

330 / ЗаданКурсЖурналПолныйМПУСУ / 1СУвращПечи
.pdfCИСТЕМНАЯ ИНТЕГРАЦИЯ
ТЯЖЕЛАЯ ПРОМЫШЛЕННОСТЬ
Автоматизированная система контроля и регулирования
вращающихся печей
Олег Шатилов, Анатолий Челпанов, Сергей Чуйков
В статье рассматривается проблема оптимального управления процессом обжига сырьевого материала во вращающихся печах и пути её решения с помощью регулятора теплового режима РТР на примере автоматизированной системы, внедренной в ОАО «Комбинат Магнезит» (г. Сатка Челябинской области).
|
ВВЕДЕНИЕ |
|
систем является разработка управляю |
мента установки их на комбинате, а |
|
ОАО «Комбинат Магнезит» — круп |
щих алгоритмов, адекватных по слож |
именно с 30 х годов XX века. |
|
|
нейший в стране производитель огне |
ности управляемым процессам. Нема |
Проблема в разное время решалась |
|
|
упорной продукции — недавно отме |
ловажным является также выбор инст |
по своему, но в целом методика реше |
|
|
тил свой столетний юбилей. Несмотря |
румента, с помощью которого эти ал |
ния оставалась прежней: человек на |
|
|
на солидный возраст, предприятие ди |
горитмы можно было бы реализовать |
блюдал ход технологического процесса |
|
|
намично развивается и большое вни |
на реальном объекте. |
и выдавал задание на выработку управ |
|
|
мание уделяет внедрению современ |
Данная статья посвящена опыту раз |
ляющих воздействий либо «вручную», |
|
|
ных наукоёмких разработок как в уп |
работки и внедрения управляющей си |
либо (в последние десятилетия) по |
|
|
равленческой сфере (на предприятии |
стемы, давшей существенный эконо |
средством каких то контуров регули |
|
|
внедряется |
корпоративная система |
мический эффект. |
рования и управления. Необходимость |
|
R/3), так и в сфере управления техно |
|
полной автоматизации процесса ни у |
|
|
логическими процессами. Начиная с |
ПОСТАНОВКА ЗАДАЧИ |
кого сомнений не вызывала, хотя в воз |
|
|
1993 года, с участием НТЦ «Лидер» |
Задача контроля и регулирования |
можность практического достижения |
|
|
(г. Озерск) было внедрено более десяти |
процесса обжига материала во враща |
поставленной цели мало кто верил. |
|
|
автоматизированных систем в не |
ющихся печах (рис. 1) решалась с мо |
|
|
|
скольких цехах и на различных техно |
|
|
|
|
|
|
||
|
логических |
объектах: вращающихся |
|
|
|
печах, печах термической обработки, |
|
|
|
|
линиях дозирования компонентов |
|
|
|
|
шихты, испытательном стенде, — а |
|
|
|
|
также реализованы системы контроля |
|
|
|
|
подачи порошков, контроля и учета ра |
|
|
|
|
боты прессов, контроля работы трубо |
|
|
|
|
мельниц, контроля и управления деаэ |
|
|
|
|
раторами, паровыми и водогрейными |
|
|
|
|
котлами. |
|
|
|
|
Как на большинстве предприятий, |
|
|
|
|
вначале внедрялись информационные |
|
|
|
|
системы диспетчеризации и контроля |
|
|
|
|
хода технологических процессов. Од |
|
|
|
|
нако целью автоматизации, безуслов |
|
|
|
|
но, является повышение качества веде |
|
|
|
|
ния технологического процесса, а в |
|
|
|
|
идеале и его оптимизация. Именно уп |
|
|
|
|
равляющие системы способны дать ре |
|
|
|
|
альный экономический эффект, стаби |
|
|
|
20 |
лизировать качество продукции. Наи |
Рис. 1. Комплекс вращающихся печей цеха магнезиальных порошков ЦМП!3 ОАО «Комбинат |
||
более трудоёмкой в реализации таких |
Магнезит» |
|
||
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |
СТА 3/2002 |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
В начале 90 х годов предпринима |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
лись попытки автоматизации регули |
|
|
|
|
|
|
|
|
рования процесса обжига, в частности, |
|
|
|
|
|
|
|
|
на печах 7 8 ЦМП 3 (ЦМП — цех маг |
|
|
|
|
|
|
|
|
незиальных порошков) с помощью си |
|
|
|
|
|
|
|
|
стемы САРА. Успех данной системы |
|
|
|
|
|
|
|
|
также был весьма ограниченным: ка |
|
|
|
|
|
|
|
|
кое то время процесс шел в пределах |
|
|
|
|
|
|
|
|
установленных границ режима обжига, |
|
|
|
|
|
|
|
|
а потом печь «глохла», так как процесс |
|
|
|
|
|
|
|
|
выходил за допустимые границы и тре |
|
|
|
|
|
|
|
|
бовалось вмешательство обжигальщи |
|
|
|
|
|
|
|
|
ка. |
|
|
|
|
|
|
|
|
Новый этап развития систем управ |
|
|
|
|
|
|
|
|
ления режимом обжига начался в мае |
|
|
|
|
|
|
|
|
1993 года после установки системы |
|
|
|
|
|
|
|
|
МАИС. Система контроля и управле |
|
|
|
|
|
|
|
|
ния вращающейся печью прошла в |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
своем развитии четыре этапа: |
Рис. 2. Схема технологического процесса во вращающейся печи |
|
|
|
|
|
||
● установка IBM РС совместимого |
|
|
|
|
|
|
|
|
контроллера на вращающейся печи 7 |
исходного сырья и значительным вли |
личества каустического магнезита, по |
|
|||||
ЦМП 3 для демонстрации возмож |
янием газодинамических характерис |
даваемого в печь, и количества порош |
|
|||||
ности управления печью через ком |
тик печи. Процесс обжига сырого маг |
ка на выходе из печи составляет при |
|
|||||
пьютер (февраль 1993 года); |
незита сопровождается нагревом маг |
близительно 1,3 1,5, а при обжиге сы |
|
|||||
● переход к управлению комплексом |
незита, испарением влаги, содержа |
рого магнезита аналогичное соотноше |
