

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУдозатораСервопривод
.pdfРАЗРАБОТКИ ПИЩЕВАЯ ПРОМЫШЛЕННОСТЬ
Применение сервоприводов в упаковочном оборудовании
Николай Татаринцев
Рассматривается замена асинхронного частотно регулируемого электропривода и электромагнитной муфты на сервопривод в механизме дозатора линии упаковки сыпучего продукта. Анализируются преимущества использования сервоприводов с позиции основных характеристик упаковочного оборудования — производительности и точности дозирования. Приводятся возможные варианты организации системы управления.
|
ВВЕДЕНИЕ |
|
|
|
допустимая погрешность дози |
|||
|
Крупнейший мировой произ |
|
|
рования — менее 1%. |
||||
|
водитель хлебопекарных дрож |
|
|
Собственно дозатором в рас |
||||
|
жей и добавок, улучшающих ка |
|
|
сматриваемой |
линии является |
|||
|
чество |
хлеба, — французская |
|
|
вертикально |
расположенный |
||
|
компания Lesaffre в 1995 году |
|
|
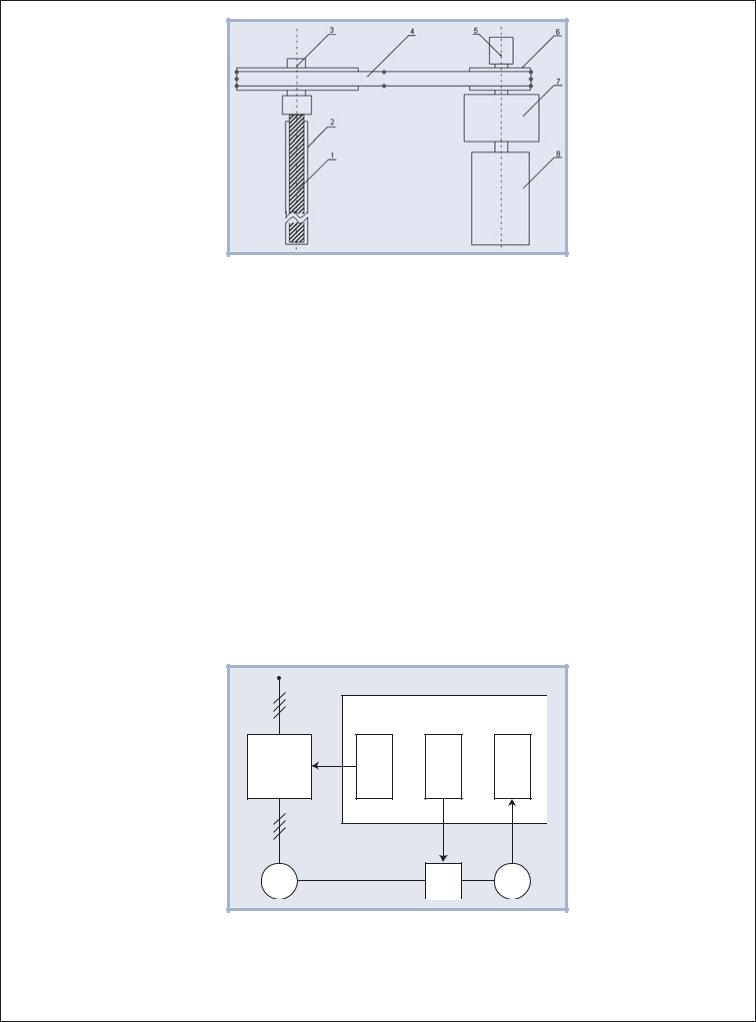
шнек. До модернизации (рис. 2) |
||||
|
открыла свое представительство |
|
|
шнек приводился в движение |
||||
|
в Санкт Петербурге, а в 1998 го |
|
|
асинхронным двигателем, сопря |
||||
|
ду был создан российский фи |
|
|
жение вала которого со шнеком |
||||
|
лиал |
— |
ООО «Саф Нева» |
|
|
производилось через передаточ |
||
|
(рис. 1). Сегодня компания ус |
|
|
ный механизм с электромагнит |
||||
|
пешно |
развивается и является |
|
|
ной муфтой. Вал двигателя вра |
|||
|
одной |
из |
самых |
известных |
|
|
щался постоянно с заданной ско |
|
|
французских фирм, |
представ |
|
|
ростью, а шнек механически вхо |
|||
|
ленных на рынке России. Важ |
|
|
дил в сцепление один раз за цикл |
||||
|
ной составляющей успеха ком |
|
|
при включении электромагнит |
||||
|
пании является наличие произ Рис. 1. Продукция ООО «Саф Нева» — хлебопекарные дрожжи |
ной муфты. Производительность |
||||||
|
водственного оборудования, от |
|
|
линии в такой схеме определяет |
||||
|
вечающего |
высоким |
требованиям к |
ные характеристики линии в целом — |
ся скоростью вращения шнека, а доза |
|||
|
производительности и качеству вы |
производительность и точность дози |
— продолжительностью сопряжения |
|||||
|
пускаемой продукции. Существенная |
рования. Различия в конструктивном |
шнека с постоянно вращающейся час |
|||||
|
доля производственных мощностей |
исполнении дозаторов, их механичес |
тью передаточного механизма. |
|||||
|
занята |
в технологических процессах |
ких и динамических свойствах, а так |
Система управления линией постро |
||||
|
по упаковке хлебопекарных дрожжей. |
же в организации системы управления |
ена на базе программируемого логи |
|||||
|
Стремление адекватно реагировать на |
отличают одни линии от других. В |
