ролики; ФИ — фотоимпульсатор; ЛН — летучие ножницы; ПДФ ЛН — |
dows, выбор пал на на фотоимпульсный датчик положения летучих ножниц; ФС — формовочный стан; ВПФ — фотоимпульсный путевой иболее позднюю вер выключатель; КТЭ — комплектный тиристорный электропривод.
сию оболочки компи Рис. 1. Структурная схема системы управления участком мерной порезки
лятора, работающую в
среде DOS. |
|
|
назначенный для встраиваемых систем |
|
цедуры прерывания от СОМ портов |
||||||||
|
|
|
|||||||||||
Программное обеспечение системы |
и представляющий собой библиотеку |
|
при приеме и передаче информации |
||||||||||
управления реализовано в виде двух мо |
графического интерфейса пользовате |
|
минимизированы. Обработка получен |
||||||||||
дулей (один из которых выполняется в |
ля. К этой библиотеке для привязки к |
|
ной информации и подготовка ее к пе |
||||||||||
КПА, а второй на ПУ), связанных между |
конкретному |
объекту |
подключались |
|
редаче осуществляется в фоновом ре |
||||||||
собой по каналу RS 422. Модуль КПА |
текстовые конфигурационные файлы, |
|
жиме. При разработке программной |
||||||||||
предназначен |
для |
|
|
|
описывающие ко |
|
поддержки сети реализованы принци |
||||||
|
|
|
|
||||||||||
оценки состояния пе |
|
|
|
личество, |
иерар |
|
пы дуплексного режима обмена, вос |
||||||
реключателей |
управ |
|
|
|
хию, |
содержание, |
|
становления обмена после сбоя, вос |
|||||
ления на ПУ, датчиков |
|
|
|
размеры, |
цвета |
и |
|
становления информации при сбое, ад |
|||||
и формирования уп |
|
|
|
другие |
параметры |
|
ресации абонентов и переменных. Об |
||||||
равляющих воздейст |
|
|
|
меню |
и |
окон, |
и |
|
мен информацией может осуществ |
||||
вий на технологичес |
|
|
|
предназначенная |
|
ляться на уровне данных (переменной |
|||||||
кое оборудование. Мо |
|
|
|
для этого объекта |
|
длины и типов, а также массивов) и |
|||||||
дуль ПУ, в свою оче |
|
|
|
библиотека графи |
|
файлов. |
|||||||
редь, предназначен |
|
|
|
ческих |
образов |
в |
|
Алгоритм управления |
|||||
Рис. 2. Внешний вид контроллера |
|
|
|||||||||||
для визуализации те |
|
формате |
PCX (за |
|
|||||||||
кущего состояния КПА |
промышленной автоматики |
|
ставки, обои, пик |
|
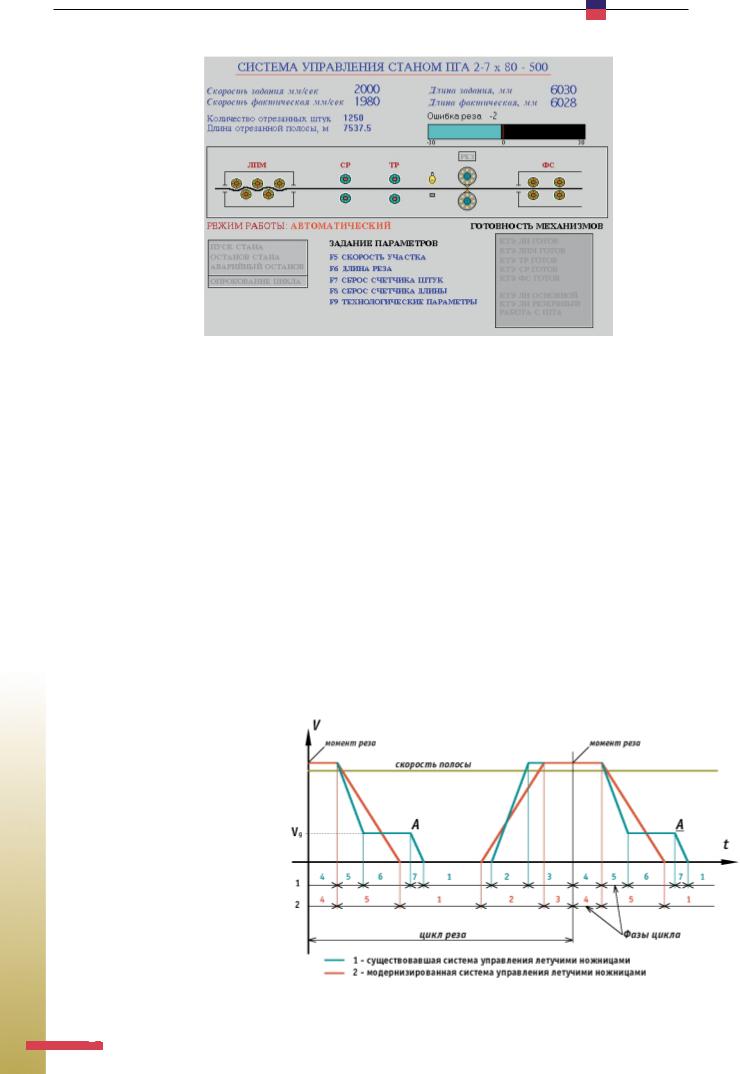
Традиционно алгоритм управления |
||||||||
и задания параметров |
|
|
|
тограммы, образы |
|
участками порезки, подобными ПГА |
|||||||
технологического процесса, а также ис |
для анимации, в данном случае это бы |
|
2 7*80 500, строится по цикловому ме |
||||||||||
пользовался для мониторинга во время |
ли изображения летучих ножниц в раз |
|
тоду, согласно диаграмме движения |
||||||||||
наладки системы. В режиме монито |
ных положениях для имитации их ра |
|
ножниц, изображенной на рис. 5 в виде |
||||||||||
ринга пользователю доступны для на |
боты, и другие). |
|
|
|
|
|
|
|
|
||||
блюдения и воздействия все перемен |