|
|||||
печей 7 8 ЦМП 3 с применением |
щейся в сыром магнезите, плавлением |
ние равно 2,2 2,6. |
|
|
|
|
|
|
методов распределенной сетевой об |
легкоплавких примесей и т.д. |
|
|
|
|
|
|
|
работки данных, исполнители НТЦ |
В ходе обжига сырого магнезита про |
УПРАВЛЕНИЕ ПРОЦЕССОМ |
|
|||||
«Лидер» (г. Озерск) и ОАО «Комби |
исходит уменьшение толщины слоя, |
ОБЖИГА |
|
|
|
|
|
|
нат Магнезит» (г. Сатка), проект |
снижение объёма материала, причем |
Процесс обжига |
во |
вращающейся |
|
|||
ПКИ УРМА (г. Екатеринбург, ноябрь |
степень изменения объёма материала |
печи, работающей на смеси, может уп |
|
|||||
1995 года); |
зависит от большого числа факторов, |
равляться по пяти каналам: |
|
|
|
|||
● установка системы контроля и уп |
наиболее значимыми из которых явля |
● регулирование загрузки сырого маг |
|
|||||
равления печами 4 6 ЦМП 3 и пер |
ются химический и фракционный со |
незита; |
|
|
|
|
|
|
вой версии регулятора теплового ре |
став поступающего сырья, распределе |
● регулирование загрузки каустическо |
|
|||||
жима (октябрь 1996 года); |
ние температур по длине печи, или тем |
го магнезита; |
|
|
|
|
|
|
● замена контроллеров системы кон |
пературный профиль печи (положение |
● регулирование |
расхода |
топлива |
|
|||
троля и управления печей 4 6 ЦМП 3 |
и протяженность зон подогрева, каусти |
(природного газа); |
|
|
|
|
||
на контроллеры MicroPC (январь |
зации, обжига), условия течения потока |
● регулирование разрежения в пыле |
|
|||||
2001 года). |
газов в пространстве печи. Различие сте |
вой камере; |
|
|
|
|
|
|
После первых дней эксплуатации си |
пени изменения объёма материала при |
● регулирование скорости |
вращения |
|
||||
стемы стало очевидным, что эффек |
водит к изменениям условий течения |
печи. |
|
|
|
|
|
|
тивность внедрения будет зависеть от |
потока газов и, как следствие, газодина |
В литературе описываются и практи |
|
|||||
того, удастся ли решить важнейшие за |
мических характеристик печи в целом. |
чески |
применяются |
всевозможные |
|
|||
дачи оптимизации хода технологичес |
Нестабильность газодинамических |
способы управления печью, основан |
|
|||||
кого процесса обжига на уровне, недо |
характеристик печи вызывает отклоне |
ные на отдельном или комбинирован |
|
|||||
стижимом для человека оператора, и |
ния в режиме горения топлива, вслед |
ном с другими использовании пере |
|
|||||
минимизации влияния человеческого |
ствие чего изменяется положение фа |
численных каналов регулирования. |
|
|||||
фактора на результаты производствен |
кела, влияющее на положение зоны |
Практики, профессионально зани |
|
|||||
ного процесса в целом. |
обжига. Температура в этой зоне и её |
мающиеся управлением процессом об |
|
|||||
|
положение в значительной степени оп |
жига, в течение длительного периода |
|
|||||
КРАТКОЕ ОПИСАНИЕ |
ределяют производительность печи и |
времени применяли и применяют в на |
|
|||||
ПРОЦЕССА ОБЖИГА |
качество порошка на выходе. |
стоящее время управление процессом |
|
|||||
Процесс обжига сырого магнезита во |
Процесс обжига во вращающихся |
обжига |
посредством |
использования |
|
|||
вращающейся печи является чрезвы |
печах, работающих на смеси каустиче |
всех пяти каналов регулирования. |
|
|||||
чайно сложным, с точки зрения воз |
ского и сырого магнезита, является бо |
|
|
|
|
|
|
|
можности автоматизации (рис. 2). Ес |
лее сложным: кроме обжига сырья, |
Традиционное управление |
|
|||||
ли рассматривать процесс обжига, не |
происходит спекание каустического |
ходом технологического |
|
|||||
вникая в детали, то он представляет со |
магнезита, часть подаваемого каусти |
процесса |
|
|
|
|
|
|
бой процесс термического разложения |
ческого магнезита уносится потоком |
Традиционно управление процессом |
|
|||||
сырого магнезита, усложненный нали |
отходящих газов за пределы рабочей |
обжига в нормальном режиме происхо |
21 |
|||||
чием разного рода примесей в составе |
зоны печи; при этом соотношение ко |
дит следующим образом: |
|
|
||||
|
|
|
|
|
|
|
|
|
СТА 3/2002 |
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
|
● загрузка сырого магнезита устанав |
навара; обрыв больших участков на |
|
ливается в пределах 7 10 т/ч, чтобы |
вара является причиной остановки |
|
пыль по длине печи перемещалась |
технологического процесса из за |
|
более равномерно и не скапливалась |
резкого повышения температуры на |
|
в пересыпном колодце; |
выходе из холодильника и угрозы |
|
● загрузка каустического магнезита ре |
возгорания транспортерных лент; |
|
гулируется для управления темпера |
кроме того, большие куски навара с |
|
турой в пылевой камере; |
температурой свыше 1000 градусов |
|
● разрежение в пылевой камере регу |
могут плотно закупорить пересып |
|
лируется в небольших пределах для |
ной колодец и привести к длительно |
|
стабилизации положения зоны об |
му выходу печи из строя. |
|
жига; |
● Уменьшается средняя загрузка печи: |
|
● подача газа изменяется с целью об |
как правило, оптимально организо |
|
легчения управления изменением |
ванный непрерывный технологичес |
|
температуры и положением зоны об |
кий процесс выгоднее периодичес |
|