ческого контроллера (ПЛК) CQM1H |
|||||
|
растущие потребности российского |
данном случае модернизации подле |
фирмы Omron, содержащего в своем |
|||||
|
рынка вызывает необходимость в об |
жит высокопроизводительная линия, |
составе встраиваемую плату ввода вы |
|||||
|
новлении и модернизации оборудова |
осуществляющая упаковку заданной |
вода импульсных сигналов (CQM1H |
|||||
|
ния технологических линий и комп |
дозы (веса) мелкогранулированного |
PLB21), встраиваемую плату последо |
|||||
|
лексов. |
|
|
|
сыпучего продукта в пакеты из плен |
вательного канала связи (CQM1H |
||
|
|
|
|
|
ки. Вес одного пакета готовой продук |
SCB41) и необходимый набор модулей |
||
|
ЗАДАЧА МОДЕРНИЗАЦИИ |
ции задаётся оператором в соответ |
ввода вывода дискретных сигналов |
|||||
|
УПАКОВОЧНОГО |
|
ствии с установленными нормами и, |
(рис. 3). Управление скоростью вра |
||||
|
ОБОРУДОВАНИЯ |
|
как правило, составляет 50 или 100 |
щения вала асинхронного двигателя |
||||
|
Основным функциональным узлом |
грамм. Время выполнения полного |
осуществлялось от |
преобразователя |
||||
|
любой линии упаковки сыпучих про |
технологического цикла линии при |
частоты, по команде контроллера, че |
|||||
32 |
дуктов является дозатор. Именно его |
средней заданной производительнос |
рез |
последовательный канал связи |
||||
работой определяются главные выход |
ти — менее 1 секунды. Максимальная |
(CQM1H SCB41). Команда на вклю |
||||||
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
СТА 1/2004 |
|
© 2004, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru
|
|
|
|
|
|
|
|
Р А З Р А Б О Т К И / П И Щ Е В А Я П Р О М Ы Ш Л Е Н Н О С Т Ь |
|
|||||
чение |
электромагнитной |
|
|
|
|
обслуживание линии. Кроме |
|
|||||||
муфты поступала от модуля |
|
|
|
|
того, такая линия требует по |
|
||||||||
вывода дискретных сигналов |
|
|
|
|
вышенного внимания со сто |
|
||||||||
CQM1 OD212. Для коммута |
|
|
|
|
роны обслуживающего пер |
|
||||||||
ции внешних устройств, ток |
|
|
|
|
сонала за контролем веса вы |
|
||||||||
которых превышает токи мо |
|
|
|
|
ходной продукции. |
|
|
|||||||
дулей ввода вывода ПЛК, |
|
|
|
|
|
|
|
|
|
|||||
были |
применены |
реле |
|
|
|
|
ПОИСК ВОЗМОЖНОГО |
|
||||||
OMRON |
серии |
G2R |
и |
|
|
|
|
РЕШЕНИЯ |
|
|
|
|||
3GNA 410B DC5 24 (полу |
|
|
|
|
Линии, подобные рассмат |
|
||||||||
проводниковые реле). Цепи |
|
|
|
|
риваемой, нередко использу |
|
||||||||
управления |
получают |
пита |
|
|
|
|
ются |
без электромагнитной |
|
|||||
ние от импульсных источни |
|
|
|
|
муфты. В таких случаях на |
|
||||||||
ков OMRON S82K 05024. В |
|
|
|
|
асинхронный электропривод |
|
||||||||
контуре положения исполь |
|
|
|
|
возлагается как задача управ |
|
||||||||
зовался импульсный датчик с |