Как уже было сказано, обмен инфор |
|
|
|
|
||||||||
ные, включенные в соответствующие |
мацией между ПУ и КПА осуществляет |
|
|
|
|
||||||||
списки. Наблюдение за изменением пе |
ся при помощи канала RS 422. Для про |
|
|
|
|
||||||||
ременных может осуществляться в сим |
граммной поддержки канала использу |
|
|
|
|
||||||||
вольном виде (до 30 переменных) |
ется оригинальный драйвер сети типа |
|
|
|
|
||||||||
и/или в режиме осциллографа (до 5 пе |
master slave, позволяющий организо |
|
|
|
|
||||||||
ременных). |
|
|
вать связь с периферийными контрол |
|
|
|
|
||||||
При создании модуля визуализации |
лерами (до 32 штук на шине) на |
|
|
|
|
||||||||
для ПУ (рис. 4) использовался ориги |
скорости до 115 кБод. Драйвер сети, ис |
|
|
|
|
||||||||
нальный пакет программ, работающий |
пользующий буфер FIFO СОМ портов, |
|
|
|
|
||||||||
в реальном времени в среде DOS, пред |
организован таким образом, что про |
|
Рис. 3. Внешний вид пульта управления |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
2/98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
53
(C) 1998 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru
РАЗРАБОТКИ
МЕТАЛЛУРГИЯ
кривой 1. При этом цикл |
|
|
|
|
|
мости |
от |
скорости |
|||||||
реза включает в себя сле |
|
|
|
|
|
полосы. |
|
|
|||||||
дующие фазы: |
|
|
|
|
|
|
Очевидно, что ис |
||||||||
1 — ожидание старта, |
|
|
|
|
|
пользование |
до на |
||||||||
исходя |
из непрерывно |
|
|
|
|
|
стоящего |
времени |
|||||||
вычисляемой возможной |
|
|
|
|
|
описанного |
метода |
||||||||
точки |
встречи. |
Точка |
|
|
|
|
|
управления ЛН явля |
|||||||
встречи ЛН с металлом |
|
|
|
|
|
лось |
мерой |
вынуж |
|||||||
определяется из |
одно |
|
|
|
|
|
денной, вызванной в |
||||||||
значно |
|
определенной |
|
|
|
|
|
основном техничес |
|||||||
траектории разгона нож |
|
|
|
|
|
кими |
|
трудностями, |
|||||||
ниц; |
|
|
|
|
|
|
|
|
|
связанными с невоз |
|||||
2 — разгон ножниц до |
|
|
|
|
|
можностью выполне |
|||||||||
скорости |
полосы. При |
|
|
|
|
|
ния с помощью суще |
||||||||
этом в момент старта сис |
|
|
|
|
|
ствовавших |
средств |
||||||||
тема управления размы |
|
|
|
|
|
достаточно большо |
|||||||||
кается и дальнейшее дви |
|
|
|
|
|
го количества вычис |
|||||||||
жение ЛН определяется |
|
|
|
|
|
лений |
в |
короткие |
|||||||
темпом задатчика интен |
|
|
|
|
|
промежутки |
време |
||||||||
сивности, установленно |
Рис. 4. Вид рабочего экрана на пульте управления |
|
ни. |
Именно |
такие |
||||||||||
го в электроприводе; |
|
|
|
|
|
требования предъяв |
|||||||||
3 — синхронизация скоростей поло |
|
|
лению, весьма неэффективен в связи с |
|
ляет к системе управления другой спо |
||||||||||
|
|
||||||||||||||
сы и ножниц перед резом. В этой фазе |
|
|
тем, что обеспечить значения интерва |
|
соб, основанный на сохранении управ |
||||||||||