жига: если температура начинает бы |
кого, каковым является обжиг с по |
|
стро изменяться, изменения темпе |
становкой печи на подогрев. |
|
ратуры парируются регулированием |
● Увеличивается удельный расход топ |
|
подачи газа; изменение подачи газа |
лива: уменьшение средней загрузки |
|
является дополнительным каналом |
и разогрев футеровки приводят к |
|
управления положением факела, а |
увеличению удельного расхода топ |
|
значит, и зоны обжига; |
лива на единицу продукции. |
|
● скорость вращения печи регулирует |
● Качество готовой продукции стано |
|
ся в зависимости от хода технологи |
вится непостоянным: изменяется |
|
ческого процесса, при падении тем |
температурный режим печи, переме |
|
пературы скорость вращения печи |
щается зона обжига, изменяется тол |
|
уменьшается, соответственно умень |
щина слоя материала, процесс обжи |
|
шается загрузка сырого и каустичес |
га протекает неравномерно. |
|
кого магнезита. |
● Изменяется газодинамический ре |
|
Данный способ управления время от |
жим печи: нарушается оптимальное |
|
времени приводит к перегрузке печи, в |
соотношение топливо/воздух, изме |
|
результате чего температура в зоне об |
няется скорость перемещения газов |
|
жига падает, зона обжига смещается в |
в пространстве печи, изменяются ве |
|
сторону выхода из печи (горячей го |
личины разрежений по длине печи |
|
ловки печи), качество материала пада |
вследствие изменения толщины слоя |
|
ет, резко растет температура на выходе |
материала. |
|
из холодильника, существует вероят |
● Увеличивается пылевынос: умень |
|
ность выхода брака и загорания транс |
шение температуры в зоне обжига |
|
портерных лент. Для возвращения про |
приводит к увеличению длины зоны |
|
цесса в нормальный режим печь ста |
каустизации, увеличение толщины |
|
вится «на скорость»: загрузка снижает |
слоя материала вызывает увеличение |
|
ся на 30 50%, скорость вращения печи |
скорости движения газов в простран |
|
уменьшается, а иногда, когда этих мер |
стве печи. |
|
недостаточно, увеличиваются подача |
Существует тезис о самостабилиза |
|
газа и разрежение в пылевой камере с |
ции хода технологического процесса |
|
целью смещения зоны обжига в сторо |
обжига в силу действия комплекса об |
|
ну загрузочного конца печи при помо |
ратных связей: перегрузка печи ведет к |
|
щи «вытягивания» факела. |
увеличению толщины слоя материала |
|
Постановка печи «на скорость» при |
и, как следствие, к росту перепада раз |
|
водит к ряду негативных последствий. |
режений по длине печи и удлинению |
|
● Увеличивается тепловая нагрузка на |
зоны каустизации из за смещения зо |
|
футеровку: уменьшение загрузки и |
ны обжига в сторону горячей головки |
|
уменьшение скорости вращения пе |
печи; это влечёт за собой значитель |
|
чи, сопровождаемое при необходи |
ный рост пылевыноса, при котором |
|
мости увеличением подачи газа, ве |
уносится существенное количество ма |
|
дет к быстрому разогреву футеровки, |
териала, толщина слоя уменьшается и |
|
то есть к тепловому удару. |
процесс обжига нормализуется. Одна |
|
● Возрастает вероятность обрыва нава |
ко цена такой «самостабилизации» — |
|
ра и возникновения аварийных ситу |
перерасход сырья, топлива, рост пыле |
|
аций: тепловые удары приводят к по |
выноса, ухудшение качества продук |
22 |
явлению местных температурных пе |
ции, а также риск пропуска необож |
ренапряжений, что вызывает обрыв |
женного материала, что является пред |
|
|
|
|
посылкой к аварии (загоранию транс портерных лент и полной остановке производства).
Автоматизированное управление ходом технологического процесса
Автоматизированное управление хо дом технологического процесса основ ной своей целью имеет стабилизацию с высокой точностью температурного режима вращающейся печи с внесени ем минимальных возмущений в ход процесса, а также управление плавным изменением параметров режима при необходимости оптимальной настрой ки хода технологического процесса.
Таким образом, автоматизированное управление ходом технологического процесса реализуется как адаптивное управление загрузкой сырого магнези та, расходом природного газа и разре жением в зависимости от изменения температур в пылевой камере, в газохо де, в пересыпном колодце и от статис тических данных о загрузке и темпера туре в газоходе.
Адаптивность управления реализует ся через изменение коэффициентов передачи регулятора и через использо вание в качестве настроечных коэффи циентов не постоянных величин, а оп ределенным образом обработанных значений самих контролируемых вели чин; таким образом, регулятор тепло вого режима вращающейся печи пред ставляет собой многоконтурную мно госвязную адаптивную систему с эле ментами прогнозирования.
В результате выполнения проекта по разработке регулятора теплового режи ма (РТР) был сделан вывод о том, что в значительной мере неудачи предшест венников объясняются стремлением автоматизировать труд обжигальщика, а не управление технологическим про цессом обжига. В результате автомати ка не могла выполнить работу обжи гальщика лучше, чем сам обжигаль щик. Это и было основной причиной, почему такие системы не приживались на производстве.