Условные обозначения: |
|
ления скоростью вращения шнека, так |
|
||||||||||
разрешением 100 импульсов |
1 — шнек; 2 — труба; 3 — зубчатый шкив D2; 4 — ремень; |
и его позиционирование, то есть |
|
|||||||||||
на оборот. Датчик положения |
5 — импульсный датчик угла поворота; 6 — зубчатый шкив D1; |
асинхронный электропривод работает |
|
|||||||||||
был установлен на валу пере |
7 — электромагнитная муфта; 8 — асинхронный двигатель. |
в циклическом режиме. На каждом |
|
|||||||||||
даточного устройства и осу |
Рис. 2. Дозатор |
|
цикле преобразователь частоты разго |
|
||||||||||
ществлял выдачу импульсов |
|
|
|
няет машину до заданной скорости, |
|
|||||||||
в контроллер посредством |
модуля |
работы дозатора, все они связаны с |
стабилизирует её, а затем по команде |
|
||||||||||
CQM1H PLB21. Для организации че |
наличием сложного электромехани |
контроллера переводит в режим тор |
|
|||||||||||
ловеко машинного интерфейса (ввода |
ческого узла, а именно передаточного |
можения. Выдача команды торможе |
|
|||||||||||
и отображения информации) исполь |
устройства и электромагнитной муф |
ния, как и в первом варианте, опреде |
|
|||||||||||
зуется программируемый символьный |
ты. Наличие люфтов и ограниченной |
ляется по датчику положения. Недос |
|
|||||||||||
терминал. |
|
|
|
|
|
жёсткости механических звеньев при |
татком этого варианта по сравнению с |
|
||||||
Алгоритм работы линии в данном |
водит к появлению погрешности до |
предыдущим следует считать тяжёлый |
|
|||||||||||
случае достаточно простой. В начале |
зирования. При эксплуатации по мере |
режим работы асинхронного двигате |
|
|||||||||||
каждого цикла упаковки включалась |
износа узлов погрешность возрастает, |
ля. Напомним, что продолжитель |
|
|||||||||||
электромагнитная муфта и вводила в |
причём отклонения веса от заданного |
ность каждого цикла при средней про |
|
|||||||||||
зацепление шнек дозатора с вращаю |
происходят как в меньшую, так и в |
изводительности не превышает одну |
|
|||||||||||
щейся частью передаточного устрой |
большую сторону. Такой вид погреш |
секунду. Ввиду короткого времени ра |
|
|||||||||||
ства. Угол поворота шнека отслежи |
ности является не учитываемым при |
боты |
на установившейся |
скорости |
|
|||||||||
вался импульсным датчиком угла по |
данной структуре управления, что на |
двигатель регулярно находится в пере |
|
|||||||||||
ворота. Импульсы датчика подсчиты |
практике ведёт к периодической заме |
ходных режимах пуска и торможения. |
|
|||||||||||
вались контроллером и при достиже |
не износившихся узлов на новые, в |
Это приводит не только к нагреву дви |
|
|||||||||||
нии ими заданного количества (в со |
первую очередь, к замене дорогостоя |
гателя, но и в значительной мере ос |