более поздние исполнения систем уп |
|
|
лов разгона и торможения близкими к |
|
ляемости системы на всех фазах цикла |
||||||||||
равления с целью повышения точности |
|
|
нулю, естественно, невозможно, а каж |
|
реза. В данном случае накопление |
||||||||||
реза решают также задачу позициони |
|
|
дый шаг в этом направлении имеет вы |
|
ошибки, связанной с возмущающими |
||||||||||
рования; |
|
|
|
|
|
|
|
сокую цену, поскольку влечет за собой |
|
воздействиями в фазах разгона и тор |
|||||
4 — поддержание скорости ЛН или их |
|
|
увеличение мощности электропривода |
|
можения отсутствует и поэтому исче |
||||||||||
ускорения с целью обеспечения их бо |
|
|
ЛН (электродвигатель и тиристорный |
|
зает необходимость |
использования |
|||||||||
лее быстрого вывода из зоны реза; |
|
|
преобразователь), повышение расхода |
|
предельных режимов работы оборудо |
||||||||||
5 — торможение ЛН с постоянным ус |
|
|
электроэнергии и ускорение износа |
|
вания. Более того, появляется возмож |
||||||||||
тановленным при настройке системы |
|
|
механизма. Так, например, исходя из |
|
ность оптимизации цикла реза, с точки |
||||||||||
темпом до скорости Vg; |
|
|
|
требуемой производительности ПГА 2 |
|
зрения минимума потребляемой энер |
|||||||||
6 — «дотяжка» ЛН на скорости Vg до |
|
|
7*80 500, электропривод ЛН мог быть |
|
гии. |
|
|
|
|
||||||
фиксированной точки А на траектории; |
|
|
оснащен тиристорным преобразовате |
|
Решение этой задачи достигается пу |
||||||||||
7 — торможение ЛН с фиксирован |
|
|
лем с номинальным током 500 А. Одна |
|
тем симметрирования периодов разго |
||||||||||
ным темпом до их полной остановки. |
|
|
ко по указанным причинам агрегат |
|
на и торможения с остановом ЛН в |
||||||||||
Переключение |
фаз регулирования |
|
|
укомплектован преобразователем с |
|
верхней мертвой точке. Диаграмма ра |
|||||||||
осуществляется с помощью настроен |
|
|
номинальным током 1000 А. Реальная |
|
боты ЛН при данном методе управле |
||||||||||
ных на определенные точки траекто |
|
|
загрузка его в периоды разгона и тор |
|
ния представлена на рис. 5 в виде кри |
||||||||||
рии ЛН каналов путевого фотоимпульс |
|
|
можения достигает 1200 А. При этом |
|
вой 2. Следует отметить также, что при |
||||||||||
ного выключателя. Системы, построен |
|
|
фактическая погрешность порезки |
|
старом способе регулирования сниже |
||||||||||
ные по такому принципу, работают до |
|
|
при отсутствии изменения скорости |
|
ние скорости полосы не уменьшает ве |
||||||||||
статочно надежно, однако реальная по |
|
|
полосы составляет 10 15 мм, в зависи |
|
личину тока разгона (торможения), а |
||||||||||
|
|
||||||||||||||
грешность при порезке составляет, как |
|
|
|
|
|
|
|
|
|
||||||
правило, 10 30 мм. Существенное влия |
|
|
|
|
|
|
|
|
|
||||||
ние на точность порезки в данном слу |
|
|
|
|
|
|
|
|
|
||||||