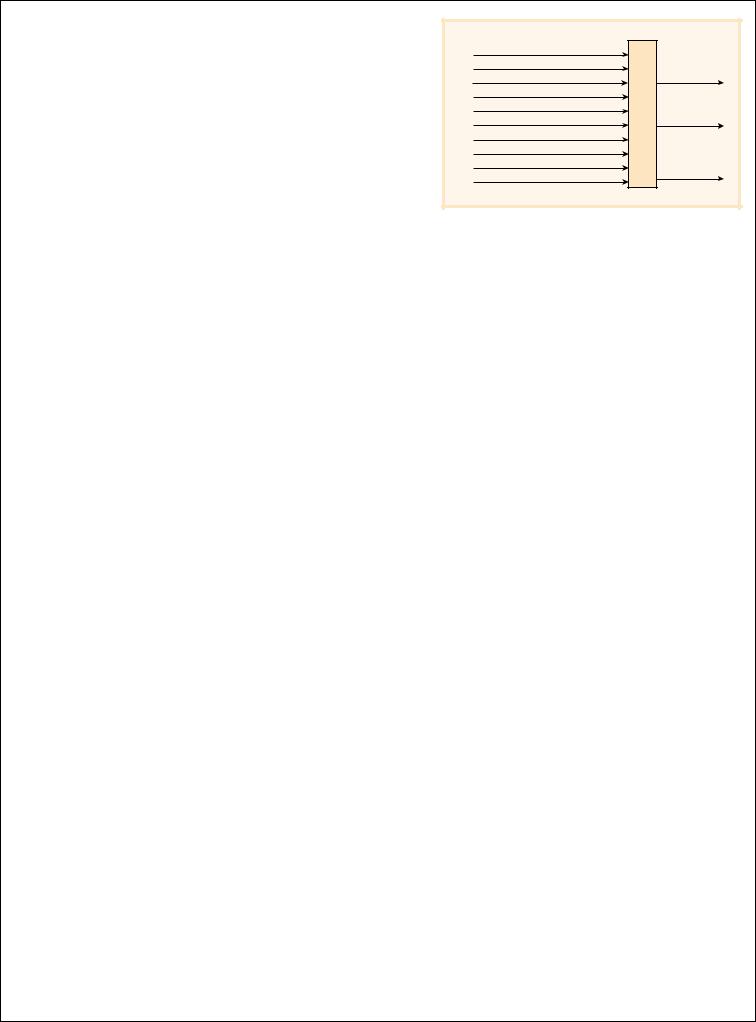
Алгоритм регулирования заключает ся в выработке параметров загрузки пе чи, расхода природного газа и разреже ния, требуемых для оптимизации хода технологического процесса обжига, с учетом значений следующих наблюда емых и вычисляемых параметров тех нологического процесса:
●средней величины загрузки за по следний час;
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |
СТА 3/2002 |
|
|
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь |
||||
● средней величины загрузки за по |
● текущая |
температура |
|
|
|
|
следние пять минут; |
отходящих газов в газо |
|
Величина загрузки сырья |
|
Задание |
|
● скорости изменения температуры в |
ходе; |
|
|
|
||
|
|
Расход газа |
|
|||
пылевой камере; |
● текущая |
температура |
|
|
расхода |
|
|
Температура газа |
|
газа |
|||
● средней скорости изменения темпе |
отходящих газов в пы |
Температура в пересыпном колодце |
|
Задание |
||
ратуры в пылевой камере за послед |
левой камере; |
Температура в пылевой камере |
|
|||
PTP |
загрузки |
|||||
ние пять минут; |
● текущая величина за |
|
Температура в газоходе |
сырья |
||
|
|
|||||
● ускорения изменения температуры в |
грузки сырого магнези |
Температура в холодильнике |
|
Задание |
||
|
Давление газа |
|
||||
пылевой камере; |
та; |
|
|
|
разрeжения |
|
|
Разрежение в пылевой камере |
|
||||
● скорости изменения температуры в |
● скорость |
изменения |
|
в пылевой |
||
Разрежение в пересыпном колодце |
|
камере |
||||
газоходе; |
температуры в пылевой |
|
|
|||
|
|
|
|
|||
● ускорения изменения температуры в |
камере за пять секунд; |
|
|
|
|
|
газоходе; |
● ускорение |
изменения Рис. 3. Регулятор теплового режима |
|
|
||
● разности средней температуры в пы |
температуры в пылевой |
|
|
|
|
|
левой камере и заданной температу |
камере за пять секунд; |
|
● разность текущей и заданной темпе |
|||
ры; |
● значение прогнозируемой темпера |
ратур отходящих газов в пылевой ка |
||||
● разности прогнозируемой и текущей |
туры в пылевой камере; |
|
мере; |
|
|
|
температур в пылевой камере; |
● заданная величина загрузки сырого |
● температура термопары в пересып |
||||
● разности прогнозируемой и задан |
магнезита; |
|
|
ном колодце; |
|
|
ной температур в пылевой камере. |
● средняя скорость изменения темпе |
● температура материала на выходе из |
||||
|
ратуры в пылевой камере; |
|
холодильника; |
|
|
|
ОСНОВНЫЕ ПРИНЦИПЫ |
● заданная скорость изменения темпе |
● средняя величина загрузки сырого |
||||
ПОСТРОЕНИЯ РЕГУЛЯТОРА |
ратуры в пылевой камере; |
|
магнезита за пять минут; |
|||
ТЕПЛОВОГО РЕЖИМА |
● скорость изменения температуры в |
● средняя температура в пылевой ка |
||||
Главным в работе регулятора теплово |
газоходе за пять секунд; |
|
мере за три часа; |
|
|
|
го режима (рис. 3) является принцип |
● значение прогнозируемой темпера |
● средняя температура в пересыпном |
||||
внесения минимальных возмущений в |
туры в газоходе; |
|
колодце за шесть часов; |
|||
ход технологического процесса. Регуля |
● разность температур в газоходе и в |
● средняя величина загрузки сырого |
||||
тор постоянно рассчитывает значение |
пылевой камере. |
|
магнезита за час; |
|
|
|
загрузки в текущий момент, необходи |
На статику печи оказывают влияние |
● заданная температура в пересыпном |
||||
мое для оптимального управления тех |
следующие параметры: |
|
колодце; |
|
|
|
нологическим процессом. Под опти |
|
|
|
|
|
|
мальным управлением понимается из |
|
|
|
|
|
|
менение загрузки сырого магнезита на |
|
|
|
|
|
|
столько, насколько это необходимо для |
|
|
|
|
|
|
удержания хода технологического про |
|
|
|
|
|
|
цесса в заданных границах, без пере |
|
|
|
|
|
|
грузки или недогрузки печи. Необходи |
|
|
|
|
|
|
мое воздействие на печь достигается пу |
|
|
|
|
|
|
тем управления загрузкой таким обра |
|
|
|
|
|
|
зом, что среднее значение загрузки, в |
|
|
|
|
|
|
конечном итоге определяющее ход тех |
|
|
|
|
|
|
нологического процесса, остается вели |
|
|
|
|
|
|
чиной практически постоянной в про |
|
|
|
|
|
|
межутке времени, сравнимом с общим |
|
|
|
|
|
|
временем движения материала в печи. |
|
|
|
|
|
|
Классификация параметров регулирования
Все параметры регулятора теплового режима (РТР) — и расчётные, и изме ряемые — делятся на три основные группы:
●параметры, определяющие динами ку печи, изменение и регулирование режима;
●параметры, определяющие статику печи, стабилизацию режима;