|
|||||||||||
ответствии |
с установленной |
дозой) |
щей электромагнитной |
муфты. Как |
ложняет настройку привода. Таким об |
|
||||||||
программируемый |
контроллер через |
следствие, увеличиваются затраты на |
разом, |
асинхронный |
электропривод |
|
||||||||
модуль |
вывода дискретных |
|
|
|
|
накладывает ограничение на |
|
|||||||
сигналов подавал команду на |
|
|
|
|
увеличение |
производитель |
|
|||||||
выключение муфты. Муфта |
|
|
|
ПЛК |
ности линии при сохранении |
|
||||||||
выводила шнек из механи |
|
|
|
заданных требований к точ |
|
|||||||||
|
|
|
|
|
||||||||||
ческого зацепления и пос |
|
|
|
|
ности дозирования. В такого |
|
||||||||
ледний |
останавливался, |
за |
|
|
|
|
рода |
задачах предпочтение |
|
|||||
вершая тем самым наполне |
1 |
2 |
3 |
4 |
отдают сервоприводам пере |
|
||||||||
ние одного пакета. Затем |
|
|
|
|
менного тока. |
|
|
|||||||
после выполнения техноло |
|
|
|
|
Применение сервоприво |
|
||||||||
гических операций по отде |
|
|
|
|
дов в станочной сфере — яв |
|
||||||||
лению и формированию сле |
|
|
|
|
ление не новое. В большин |
|
||||||||
дующего пакета цикл повто |
|
|
|
|
стве случаев благодаря их ис |
|
||||||||
рялся. Асинхронный двига |
|
|
|
|
пользованию достигаются на |
|
||||||||
тель при этом вращался в те |
5 |
|
6 |
7 |
илучшие характеристики сис |
|
||||||||
чение всего времени работы |
|
тем автоматизации и нередко |
|
|||||||||||
|
|
|
|
|
||||||||||
линии, не останавливаясь на |
|
|
|
|
их |
применение |
является |
|
||||||
каждом цикле. |
|
|
|
Условные обозначения: |
|
единственно приемлемым. Современ |
|
|||||||
При всей простоте и про |
1 — инвертор; 2 — плата CQM1H SCB41; 3 — модуль CQM1 OD212; |
ный сервопривод способен управлять |
|
|||||||||||
зрачности алгоритма работы |
4 — модуль CQM1H PLB21; 5 — асинхронный двигатель, |
скоростью, моментом и положением. |
|
|||||||||||
механизмов системы |
такое |
6 — электромагнитная муфта; 7 — датчик положения. |
Принцип его действия подразумевает |
|
||||||||||
решение обладает рядом не |
Рис. 3. Блочная структура системы управления дозатором |
возможность решения задач стабили |
33 |
|||||||||||
достатков. С точки зрения |
до модернизации |
|
зации и слежения. Эти характеристики |
|||||||||||
СТА 1/2004 |
|
|
|
|
|
|
|
|
|
|
|
www.cta.ru |
|
|
|
|
|
|
|
|
|
|
© 2004, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru |
||||||

Р А З Р А Б О Т К И / П И Щ Е В А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
позволяют применять сер воприводы в основном на тех объектах, где предъяв ляются высокие требова ния к динамике и точнос ти работы электромехани ческих систем. Дозатор рассматриваемой упако вочной линии относится именно к такому классу объектов.