чае оказывает длительность периодов |
|
|
|
|
|
|
|
|
|
||||||
разгона и торможения: поскольку в это |
|
|
|
|
|
|
|
|
|
||||||
время система позиционирования раз |
|
|
|
|
|
|
|
|
|
||||||
мыкается, |
|
происходит |
накопление |
|
|
|
|
|
|
|
|
|
|||
ошибки, связанной с изменением ско |
|
|
|
|
|
|
|
|
|
||||||
рости полосы, колебанием питающей |
|
|
|
|
|
|
|
|
|
||||||
сети, погрешностью задатчика интен |
|
|
|
|
|
|
|
|
|
||||||
сивности и т. п. |
|
|
|
|
|
|
|
|
|
|
|
||||
Некоторое уменьшение ошибки реза |
|
|
|
|
|
|
|
|
|
||||||
достигается за счет подключения пози |
|
|
|
|
|
|
|
|
|
||||||
ционирующего регулятора в фазе 3 и |
|
|
|
|
|
|
|
|
|
||||||
введения дополнительной контроль |
|
|
|
|
|
|
|
|
|
||||||
ной точки А на траектории ЛН (рис. 5). |
|
|
|
|
|
|
|
|
|
||||||
Другим способом уменьшения влия |
|
|
|
|
|
|
|
|
|
||||||
ния возмущающих факторов, практи |
|
|
|
|
|
|
|
|
|
||||||
куемым в настоящее время, является |
|
|
|
|
|
|
|
|
|
||||||
сокращение длительности фаз разгона |
|
|
|
|
|
|
|
|
|
||||||
|
|
Рис. 5. Диаграмма изменения скорости летучих ножниц в цикле реза |
|
|
|
|
|||||||||
и торможения. Данный способ, к сожа |
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|||||||||||
2/98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
54
(C) 1998 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru
|
|
|
|
|
РАЗРАБОТКИ |
|
|
|
|
|
|
|
|
|
|
|
МЕТАЛЛУРГИЯ |
|
|
|
|
|
|
лишь сокращает длительность соответ |
грамму расчета управляющих воздейст |
привода ЛН при максимальной произ |
|||
ствующей фазы, тогда как во втором |
вий на подчиненные механизмы за вре |
водительности участка не превышает |
|||
случае снижается амплитуда тока, что |
мя около 0,4 мс. Период оценки текуще |
расчетной величины 500 А. При этом |
|||
делает систему еще более эффективной, |
го состояния датчиков и формирования |
достигнута точность порезки не ниже |
|||
с точки зрения потребления электро |
управляющих воздействий принят рав |
±3 мм во всем допустимом диапазоне |
|||
энергии. |
ным 2 мс. |
скоростей и длин. Дальнейшее повыше |
|||
Реализация нового метода управле |
Заключение |
ние точности реза затруднительно, по |
|||
ния стала возможной, благодаря появ |
скольку связано с необходимостью за |
||||
лению процессоров, способных быстро |
Внедрение системы управления, ра |
мены механического оборудования в |
|||
выполнять операции над числами с пла |
ботающей на основе алгоритма, обеспе |
связи с его износом. ● |
|||
вающей точкой. Так, например, исполь |
чивающего управляемость системы на |
|
|||
зованный при модернизации ПГА |
всех этапах регулирования, в принципе, |
|
|||
2 7*80 500 контроллер PCA 6143 с про |
подтвердило изложенные в статье по |
|
|||
цессором 486DX4 выполняет подпро |
сылки. Загрузка источника питания |
|
|||
(C) 1998 CTA Тел.: (095) 234 0635 Факс: (095) 330 3650 http://www.cta.ru