●параметры, определяющие характе
ристики системы печь регулятор. |
|
На динамику печи влияют следую |
23 |
щие параметры: |
СТА 3/2002 |
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
●заданная температура в пылевой ка мере.
Характеристику системы печь регу лятор определяют, в числе прочих, сле дующие параметры:
●значение температуры в пылевой ка мере, полученное в предыдущем цикле измерения;
●значение коэффициента существен ных изменений (КСИ);
●положение исполнительного меха низма при загрузке сырого магнезита;
●ограничение минимума задания тем пературы в пылевой камере;
●средняя разность заданной и текущей величин загрузки сырого магнезита;
●положение ключа включения огра ничения задания температуры в пе ресыпном колодце;
●коэффициент передачи регулятора теплового режима;
●среднее значение коэффициента адаптации (КА);
●коэффициент передачи дозатора (код/загрузка);
●положение ключа включения регуля тора загрузки;
●величина тока контроля работы ти ристорного блока управления загруз кой;
●код, определяющий величину тока, выдаваемого на тиристорный блок управления загрузкой;
●задание поддерживаемой регулято ром величины загрузки;
●задание положения исполнительно го механизма.
Логика работы регулятора
Вообще логика работы регулятора может быть достаточно проста, если рассматривать печь как трубу, в кото рую засыпается сырой магнезит, высы пается порошок, увеличение загрузки приводит к уменьшению температуры
инаоборот.
Практически же печь является слож
ной физико химической, термо и га зодинамической системой; логика ра боты регулятора примерно соответст вует сложности системы, поэтому «совсем просто» регулятор описать не возможно. Для понимания логики ра боты регулятора требуется знание того, как происходит управление вращаю щейся печью.
Основным требованием к регулято ру, как уже было отмечено, является требование управлять процессом с внесением минимальных возмущений в его ход, поэтому при отстроенном
24 регуляторе, удовлетворяющем этому
требованию, печь «идет ровно», берет такую загрузку, какую вообще способ на взять, производительность печи остается постоянно высокой, как и качество материала на выходе. По на блюдениям регулятору требуется при мерно 2 3 суток, чтобы довести печь до состояния, когда она дает макси мально возможную производитель ность при заданном качестве матери ала на выходе и практически неиз менном расходе газа. Из этого состоя ния любой «толчок» (резкое отклоне ние параметров) выводит печь при мерно на 3 6 часов; таким образом, если печь «дергать» (пускать/останав ливать, греть/загружать), оптималь ных параметров хода технологическо го процесса она вообще никогда не достигнет.
Понятно, что требование полного отсутствия «толчков» по причинам раз ного характера является практически невыполнимым; поэтому регулятор теплового режима сделан многорежим ным и самонастраивающимся.
Самонастройка регулятора основана на статистической обработке парамет ров технологического процесса и опре делении таких значений, при которых печь будет гарантированно работать, хотя и не в оптимальном режиме.
Дальнейшее уточнение значений па раметров (точная настройка техноло гического процесса) происходит в про цессе регулирования, при этом опреде ляется градиент изменений и вычисля ется оптимальное направление изме нения параметров технологического процесса.
Внешние возмущения, влияющие на ход технологического процесса, имеют большую или меньшую значимость в зависимости от близости параметров технологического процесса к экстре мальным значениям, то есть к таким, когда технологический процесс проте кает наиболее эффективно.
При разработке регулятора принято, что изменение параметров извне (вручную) невозможно, чтобы исклю чить случаи непреднамеренного выво да технологического процесса обжига печи за пределы допустимых значе ний.
СТРУКТУРА СИСТЕМЫ
Система контроля и управления вра щающейся печью (на примере печей 4 6 ЦМП 3) состоит из четырех функ ционально самостоятельных частей (рис. 4), соединенных с диспетчерской цеха и между собой через технологиче скую информационную сеть (ТИС) с протоколом IPX/SPX:
●резервированный контроллер, рас положенный в щите КИП печей 4 6;
●вычислительная платформа с функ ционирующим на ней регулятором теплового режима;
●автоматизированные рабочие места (АРМ) обжигальщика (рис. 5);
●серверы МАИС, Novell NetWare, Windows NT, расположенные в зда нии цеха КИПиА.