Использование сервоп ривода в управлении доза тором кардинально меня ет подход к наличию и учёту погрешности дози рования. В отличие от предыдущих вариантов из системы исключается не только электромагнитная муфта, но и весь ранее ис пользовавшийся переда точный механизм. Теперь вал сервомашины жёстко сочленяется непосред ственно со шнеком доза тора. Такой конструктив
освобождает систему от наличия опи санных погрешностей. В данном слу чае шнек, вал сервомашины и датчик положения находятся на одной оси (рис. 4, 5).
Для организации системы управле ния не требуется дополнительного оборудования. Более того, на основе имеющихся модулей программируе мого контроллера возможны различ ные варианты решения. В первом из них (рис. 6) программируемый логи ческий контроллер подаёт сигналы уп равления на преобразователь серво привода через модуль вывода дискрет ных сигналов CQM1 OD212. В част ности, подаются три дискретных сиг нала, один на пуск сервопривода в ра боту (RUN), а два других — на перек лючение скорости с заданной (SPD2) на нулевую (SPD1). Импульсный дат чик угла поворота (вмонтирован в кор пус серводвигателя) подключается только к преобразователю сервопри вода.
Такой вариант решения является самым простым из всех возможных. По существу, дискретные сигналы, приходящие в прежнем решении от ПЛК на управление электромагнит ной муфтой (включение/выключе ние), теперь поступают на сервопри вод (устанавливают заданную и нуле вую скорость). Требуемая скорость
34 сервопривода в данном варианте уста
навливается непосредственно с лице вой панели преобразователя как один из его внутренних параметров (Internal speed setting). Таким образом сервопривод работает в режиме мно гоступенчатого (в частности, двухсту пенчатого) управления скоростью че рез дискретные входы управления. Как видно, изменился не только принцип задания требуемой скорос
Условные обозначения:
1 — шнек; 2 — труба; 3 — муфта соединительная; 4 — серводвигатель.
Рис. 5. Узел дозатора (после модернизации)
ти, но и сама процедура её установки по отношению к прежнему решению. Ранее эта операция производилась непосредственно с пульта управления и не требовала непосредственного доступа к электроприводу. Заметим, что требуемая скорость не относится к параметрам, требующим регулярно го или оперативного изменения. Эта процедура производится лишь при переналадке линии.
Можно отметить следующие пре имущества такого варианта.
1.Из состава оборудования линии ис ключается электромагнитная муфта
иременный передаточный меха низм.
Недостатки наличия этих узлов опи саны при анализе прежнего реше ния. Собственно основная задача модернизации линии заключалась в обеспечении стабильных показате лей точности и производительности работы.
2.Не требуется введения дополнитель ного оборудования в автоматизиро ванную систему управления линией. Этот фактор является весьма важным как при модернизации существую щих, так и при создании новых подоб ных линий. При модернизации — это сокращение дополнительных затрат на её проведение. При создании новых подобных линий – снижение затрат на оборудование (стоимость передаточ ного узла и электромагнитной муфты)
ипостроение системы управления (стоимость платы последовательного канала связи CQM1H SCB41). Более того, ввиду упрощения задач, возлага емых на ПЛК, последний может быть выбран с меньшими функциональны ми возможностями, а следовательно, и менее дорогостоящий.
3.Короткий срок выполнения работ по модернизации.
При таком варианте не требуется внесения серьёзных изменений в программу контроллера. Малый объ ём работ по модернизации способ ствует сокращению времени простоя линии.
4.Сокращение затрат на эксплуата
цию.
Перечисленные преимущества дела ют этот вариант наиболее привлека тельным по сравнению с другими ре шениями. В частности, модернизация по такой схеме была произведена для линии упаковки ТМЕ500P.
На модернизированной линии ис пользуется комплектный сервопривод
www.cta.ru |
СТА 1/2004 |
© 2004, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru

|
|
|
|
|
|
|
|
Р А З Р А Б О Т К И / П И Щ Е В А Я П Р О М Ы Ш Л Е Н Н О С Т Ь |
||||||
серии |
OMNUC |
W |
фирмы |
|
|
|
|
|
сервоприводах OMNUC W мож |
|||||
Omron мощностью 1000 Вт (мо |
|
|
|
ПЛК |
|
но внешним аналоговым сигна |
||||||||
дель R88D WT10HF) с серво |
|
|
|
|
лом ±10 В. Однако при этом в |
|||||||||
|
|
|
|
|
||||||||||
машиной R88M W85015F S2 |
|
|
|
2 |
|
систему |
управления |
линией |
||||||
(1500 |
об./мин). Cервомашина |
|
|
|
|
|
потребуется добавить |
модуль |
||||||
снабжена встроенным |
семнад |
|
|
|
|
|
вывода аналоговых сигналов. В |
|||||||
цатиразрядным инкрементным |
|
|
|
|
|
данном случае при применении |
||||||||
датчиком положения. |
|
|
1 |
|
|
|
ПЛК CQM1H можно использо |
|||||||
На рис. 7 представлены ос |
|
|
|
|
|
вать модуль CQM1 DA021 сов |
||||||||
циллограммы скорости: 1 — за |
|
|
|
|
|
местно с источником питания |
||||||||
данная скорость (Speed Com |
|
|
|
|
|
CQM1 IPS01. С технической |
||||||||
mand) и 2 — реальная скорость |
|
|
|
3 |
|
точки зрения, этот вариант яв |
||||||||
шнека, значение которой опре |
|
|
|
|
|
ляется достаточно гибким с по |
||||||||
деляется датчиком |
положения |
|
|
|
|
|
зиции формирования |
сигнала |
||||||
(Feedback Speed). Сигнал TGON |
|
|
|
|
|
задания скорости. |
|
|
|
|||||
меняет своё состояние, когда |
|
4 |
|
|
|
Рассмотренные |
варианты |
|||||||
скорость сервомашины превы |
|
|
|
|
сходны между собой. Отличие |
|||||||||
шает некоторое заранее запро |
|
|
|
|
|
заключается в способе задания |
||||||||
граммированное значение (Ro |
|
|
|
|
|
скорости: внешним аналого |
||||||||
tation speed for motor rotation |
|
|
|
|
|
вым сигналом или переключе |
||||||||
detection). В данном случае это |
|
5 |
|
|
|
нием ступеней скорости посред |
||||||||
му параметру было установлено |
|
|
|
|
ством внешнего |
дискретного |
||||||||
|
|
|
|
|
||||||||||
значение 1 оборот |
в |
минуту |
|
|
|
|
|
сигнала. |
|
|
|
|
||
(минимальное |
из возможных). Условные обозначения: |
|
|
|
ВЫВОДЫ |
|
|
|
||||||
Из представленных осцилло |
1 — сервопривод; 2 — модуль CQM1 OD212; 3 — модуль CQM1H |
|
|
|
||||||||||
грамм следует, что при таком |
PLB21; 4 — сервомашина; 5 — встроенный датчик положения. |
И РЕКОМЕНДАЦИИ |
|
|
||||||||||
варианте решения |
отсутствует |
Рис. 6. Блочная структура системы управления дозатором после |
Динамические характеристи |
|||||||||||
ошибка, вносимая сервоприво |
модернизации |
|
|
|
ки сервоприводов позволяют |
|||||||||
дом в погрешность дозирова |
|
|
|
|
|
удовлетворить высокие требо |
||||||||
ния. |
|
|
|
|
|
пуска линии в опытную эксплуатацию |
вания к производительности и точ |
|||||||
При |
проведении |
эксперимента |
внештатных ситуаций и сбоев в работе |
ности работы современных автомати |
||||||||||
производилась упаковка пакетов ве |
не наблюдалось, узел дозатора не под |