Резервированный контроллер вы
полняет функции, связанные со сбо ром и первичной обработкой техноло гической информации, а также управ ляющие функции:
Операторская |
|
Диспетчерская цеха |
|
|
|
Диспетчер цеха |
Начальник цеха |
АРМ 1 |
АРМ 2 |
Вычислительная |
|
|
|
платформа РТР |
|
|
|
|
Ethernet |
|
|
Цех КИПиА |
|
Ethernet |
|
ТИС |
|
|
|
От датчиков давления, |
|
На |
|
термоэлектрических |
|
|
преобразователей и |
|
|
исполнительные |
|
термопреобразователей |
|
механизмы |
|
сопротивлений |
|
Серверы Novell, Windows NT, МАИС
Резервированный контроллер
Ethernet
ЛС предприятия
Рабочее место администратора
Условные обозначения: ТИС — технологическая информационная сеть; ЛС — локальная сеть;
АРМ — автоматизированное рабочее место; РТР — регулятор теплового режима.
Рис. 4. Структурная схема АСУ ТП комплекса вращающихся печей ЦМП!3
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |
СТА 3/2002 |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
● получение сигналов с датчиков тем |
|
|
|
|
|
|
пературы, расхода, давления, разре |
|
|
|
|
|
|
жения в виде стандартных токовых |
|
|
|
|
|
|
сигналов; |
|
|
|
|
|
|
● получение сигналов с объекта управ |
|
|
|
|
|
|
ления в дискретной форме (=24 В и |
|
|
|
|
|
|
220 В 50 Гц); |
|
|
|
|
|
|
● выдачу дискретных управляющих |
|
|
|
|
|
|
сигналов (=24 В и 220 В 50 Гц); |
|
|
|
|
|
|
● выдачу аналоговых управляющих |
|
|
|
|
|
|
сигналов (0 20 мА); |
|
|
|
|
|
|
● контроль положения переключате |
|
|
|
|
|
|
лей на щите КИП; |
|
|
|
|
|
|
● выдачу сигналов о выходе значений |
|
|
|
|
|
|
параметров за пределы регламент |
|
|
|
|
|
|
ных и аварийных уставок; |
|
|
|
|
|
|
● ограничение величины управляю |
|
|
|
|
|
|
щих воздействий регламентными |
|
|
|
|
|
|
границами; |
|
|
|
|
|
|
● контроль достоверности значений ос |
|
|
|
|
|
|
новных технологических параметров; |
|
|
|
|
|
|
● контроль исправности УСО; |
Рис. 5. АРМ обжигальщика |
ляется независимо от работоспособно |
||||
● обмен данными посредством ТИС. |
|
|
|
сти устройств верхнего уровня. |
||
Вычислительная платформа пред |
щающейся печи посредством получе |
Для расширения возможностей и по |
||||
ставляет собой системный блок персо |
ния и обработки данных с контроллера |
вышения надежности работы АСУ ТП |
||||
нального компьютера, конфигурация |
через ТИС и расчета и выдачи величин |
используются серверы Novell NetWare, |
||||
которого отвечает требованиям работы |
управляющих воздействий через ТИС |
МАИС, Windows NT. |
|
|||
в тяжелых условиях. В частности, вме |
на контроллер. |
Серверы Novell NetWare используют |
||||
сто жесткого диска на вычислительной |
На АРМ обжигальщика выполняют |
ся в качестве файл серверов для хране |
||||
платформе установлен модуль загру |
ся функции по отображению и архиви |
ния данных, архивов и т.п., а также для |
||||
зочного флэш диска FDM фирмы |
рованию технологической информа |
автоматизации контроля, управления, |
||||
Fastwel. Настроечные конфигурации |
ции (рис. 6): |
эксплуатации и сопровождения про |
||||
(база конфигурации МАИС) загружа |
● отображение параметров технологи |
граммного обеспечения. |
|
|||
ются в стандартном варианте через |
ческого процесса посредством гра |
Серверы МАИС выполняют функ |
||||
ТИС с сервера Novell NetWare, а в слу |
фических мнемосхем; |
ции по обработке данных, получае |
||||
чае отказа сети или иных обстоя |
● просмотр графиков изменения пара |
мых через ТИС в соответствии с опре |
||||
тельств автоматически перебираются |
метров по данным из памяти кон |
деленными алгоритмами (статистика, |
||||
альтернативные варианты: загрузка |
троллера (ретроспектива до 8 часов); |
контроль |
нарушений |
технологии, |
||
базы конфигурации с одного или дру |
● просмотр графиков изменения пара |
учет расходов энергоресурсов и сы |
||||
гого АРМ обжигальщика, либо с |
метров по данным из архива на жест |
рья, ведение протоколов наблюдений |
||||
флэш диска. На вычислительной |
ком диске АРМ обжигальщика (рет |
метрологических характеристик сис |
||||
платформе функционирует регулятор |
роспектива до 999 суток); |
темы и т.п.). |
|
|||
теплового режима, управляющий хо |
Таким образом, управление ходом |
Сервер |
Windows NT |
используется |
||
дом технологического процесса вра |
технологического процесса осуществ |
как сервер приложений под Windows. |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 6. Примеры копий экранов компьютера на рабочем месте обжигальщика |
25 |
СТА 3/2002 |
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |

|
С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь |
|
|
|
|
|||||
|
АППАРАТНЫЕ СРЕДСТВА |
ляющие воздействия, но сигна |
|
|
|
|||||
|
|
|
|
|||||||
|
Система контроля и управления вра |
лы на исполнительные механиз |
|
|
|
|||||
|
щающимися печами реализована на |
мы проходят только с основного |
|
|
|
|||||
|
базе IBM PC совместимых аппаратных |
контроллера. |
Работоспособ |
|
|
|
||||
|
средств и стандартной сетевой аппара |
ность контроллеров проверяет |
|
|
|
|||||
|
туры Ethernet, Arcnet. |
|
ся специальным модулем арби |
|
|
|
||||
|
Учитывая жесткие условия эксплуа |
тром. В случае выхода из строя |
|
|
|
|||||
|
тации (высокая запыленность), кон |
основного контроллера (пропа |
|
|
|
|||||
|
троллеры смонтированы в шкафу со |
дание |
питания, «зависание» |
|
|
|
||||
|
степенью защиты IP55 серии technopac |
программы или другое событие, |
|
|
|
|||||
|
II electronic фирмы Schroff (рис. 7). |
повлекшее превышение време |
|
|
|
|||||
|
В контроллерах используются следу |
ни отклика) производится пере |
|
|
|
|||||
|
ющие модули и платы: |
|
коммутация выходных цепей на |
|
|
|
||||
|
● процессорные платы 5066 фирмы |
резервный контроллер, который |
|
|
|
|||||
|
Octagon Systems; |
|
получает статус |
основного. То |
|
|
|
|||
|
● универсальные модули ввода вывода |
есть деление на основной и ре |
|
|
|
|||||
|
UNIO96 1 фирмы Fastwel; |
зервный контроллеры в доста |
|
|
|
|||||
|
● платы дискретного ввода TBI 24/0 и |
точной степени условно. |
|
|
|
|
||||
|
дискретного вывода TBI 0/24 фирмы |
Таким образом в системе кон |
|
|
|
|||||
|
Fastwel; |
|
троля и управления вращающи |
|
|
|
||||
|
● модули УСО дискретного ввода 70G |
мися печами реализовано «горя |
|
|
|
|||||
|
IAC5A и дискретного вывода 70G |
чее» резервирование с «безудар |
|
|
|
|||||
|
OAC5A фирмы Grayhill; |
ным» подхватом всех функций. |
|
|
|
|||||
|
● модули аналогового ввода с гальва |
Аналогичный подход |
реализо |
Рис. 7. Размещение резервированного контроллера в |
||||||
|
нической изоляцией ADC32G фир |
ван и на других технологических |
шкафу technopac II electronic фирмы Schroff |
|||||||
|
мы «Риус»; |
|
объектах ОАО «Комбинат Маг |
|
|
|
||||
|
● модули аналогового вывода AO16 C8 |
незит», где внедрена система МАИС и |
низмов российских предприятий. Раз |
|||||||
|
фирмы Fastwel; |
|
присутствуют управляющие функции. |
работчики могут адаптировать про |
||||||
|
● источники питания фирмы Artesyn |
Преимущества использования резер |
граммные средства к особенностям |
|||||||
|
Technologies; |
|
вирования достаточно очевидны. Кро |
конкретного предприятия и конкрет |
||||||
|
● оборудование для создания резерви |
ме абсолютной |
живучести |
системы, |
ной технологии. В процессе внедрения |
|||||
|
рованных систем: |
разветвители, |
обеспечивается также удобство эксплу |
и отладки системы контроля и управ |
||||||
|
коммутаторы, модули контроля ра |
атации и ремонта, ведь замену и добав |
ления вращающимися печами были |
|||||||
|
боты процессоров (арбитры) и т.д. — |
ление модулей, подключение новых то |
внесены дополнения в базовое про |
|||||||
|
разработки фирмы «Лидер». |
чек, перекоммутацию сигналов можно |
граммное обеспечение специально для |
|||||||
|
Общее количество |
входных/выход |
производить без |
остановки |
системы. |
решения нестандартных задач, связан |
||||
|
ных сигналов составляет порядка 300, а |
Такое решение позволяет при проекти |
ных, в частности, с реализацией регу |
|||||||
|
общее количество параметров систе |
ровании новых объектов автоматиза |
лятора теплового режима: |
|||||||
|
мы, включая расчетные, лабораторные |
ции смело закладывать «бесщитовой» |
● встроенные программные адаптив |
|||||||
|
и специальные, — порядка 1000. |
вариант системы управления, когда по |
ные фильтры нижних частот до деся |
|||||||
|
Поскольку система выполняет ответ |
казывающие и регистрирующие прибо |
того порядка включительно для об |
|||||||
|
ственные управляющие функции, к её |
ры исключаются полностью, а количе |
работки аналоговых входных сигна |
|||||||
|
техническим средствам предъявляются |
ство органов ручного управления сво |
лов; |
|||||||
|
очень жесткие требования по надежно |
дится к минимуму. Ясно, что капиталь |
● набор компонентов для создания |
|||||||
|
сти. Требуемые показатели надежности |
ные затраты и последующие эксплуата |
программных адаптивных фильтров |
|||||||
|
достигаются с помощью резервирова |
ционные расходы в этом случае сущест |
нижних частот до сотого порядка |
|||||||
|
ния основных компонентов системы |
венно меньше. Что касается стоимости, |
включительно; |
|||||||
|
(рис. 8). |
|
то, как показывает наш опыт, удорожа |
● возможность выполнения вычисле |
||||||
|
Имеется два идентичных комплекта |
ние, связанное с выбором резервиро |
ний в формате с двойной точностью; |
|||||||
|
процессорных плат и модулей УСО |
ванной системы вместо нерезервиро |
● возможность построения регулято |
|||||||
|
(основной и резервный контроллеры), |
ванной, составляет не более 20 25% от |
ров любого уровня сложности и с |
|||||||
|
каждый из которых смонтирован в от |
общей стоимости проекта. |
|
|
любыми законами регулирования, в |
|||||
|
дельном крейте со своим блоком пита |
|
|
|
|
|
|
том числе с использованием распре |
||
|
ния. Все входные сигналы через раз |
ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ |
деленной сетевой модели вычисле |
|||||||
|
ветвитель подключаются к обоим ком |