зированных линий для упаковки сы |
||||||||||||
сом 100 грамм (максимальная техно |
вергался какому либо техническому |
пучих продуктов. Установка сервома |
||||||||||||
логическая доза). Видно, что при та |
обслуживанию или ремонту (не было |
шины непосредственно на вал испол |
||||||||||||
ком весе при скорости привода |
необходимости), в то время как до мо |
нительного механизма дозатора выс |
||||||||||||
1000 оборотов в минуту собственно |
дернизации линия требовала ежене |
вобождает из состава линии оборудо |
||||||||||||
процесс дозирования протекает менее |
дельного обслуживания. |
|
вание с низким жизненным ресурсом |
|||||||||||
0,6 секунды (рис. 7, кривая 3). Значе |
Возможны и другие решения по |
(электромагнитные муфты, |
переда |
|||||||||||
ния параметров переходных процес |
применению сервоприводов при мо |
точные устройства, редукторы), вно |
||||||||||||
сов по скорости позволяют сделать |
дернизации |
подобных |
линий. Так, |
сящее в конечном итоге погрешность |
||||||||||
вывод о существенном запасе произ |
например, |
управлять |
скоростью в |
в процесс дозирования. В современ |
||||||||||
водительности (выбранный сер |
|
|
|
|
|
ных машинах для упаковки про |
||||||||
вопривод способен работать на |
|
|
|
|
|
дуктов сервоприводы использу |
||||||||
скоростях до 3000 оборотов в |
|
|
|
|
|
ются не только в механизмах до |
||||||||
минуту). Во время дальнейшей |
|
|
|
|
|
заторов, но и в электромехани |
||||||||
эксплуатации |
линии |
привод |
|
|
|
|
|
ческих системах подачи упако |
||||||
продемонстрировал |
высокое |
|
|
|
|
|
вочного материала. Это способ |
|||||||
качество работы при различных |
|
|
|
|
|
ствует более существенному рос |
||||||||
заданных дозах и |
требуемой |
|
|
|
|
|
ту производительности техноло |
|||||||
производительности. |
|
|
|
|
|
|
гических |
линий, |
гибкости |
в |
||||
До модернизации линия была |
|
|
|
|
|
настройке при переходе к дру |
||||||||
способна паковать |
с |
заданной |
|
|
|
|
|
гим видам сырья и упаковочных |
||||||
погрешностью не более 50 паке |
|
|
|
|
|
материалов. |
|
|
|
|||||
тов в минуту, независимо от их |
|
|
|
|
|
Подводя итоги, можно сказать, |
||||||||
веса (50 или 100 г). |
|
|
|
|
|
|
|
что оборудование для пищевой |
||||||
На данный момент произво |
|
|
|
|
|
промышленности – одна из са |
||||||||
дится |
упаковка пакетов весом |
|
|
|
|
|
мых перспективных сфер приме |
|||||||
100 г по 55 штук в минуту, а па |
|
|
|
|
|
нения сервоприводов. ● |
|
|
||||||
кетов весом 50 г — 60 штук в ми |
Условные обозначения: |
|
|
|
|
|
|
|
|
|||||
нуту, что соответствует увеличе |
1 — заданная скорость (Speed Сommand); 2 — реальная скорость |
Автор — сотрудник |
|
|
||||||||||
нию плановой производитель |
(Feedback Speed); 3 — сигнал TGON. |
|
|
ООО «НПФ Ракурс» |
|
35 |
||||||||
ности на 5 и 10%. С момента |
Рис. 7. Осциллограммы скорости |
|
|
Телефон: (812) 252 3244 |
||||||||||
СТА 1/2004 |
www.cta.ru |
© 2004, CTA Тел.: (095) 234 0635 Факс: (095) 232 1653 http://www.cta.ru