В качестве инструментальных про |
ний; |
|||||||
|
плектам УСО. Выходные сигналы под |
граммных средств при реализации си |
● возможность внесения изменений в |
|||||||
|
ключаются к программно управляемо |
стемы использовалась система МА |
управляющие алгоритмы в режиме |
|||||||
|
му коммутатору. Основной и резерв |
ИС, |
разработанная |
НТЦ |
«Лидер» |
on line через ТИС с немедленной |
||||
|
ный контроллеры работают синхронно |
(г. Озерск). |
|
|
|
|
проверкой результата без переза |
|||
|
и параллельно: производится ввод и |
Это полностью отечественная разра |
грузки контроллера, а значит, и без |
|||||||
26 |
обработка сигналов с объекта, выпол |
ботка, учитывающая специфику при |
влияния на ход технологического |
|||||||
няются расчеты, формируются управ |
борного парка и исполнительных меха |
процесса; |
||||||||
|
|
|
|
|
|
|
|
|
|
|
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |
СТА 3/2002 |

С И С Т Е М Н А Я И Н Т Е Г Р А Ц И Я /Т Я Ж Е Л А Я П Р О М Ы Ш Л Е Н Н О С Т Ь
Основной |
Арбитр |
Резервный |
|
контроллер |
контроллер |
||
|
|||
Разветвитель |
|
Коммутатор |
|
Датчики |
|
Исполнительные |
|
|
механизмы |
||
|
|
||
Рис. 8. Структура резервированного |
|||
контроллера
●возможность дистанционного кон троля и тестирования работы АСУ
ТП в целом, а также любого из эле ментов, в том числе и каналов ввода вывода УСО.
Управляющие алгоритмы, алгоритмы обработки данных (статистика), учетные задачи и т.д., а также алгоритмы функци онирования собственно регулятора теп лового режима реализованы средствами технологического языка TL и оформле ны в виде программ, которые могут вы полняться как в контроллерах, так и на вычислительных платформах. Эти про граммы могут работать по вызову опера тора, циклически с заданным периодом, по наступлению события в ходе техноло гического процесса в реальном масштабе времени, в многозадачном режиме с ис пользованием приоритетов.
Следует отметить особенности сис темы МАИС:
●используется широко распростра ненная IBM PC совместимая архи тектура на нижнем и верхнем уров нях системы, а также стандартная се тевая аппаратура (Arcnet, Ethernet);
●работает в стандартных сетях Novell и Microsoft;
●система построена на архитектуре клиент сервер;
●простота настройки на конкретный технологический объект, малые сро ки внедрения;
●наличие развитого технологического языка программирования;
●программирование верхнего и ниж него уровней АСУ ТП ведется в рам ках единого проекта;
●все функции, связанные с управле нием технологическими объектами, реализуются на нижнем уровне сис темы (в контроллерах), и их выпол нение не зависит от работоспособно сти устройств верхнего уровня;
●возможность создания систем с пол ным резервированием информаци онных и управляющих функций;
●корректировка информационного обеспечения и управляющих алго
ритмов осуществляется без останов |
По результатам проведенных иссле |
||||
ки контроллеров; |
|
дований в течение определенного про |
|||
● возможность |
администрирования |
межутка времени средний расход топ |
|||
всех компонентов системы по сети; |
лива сократился на 7% при повышении |
||||
● наличие распределенной сетевой мо |
производительности печи на 3,5% и |
||||
дели вычислений; |
|
одновременном снижении пылевыно |
|||
● открытый |
формат |
представления |
са на 3,8%, что в конечном счёте позво |
||
данных в архиве; |
|
лило снизить срок окупаемости про |
|||
● экспорт данных в различные распро |
граммно технического комплекса на |
||||
страненные форматы БД, что позво |
базе МАИС для системы управления 3 |
||||
ляет передавать данные в корпора |
печами до 6 месяцев. |
||||
тивную систему уровня предприятия. |
Проводимые в течение 8 лет исследо |
||||
|
|
|
|
|
вания по разработке и настройке РТР, |
ЗАКЛЮЧЕНИЕ |
|
|
защищенные патентом «Способ управ |
||
В настоящее время регулятор работа |
ления процессом обжига сырьевого |
||||
ет устойчиво при любых изменениях |
материала во вращающейся печи» RU |
||||
параметров материалов на входе печи, |
2139482 C1 от 12.03.98, могут быть ис |
||||
обеспечивая заданное качество порош |
пользованы в качестве базы для пост |
||||
ка на её выходе с максимально возмож |
роения регуляторов теплового режима |
||||
ной для текущего режима производи |
на вращающихся печах других типов, а |
||||
тельностью. |
|
|
|
также в качестве основы для построе |
|
В ходе технологического процесса |
ния регуляторов хода технологическо |
||||
удается оптимизировать температуру |
го процесса на других объектах. ● |
||||
зоны |
обжига |
в |
диапазоне |
|
|
1840…1940°С, причем это делается без |
Авторы — сотрудники |
||||
применения |
кислородного дутья, а |
НТЦ «Лидер» |
|||
только за счет решения многофактор |
и ОАО «Комбинат Магнезит» |
||||
ной задачи управления реально рабо |
Телефоны: (35171) 230906, 280825, |
||||
тающим промышленным тепловым |
(35161) 750459 |
||||
агрегатом. |
|
|
|
E0mail: root@lider065.chel.su |
|
27
СТА 3/2002 |
© 2002 CTA Тел.:(095) 234 0635 Факс:(095) 232 1653 http://www.cta.ru |